一种风热ptc自动卷膜穿管机及其工作方法
技术领域
1.本发明涉及新能源部件生产装备技术领域,尤其涉及一种风热ptc自动卷膜穿管机及其工作方法。
背景技术:
2.陶瓷ptc加热元件是一种高效的加热器,其热导性好、温度均匀,具有长寿命、机械性能强、耐腐蚀等优点。风热ptc是用于新能源汽车中的零部件,是用于输出热风的ptc发热元件,其核心部件为发热芯,发热芯表面需要包裹一层薄膜使发热芯与外界绝缘。随着新能源汽车的不断发展,这种ptc发热元件使用量越来越大。
3.由于使用量越来越大,生产制造企业需要大规模生产,而目前行业中缺乏大批量生产风热ptc的自动化生产设备,基本都是采用人工使用单台设备进行半自动化生产,人工半自动生产效率较低,无法满足大批量生产任务的要求。
技术实现要素:
4.为了解决上述问题,本发明的目的在于提供一种风热ptc自动卷膜穿管机及其工作方法,通过设置绝缘膜输送机构、发热芯体输送机构、铝管上料机构和自动卷膜穿管机构等自动化机构,能够可靠实现风热ptc元件的自动化生产,生产效率高,制备的风热ptc元件质量一致稳定,能够很好的满足大批量生产需求。
5.为实现上述目的,本发明采用以下技术方案:
6.一种风热ptc自动卷膜穿管机,包括绝缘膜输送部件、发热芯体上料部件、进膜部件、卷绕裁切部件、铝管上料部件、穿管部件和自动下料部件,所述绝缘膜输送部件将绝缘膜输送至所述进膜部件的平台上,所述发热芯体上料部件将发热芯体搬运至所述进膜部件平台上的绝缘膜上方,所述进膜部件将发热芯体与绝缘膜夹紧后输送至所述卷绕裁切部件中,所述卷绕裁切部件包括主卷绕机构、卷绕辅助机构、裁切机构和压轮机构,所述卷绕裁切部件用于裁切绝缘膜、将绝缘膜卷绕于发热芯体外部,再将卷绕好绝缘膜的发热芯体输送至所述穿管部件中,所述铝管上料部件用于将铝管按要求输送至穿管工位,由所述穿管部件将卷绕好绝缘膜的发热芯体套入穿管工位处的铝管中,所述自动下料部件将装配好的产品搬运至输送带上送往下一工位。
7.进一步的,所述主卷绕机构包括两个旋转夹爪,两个所述旋转夹爪分别设于两个移动滑台上,两个所述移动滑台分别连接有驱动气缸,两个所述旋转夹爪分别通过同步带传动机构与伺服电机相连,伺服电机驱动两个所述旋转夹爪同步旋转,两个所述移动滑台带动两个所述旋转夹爪相向或相对移动;所述卷绕辅助机构包括辅助夹爪、旋转机构和驱动电缸,所述卷绕辅助机构在卷膜前将发热芯体与绝缘膜夹紧牵引至旋转夹爪处,在卷膜暂停时间歇夹持发热芯体与绝缘膜,未夹持时驱动电缸带动旋转机构及辅助夹爪远离避开所述主卷绕机构,卷绕完成后所述卷绕辅助机构再将卷绕好绝缘膜的发热芯体输送至所述穿管部件。
8.进一步的,所述裁切机构包括用于切断绝缘膜的裁切刀和裁切气缸,所述裁切刀的下方设有裁切托辊;所述压轮机构包括压轮组和压紧气缸。
9.进一步的,绝缘膜输送部件包括绝缘膜放卷机构、张力控制机构和纠偏机构,所述绝缘膜放卷机构中设有放卷驱动电机,所述张力控制机构设于绝缘膜放卷机构和纠偏机构之间,所述张力控制机构中设有用于控制绝缘膜张力的张力控制气缸,所述纠偏机构中设有绝缘膜边缘位置检测装置和伺服驱动的纠偏装置。
