1.本发明涉及装配工装领域,特别是涉及一种双喷嘴挡板电液伺服阀衔铁组件压装工装。
背景技术:
2.电液伺服阀经历多年发展,应用的场合也越来越广泛。然而伺服阀的制造还处于一个相对繁琐的状态,零件的装配调试方面,技术水平较低,作为电液伺服阀的核心精密组件之一的衔铁组件,是影响伺服阀静态和动态性能的最关键组件。
3.衔铁组件是由反馈杆、挡板、弹簧管和衔铁四个零件通过过盈配合或焊接等方式装配成一体的组件,该组件的形位精度和尺寸精度要求高,其压装精度高低直接影响电液伺服阀的工作性能。
4.对于精密小型的衔铁组件,其装配一直是双喷嘴挡板电液伺服阀装配的一个难点,在装配的过程中易出现弹簧管薄壁变形大、装配形位精度不够、装配效率低等问题,从而影响电液伺服阀的工作性能及可靠性。
5.因此,如何提供一种克服上述问题的双喷嘴挡板电液伺服阀衔铁组件压装工装是本领域技术人员目前需要解决的技术问题。
技术实现要素:
6.本发明的目的是提供一种双喷嘴挡板电液伺服阀衔铁组件压装工装,通过夹具和支撑块的配合,满足各部件的形位公差要求,实现衔铁、弹簧管、挡板、反馈杆组合体的紧密配合,保证其压装结果的质量可靠性。
7.为解决上述技术问题,本发明提供一种双喷嘴挡板电液伺服阀衔铁组件压装工装,包括相对设置的两个夹具,两个所述夹具相对的内侧面上均设置有挡板定位槽和反馈杆放置槽,所述挡板定位槽的上端开口位于所述夹具上端面,所述反馈杆放置槽位于所述挡板定位槽下方,两个所述夹具相互扣合,以使两个所述挡板定位槽合并形成夹持挡板的挡板定位腔,并使两个所述反馈杆放置槽合并形成夹持反馈杆的反馈杆放置腔,还包括相对设置的两个支撑块,所述夹具上端面支撑同侧的所述支撑块的下端面,两个所述支撑块相对的内侧面上均设置有弹簧管轴端定位槽和弹簧管底座定位槽,所述弹簧管轴端定位槽的上端开口位于所述支撑块上端面,所述弹簧管底座定位槽的下端开口位于所述支撑块下端面,两个所述支撑块相互扣合,以使两个所述弹簧管轴端定位槽合并形成夹持弹簧管轴端的弹簧管轴端定位腔,并使两个所述弹簧管底座定位槽合并形成夹持弹簧管底座的弹簧管底座定位腔,且所述夹具上端面支撑所述弹簧管底座下端面,所述支撑块上端面支撑衔铁。
8.优选地,所述夹具上端面外侧设置有定位块,两个所述夹具扣合后使两个所述定位块夹紧两个所述支撑块。
9.优选地,两个所述夹具侧面上均设置有第一定位孔,两个所述第一定位孔水平延
伸且同轴布置,第一定位销的两端分别伸入两个所述第一定位孔。
10.优选地,两个所述夹具侧面上均设置有锁紧孔,两个所述锁紧孔水平延伸且同轴布置,锁紧螺栓的两端分别连接两个所述锁紧孔。
11.优选地,一个所述夹具上的所述锁紧孔为通孔,另一个所述夹具上的所述锁紧孔为螺纹孔。
12.优选地,每个所述夹具上设置有两个所述第一定位孔和两个所述锁紧孔,且两个所述第一定位孔的连线与两个所述锁紧孔的连线交叉。
13.优选地,两个所述支撑块侧面上均设置有第二定位孔,两个所述第二定位孔水平延伸且同轴布置,第二定位销的两端分别伸入两个所述第二定位孔。
