技术特征:
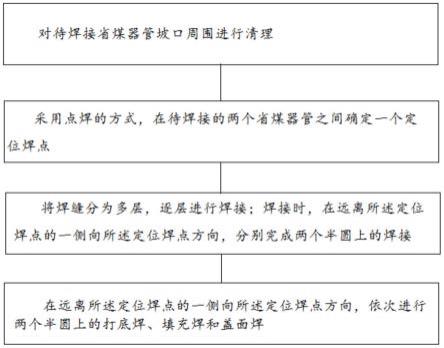
1.一种省煤器管焊接方法,其特征在于,包括:对待焊接省煤器管坡口周围进行清理;采用点焊的方式,在待焊接的两个省煤器管之间确定一个定位焊点;将焊缝分为多层,逐层进行焊接;焊接时,在远离所述定位焊点的一侧向所述定位焊点方向,分别完成两个半圆上的焊接;在远离所述定位焊点的一侧向所述定位焊点方向,依次进行两个半圆上的打底焊、填充焊和盖面焊。2.如权利要求1所述的一种省煤器管焊接方法,其特征在于,焊接前,将焊材的一端打磨成锥形。3.如权利要求1所述的一种省煤器管焊接方法,其特征在于,进行点焊前,采用对口钳对待焊接的两个省煤器管进行固定;所述定位焊点位于正上方。4.如权利要求3所述的一种省煤器管焊接方法,其特征在于,点焊时,采用氩弧焊,焊接电流为80a-105a,电弧电压为8-10v,焊接速度为70-80毫米每分钟。5.如权利要求3所述的一种省煤器管焊接方法,其特征在于,逐层进行焊接时,采用在省煤器管上下两侧进行焊接的方式;进行第一个半圆焊接时,先从省煤器管正下方点处引弧,至第一方向的90度处收弧,然后从省煤器管上面在收弧处接头,焊至省煤器管正上方处收弧;第一个半圆焊接完成后,进行第二个半圆焊接,先从省煤器管正下方点处引弧,至第二方向的90度处收弧,然后从省煤器管上面在收弧处接头,焊至省煤器管正上方处收弧。6.如权利要求5所述的一种省煤器管焊接方法,其特征在于,打底焊时,采用在省煤器管上下两侧进行焊接的方式;省煤器管下面完成收弧后,从省煤器管上面进行焊接时,在收弧位置的下方预设距离处引燃电弧,焊枪横向摆动,不填焊丝,至收弧点位置时,将原焊缝加热熔化后填丝焊接。7.如权利要求6所述的一种省煤器管焊接方法,其特征在于,打底焊时,焊枪做横向摆动,在焊缝左右两侧做停留动作。8.如权利要求6所述的一种省煤器管焊接方法,其特征在于,打底焊时,焊接电流为80-100a,电弧电压为11-12v,焊接速度为60-70毫米每分钟。9.如权利要求5所述的一种省煤器管焊接方法,其特征在于,填充焊时,采用在省煤器管上下两侧进行焊接的方式,焊接电流为80-100a,电弧电压为11-14v,焊接速度为60-70毫米每分钟。10.如权利要求5所述的一种省煤器管焊接方法,其特征在于,盖面焊时,采用在省煤器管上下两侧进行焊接的方式,焊接完毕后用保温材料包裹缓冷,冷却到室温后拆掉保温材料。
技术总结
本发明提出了一种省煤器管焊接方法,包括:对待焊接省煤器管坡口周围进行清理;采用点焊的方式,在待焊接的两个省煤器管之间确定一个定位焊点;将焊缝分为多层,逐层进行焊接;焊接时,在远离所述定位焊点的一侧向所述定位焊点方向,分别完成两个半圆上的焊接;在远离所述定位焊点的一侧向所述定位焊点方向,依次进行两个半圆上的打底焊、填充焊和盖面焊;本发明中的焊接方法涉及焊前准备、点焊定位、分层焊接、打底焊、填充焊和盖面焊等整个工艺过程,可以将其利用在锅炉省煤器模拟焊接的培训或实际焊接工艺中;为锅炉省煤器模拟焊接整体工艺的培训提供了完整依据,方法本身保证了对省煤器管的焊接质量。省煤器管的焊接质量。省煤器管的焊接质量。
技术研发人员:王志红 赵进忠 杨永海 周桂萍 华玉荣 贾芊
受保护的技术使用者:国家电网有限公司 山东电力高等专科学校
技术研发日:2022.03.01
技术公布日:2022/6/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。