10.进一步的,所述发热芯体上料部件包括发热芯体储料盒、发热芯体顶推出料机构和发热芯体搬运上料机构,所述发热芯体储料盒中放置发热芯体,所述发热芯体顶推出料机构用于逐一将所述发热芯体储料盒中的发热芯体向上推出,所述发热芯体搬运上料机构用于将所述发热芯体顶推出料机构顶出的发热芯体吸取搬运到所述进膜部件平台上的绝缘膜上方。
11.进一步的,所述发热芯体上料部件中设有二次定位机构,所述二次定位机构中设有用于校正发热芯体姿态和位置的定位夹具;所述发热芯体搬运上料机构中设有两个联动的吸料搬运机构,搬运时,发热芯体先将发热芯体过渡置于所述二次定位机构中校正后再搬运所述进膜部件平台上。
12.进一步的,所述进膜部件包括进膜固定板、水平旋转压板和进膜移动平台,所述进膜固定板设于所述进膜移动平台上,所述进膜固定板上设有带动所述水平旋转压板将发热芯体与绝缘膜夹紧的转角夹料气缸,所述进膜移动平台设有导向驱动机构将夹紧后的发热芯体与绝缘膜输送至所述卷绕裁切部件中。
13.进一步的,所述铝管上料部件包括铝管储料架、铝管顶推出料机构和铝管搬运上料机构,所述铝管储料架中放置铝管,所述铝管顶推出料机构用于逐一将所述铝管储料架中的铝管向上推出,所述铝管搬运上料机构用于将所述铝管顶推出料机构顶出的铝管吸取搬运到穿管工位,穿管工位处设有用于按要求调整铝管偏摆角度的铝管调整夹具,所述铝管调整夹具中设有步进电机驱动的旋转偏摆机构。
14.进一步的,所述穿管部件包括夹持机构和穿管驱动机构,所述夹持机构中设有机械夹爪,用于夹持所述卷绕裁切部件输送过来的卷绕好绝缘膜的发热芯体;所述夹持机构设于所述穿管驱动机构上,用于将卷绕好绝缘膜的发热芯体套入穿管工位处的铝管中。
15.进一步的,根据上述任一项所述的一种风热ptc自动卷膜穿管机的工作方法,包括以下步骤:
16.s1、将成卷的绝缘膜置于所述绝缘膜输送部件中,将绝缘纸前端牵引至所述进膜部件的平台上定位;
17.s2、所述发热芯体上料部件将发热芯体搬运至所述进膜部件平台上的绝缘膜上方;
18.s3、进膜部件将发热芯体与绝缘膜夹紧后输送至所述卷绕裁切部件中;
19.s4、所述卷绕裁切部件中的卷绕辅助机构夹住发热芯体与绝缘膜前进,同时绝缘膜输送部件早自动放料,前进到主卷绕机构的夹爪处,由主卷绕机构夹住,同时由裁切机构切断绝缘膜,切断后由开始主卷绕机构卷绕;
20.s5、主卷绕机构卷绕至设定圈数后,压轮机构下压,再由卷绕辅助机构夹住发热芯体与绝缘膜,主卷绕机构夹爪松开并后退,然后再前进夹住发热芯体与绝缘膜,继续卷绕,
卷绕至设定圈数后压轮机构上升,由卷绕辅助机构夹出卷绕好绝缘膜的发热芯体,翻转输送至所述穿管部件中;
21.s6、所述穿管部件中的夹爪夹住发热芯体尾部将发热芯体往前朝穿管工位处的铝管推送;
22.s7、穿管前穿管工位处的铝管预先旋转一个角度便于对准位置,当发热芯体头部进入铝管后,铝管再摆正、将发热芯体推入穿到位;
23.s8、所述自动下料部件通过机械手将装配好的产品搬运至输送带上送往下一工位。
24.本发明具有如下有益效果:
25.1、本发明通过设置绝缘膜输送机构、发热芯体输送机构、铝管上料机构和自动卷膜穿管机构等自动化机构,再通过控制程序控制,能够可靠实现风热ptc元件的自动化生产,生产效率高,制备的风热ptc元件质量一致稳定,能够很好的满足大批量生产需求。
26.2、本发明卷绕裁切部件中设置主卷绕机构、卷绕辅助机构、裁切机构和压轮机构,通过卷绕裁切部件中各机构的巧妙配合,能够很好的按工艺要求在发热芯体外部缠绕上规定的绝缘膜,绝缘膜缠绕准确可靠,缠绕质量好。