14.优选地,所述夹具上端面和所述定位块内侧面交接处设置有清根槽。
15.优选地,每个所述定位块上端面设置有并列的两个第三定位孔,所述第三定位孔竖直延伸,第三定位销的下端伸入所述第三定位孔,两个所述第三定位销的上端夹持衔铁端部。
16.优选地,每个所述定位块上端面设置有与衔铁端部形状匹配的衔铁定位槽,所述衔铁定位槽位于两个所述第三定位孔之间。
17.本发明提供一种双喷嘴挡板电液伺服阀衔铁组件压装工装,包括相对设置的两个夹具,两个夹具相对的内侧面上均设置有挡板定位槽和反馈杆放置槽,挡板定位槽的上端开口位于夹具上端面,反馈杆放置槽位于挡板定位槽下方,两个夹具相互扣合,以使两个挡板定位槽合并形成夹持挡板的挡板定位腔,并使两个反馈杆放置槽合并形成夹持反馈杆的反馈杆放置腔,还包括相对设置的两个支撑块,夹具上端面支撑同侧的支撑块的下端面,两个支撑块相对的内侧面上均设置有弹簧管轴端定位槽和弹簧管底座定位槽,弹簧管轴端定位槽的上端开口位于支撑块上端面,弹簧管底座定位槽的下端开口位于支撑块下端面,两个支撑块相互扣合,以使两个弹簧管轴端定位槽合并形成夹持弹簧管轴端的弹簧管轴端定位腔,并使两个弹簧管底座定位槽合并形成夹持弹簧管底座的弹簧管底座定位腔,且夹具上端面支撑弹簧管底座下端面,支撑块上端面支撑衔铁。
18.通过夹具和支撑块的配合,满足各部件的形位公差要求,实现衔铁、弹簧管、挡板、反馈杆组合体的紧密配合,保证其压装结果的质量可靠性。
附图说明
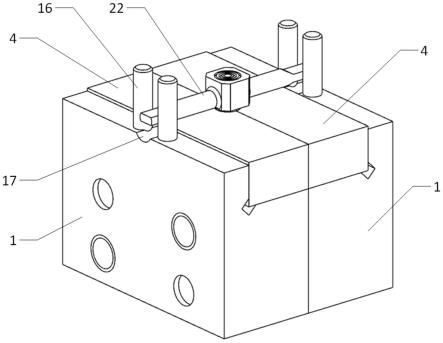
19.图1为本发明所提供的双喷嘴挡板电液伺服阀衔铁组件压装工装的一种具体实施方式的结构示意图;
20.图2为本发明所提供的双喷嘴挡板电液伺服阀衔铁组件压装工装的一种具体实施方式的分解示意图;
21.图3为本发明所提供的双喷嘴挡板电液伺服阀衔铁组件压装工装的一种具体实施方式的内侧面示意图。
22.其中,夹具1、挡板定位槽2、反馈杆放置槽3、支撑块4、弹簧管轴端定位槽5、弹簧管底座定位槽6、定位块7、第一定位孔8、第一定位销9、锁紧孔10、锁紧螺栓11、第二定位孔12、第二定位销13、清根槽14、第三定位孔15、第三定位销16、衔铁定位槽17、挡板18、反馈杆19、弹簧管轴端20、弹簧管底座21、衔铁22。
具体实施方式
23.本发明的核心是提供一种双喷嘴挡板电液伺服阀衔铁组件压装工装,通过夹具和支撑块的配合,满足各部件的形位公差要求,实现衔铁、弹簧管、挡板、反馈杆组合体的紧密配合,保证其压装结果的质量可靠性。
24.为了使本技术领域的人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
25.请参考图1至图3,图1为本发明所提供的双喷嘴挡板电液伺服阀衔铁组件压装工装的一种具体实施方式的结构示意图;图2为本发明所提供的双喷嘴挡板电液伺服阀衔铁组件压装工装的一种具体实施方式的分解示意图;图3为本发明所提供的双喷嘴挡板电液伺服阀衔铁组件压装工装的一种具体实施方式的内侧面示意图。