27.3、本发明绝缘膜输送部件与进膜部件相互配合,能够很好的将柔软的绝缘膜准确输送至进膜部件中与发热芯体进行夹持定位,有利于保证发热芯体外部绝缘膜缠绕准确可靠。
28.4、本发明发热芯体上料部件和铝管上料部件分别设置储料盒、储料架,类似的顶推出料机构和搬运上料机构,并且在其中设置二次定位机构,在上料过程中便于校正发热芯体或铝管的姿态和位置,保证发热芯体和铝管上料顺畅、不卡料,上料位置精确可靠。
29.5、本发明穿管部件中设置夹持机构和穿管驱动机构,穿管工位处设有用于按要求调整铝管偏摆角度的铝管调整夹具,保证卷绕好绝缘膜的发热芯体能够准确可靠的穿送套入铝管内,能够可靠的完成穿管装配。
附图说明
30.图1为本发明风热ptc自动卷膜穿管机的平面示意图;
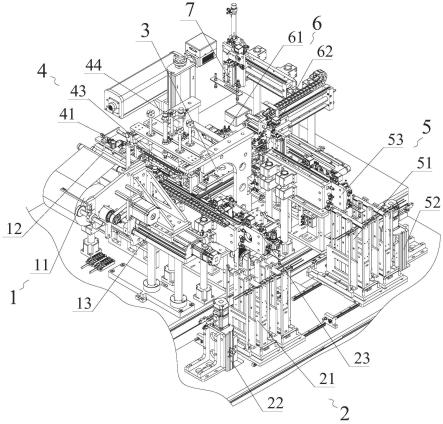
31.图2为本发明风热ptc自动卷膜穿管机的立体示意图;
32.图3为本发明主卷绕机构部分的立体示意图;
33.图4为本发明卷绕辅助机构、裁切机构和压轮机构部分的立体示意图;
34.图5为发热芯体储料盒和发热芯体顶推出料机构部分的立体示意图;
35.图6为本发明发热芯体搬运上料机构部分的立体示意图;
36.图7为本发明发热芯体上料部件中的二次定位机构部分的立体示意图;
37.图8为本发明进膜部件的立体示意图;
38.图9为穿管部件部分的立体示意图;
39.图10为本发明铝管顶推出料机构部分的立体示意图;
40.图11为本发明铝管搬运上料机构部分的立体示意图;
41.图12为本发明铝管调整夹具和铝管二次定位机构部分的立体示意图。
42.附图标记说明:
43.1、缘膜输送部件;11、绝缘膜放卷机构;12、张力控制机构;13、纠偏机构;2、发热芯体上料部件;21、发热芯体储料盒;22、发热芯体顶推出料机构;23、发热芯体搬运上料机构;231、吸料搬运机构;24、芯体二次定位机构;241、定位夹具;3、进膜部件;31、进膜固定板;32、水平旋转压板;33、进膜移动平台;34、转角夹料气缸;4、卷绕裁切部件;41、主卷绕机构;411、旋转夹爪;412、移动滑台;413、驱动气缸;414、同步带传动机构;415、伺服电机;42、卷绕辅助机构;421、辅助夹爪;422、旋转机构;423、驱动电缸;43、裁切机构;431、裁切刀;432、裁切气缸;433、裁切托辊;44、压轮机构;441、压轮组;442、压紧气缸;5、铝管上料部件;51、铝管储料架;52、铝管顶推出料机构;53、铝管搬运上料机构;54、铝管调整夹具;541、旋转偏摆机构;55、铝管二次定位机构;6、穿管部件;61、夹持机构;611、机械夹爪;62、穿管驱动机构;7、自动下料部件。
具体实施方式
44.以下结合附图和具体实施例对本发明做进一步详细说明:
45.参见图1-12所示,一种风热ptc自动卷膜穿管机,包括绝缘膜输送部件1、发热芯体上料部件2、进膜部件3、卷绕裁切部件4、铝管上料部件5、穿管部件6和自动下料部件7,所述绝缘膜输送部件1将绝缘膜输送至所述进膜部件3的平台上,所述发热芯体上料部件2将发热芯体搬运至所述进膜部件3平台上的绝缘膜上方,所述进膜部件3将发热芯体与绝缘膜夹紧后输送至所述卷绕裁切部件4中,所述卷绕裁切部件4包括主卷绕机构41、卷绕辅助机构42、裁切机构43和压轮机构44,所述卷绕裁切部件4用于裁切绝缘膜、将绝缘膜卷绕于发热芯体外部,再将卷绕好绝缘膜的发热芯体输送至所述穿管部件6中,所述铝管上料部件5用于将铝管按要求输送至穿管工位,由所述穿管部件6将卷绕好绝缘膜的发热芯体套入穿管工位处的铝管中,所述自动下料部件7将装配好的产品搬运至输送带上送往下一工位,所述自动下料部件7中设有机械手。本实施例中,各部件中含有的气缸、电机、滑台滑轨运动部件、机械结构零件等部件内部及部件之间的连接结构采用自动化设备领域的常见设计。为了实现功能,各部件中还设有位置感应检测等检测传感器,各传检测感器和各个部件都与控制器相连。
46.参见图3-4所示,所述主卷绕机构41包括两个旋转夹爪411,两个所述旋转夹爪411分别设于两个移动滑台412上,两个所述移动滑台412分别连接有驱动气缸413,两个所述旋转夹爪411分别通过同步带传动机构414与伺服电机415相连,伺服电机415驱动两个所述旋转夹爪411同步旋转,两个所述移动滑台412带动两个所述旋转夹爪411相向或相对移动;所述卷绕辅助机构42包括辅助夹爪421、旋转机构422和驱动电缸423,所述卷绕辅助机构42在卷膜前将发热芯体与绝缘膜夹紧牵引至旋转夹爪411处,在卷膜暂停时间歇夹持发热芯体与绝缘膜,未夹持时驱动电缸423带动旋转机构422及辅助夹爪421远离避开所述主卷绕机构41,卷绕完成后所述卷绕辅助机构42再将卷绕好绝缘膜的发热芯体输送至所述穿管部件6。所述裁切机构43包括用于切断绝缘膜的裁切刀431和裁切气缸432,所述裁切刀431的下方设有裁切托辊433,绝缘膜从裁切托辊433上绕过便于切断;所述压轮机构44包括压轮组441和压紧气缸442。
47.绝缘膜输送部件1包括绝缘膜放卷机构11、张力控制机构12和纠偏机构13,所述绝缘膜放卷机构11中设有放卷轴和放卷驱动电机,所述张力控制机构12设于绝缘膜放卷机构
11和纠偏机构13之间,所述张力控制机构12中设有用于控制绝缘膜张力的张力控制气缸,张力控制气缸连接有气压调节装置便于调节控制绝缘膜牵引张力,所述纠偏机构13中设有绝缘膜边缘位置检测装置和伺服驱动的纠偏装置,避免输送过程中绝缘膜跑偏。
48.参见图5-7所示,所述发热芯体上料部件2包括发热芯体储料盒21、发热芯体顶推出料机构22和发热芯体搬运上料机构23,所述发热芯体储料盒21中放置堆叠排列的发热芯体,所述发热芯体顶推出料机构22用于逐一将所述发热芯体储料盒21中的发热芯体向上推出,发热芯体顶推出料机构22中设有伺服电机驱动的顶推杆,通过程序控制能够每次向上推出一个发热芯体;所述发热芯体搬运上料机构23用于将所述发热芯体顶推出料机构22顶出的发热芯体吸取搬运到所述进膜部件3平台上的绝缘膜上方。所述发热芯体上料部件2中设有芯体二次定位机构24,所述芯体二次定位机构24中设有用于校正发热芯体姿态和位置的定位夹具241,定位夹具241中设有二次定位工装和二次定位驱动气缸,二次定位驱动气缸带动二次定位工装对齐压紧发热芯体使其定位准确;所述发热芯体搬运上料机构23中设有两个联动的吸料搬运机构231,搬运时,发热芯体先将发热芯体过渡置于所述二次定位机构24中校正后再搬运所述进膜部件3平台上。
49.参见图8所示,所述进膜部件3包括进膜固定板31、水平旋转压板32和进膜移动平台33,所述进膜固定板31设于所述进膜移动平台33上,所述进膜固定板31上设有带动所述水平旋转压板32将发热芯体与绝缘膜夹紧的转角夹料气缸34,所述进膜移动平台33设有导向驱动机构将夹紧后的发热芯体与绝缘膜输送至所述卷绕裁切部件4中。
50.参见图10-12所示,所述铝管上料部件5包括铝管储料架51、铝管顶推出料机构52和铝管搬运上料机构53,所述铝管储料架51中放置铝管,所述铝管顶推出料机构52用于逐一将所述铝管储料架51中的铝管向上推出,所述铝管搬运上料机构53用于将所述铝管顶推出料机构52顶出的铝管吸取搬运到穿管工位,铝管上料部件5结构与发热芯体上料部件2整体结构类似,所述铝管搬运上料机构53也设有两个联动的吸料搬运机构,所述铝管上料部件5中设有与铝管二次定位机构55(二次定位机构原理结构与所述发热芯体上料部件2中也类似);穿管工位处设有用于按要求调整铝管偏摆角度的铝管调整夹具54,所述铝管调整夹具54中设有步进电机驱动的旋转偏摆机构541,旋转偏摆机构541通过同步带或齿轮机构与步进电机相连,在步进电机驱动下能够旋转偏摆一定的角度,便于后续对准发热芯体进行穿管装配。
51.参见图9所示,所述穿管部件6包括夹持机构61和穿管驱动机构62,所述夹持机构61中设有机械夹爪611,用于夹持所述卷绕裁切部件4输送过来的卷绕好绝缘膜的发热芯体;所述夹持机构61设于所述穿管驱动机构62上,用于将卷绕好绝缘膜的发热芯体套入穿管工位处的铝管中;为了便于穿管装配,所述穿管部件6中还可增设辅助夹持铝管的夹爪,在穿管装配过程中辅助夹住铝管保证装配更加稳定可靠,装配完成后夹爪松开便于将铝管取走。
52.根据上述实施例所述的一种风热ptc自动卷膜穿管机的工作方法,其特征在于:包括以下步骤:
53.s1、将成卷的绝缘膜置于所述绝缘膜输送部件1中,将绝缘纸前端牵引至所述进膜部件3的平台上定位;
54.s2、所述发热芯体上料部件2将发热芯体搬运至所述进膜部件3平台上的绝缘膜上
方;
55.s3、进膜部件3将发热芯体与绝缘膜夹紧后输送至所述卷绕裁切部件4中;
56.s4、所述卷绕裁切部件4中的卷绕辅助机构42夹住发热芯体与绝缘膜前进,同时绝缘膜输送部件1早自动放料,前进到主卷绕机构41的夹爪处,由主卷绕机构41夹住,同时由裁切机构43切断绝缘膜,切断后由开始主卷绕机构41卷绕;
57.s5、主卷绕机构41卷绕至设定圈数后,压轮机构44下压,再由卷绕辅助机构42夹住发热芯体与绝缘膜,主卷绕机构41夹爪松开并后退,然后再前进夹住发热芯体与绝缘膜,继续卷绕,卷绕至设定圈数后压轮机构44上升,由卷绕辅助机构42夹出卷绕好绝缘膜的发热芯体,翻转输送至所述穿管部件6中;
58.s6、所述穿管部件6中的夹爪夹住发热芯体尾部将发热芯体往前朝穿管工位处的铝管推送;
59.s7、穿管前穿管工位处的铝管预先旋转一个角度便于对准位置,当发热芯体头部进入铝管后,铝管再摆正、将发热芯体推入到位;
60.s8、所述自动下料部件7通过机械手将装配好的产品搬运至输送带上送往下一工位。
61.以上所述仅为本发明的具体实施方式,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