26.本发明具体实施方式提供一种双喷嘴挡板电液伺服阀衔铁组件压装工装,包括两个夹具1和两个支撑块4,两个夹具1相对设置且两个支撑块4相对设置,同时定义相同部件相对的侧面为内侧面,两个夹具1相对的内侧面上均设置有挡板定位槽2和反馈杆放置槽3,挡板定位槽2的上端开口位于夹具1上端面,反馈杆放置槽3位于挡板定位槽2下方且两者相通。
27.使用过程中,将两个夹具1相互扣合,进而使两个挡板定位槽2合并形成挡板定位腔,使两个反馈杆放置槽3合并形成反馈杆放置腔,根据槽体形状,在两个夹具1组合体的上端面形成一个竖直的第一阶梯孔,第一阶梯孔上端开口位于两个夹具1组合体的上端面,第一阶梯孔中的反馈杆放置腔用于夹持衔铁22组件的反馈杆19,第一阶梯孔中的挡板定位腔用于夹持衔铁22组件的挡板18。
28.夹具1上端面支撑同侧的支撑块4的下端面,两个支撑块4相对的内侧面上均设置有弹簧管轴端定位槽5和弹簧管底座定位槽6,弹簧管轴端定位槽5的上端开口位于支撑块4上端面,弹簧管轴端定位槽5的下端连通弹簧管底座定位槽的上端,弹簧管底座定位槽的下端开口位于支撑块4下端面。同时,弹簧管底座定位槽6内设置有定位平面,与弹簧管底座21两侧的平面贴合,用于实现对弹簧管底座21的定位。
29.使用过程中,两个支撑块4相互扣合,进而使两个弹簧管轴端定位槽5合并形成弹簧管轴端20定位腔,使两个弹簧管底座定位槽6合并形成弹簧管底座定位腔,根据槽体形状,在两个支撑块4组合体内形成一个竖直的第二阶梯孔,第二阶梯孔的上端开口位于两个支撑块4组合体的上端面,第二阶梯孔的下端开口位于两个支撑块4组合体的下端面,第二阶梯孔中的弹簧管轴端20定位腔用于夹持衔铁22组件的弹簧管轴端20,第二阶梯孔中的弹簧管底座定位腔夹持弹簧管底座21,同时由于夹具1上端面支撑同侧的支撑块4的下端面,可以使夹具1上端面支撑弹簧管底座21下端面,实现对弹簧管底座21下端面的定位,同时支撑块4上端面支撑衔铁22。
30.进一步地,为了使两个支撑块4夹紧,在夹具1上端面外侧一体式设置有定位块7,使两个夹具1扣合后形成一个“凹”字形,即在顶部形成一个凹槽,两个支撑块4放置于凹槽内,组成完整的工装,同时两个夹具1扣合后会使两个定位块7夹紧两个支撑块4。
31.在本发明具体实施方式提供的双喷嘴挡板电液伺服阀衔铁组件压装工装中,为了保证夹具1上的槽体对位准确,两个夹具1侧面上均设置有第一定位孔8,两个第一定位孔8水平延伸且同轴布置,即两个夹具1上的第一定位孔8对齐,即可使两个挡板定位槽2对齐,
以及两个反馈杆放置槽3对齐,同时设置有第一定位销9,第一定位销9的两端分别伸入两个第一定位孔8,实现两个夹具1定位。具体地,两个第一定位孔8可以均为通孔或均为设置于内侧面的沉孔,也可设置为一个通孔和一个沉孔,适当调整第一定位销9的插入方式即可。
32.进一步地,为了使两个夹具1及两个支撑块4扣合紧密,两个夹具1侧面上均设置有锁紧孔10,两个锁紧孔10水平延伸且同轴布置,当两个第一定位孔8对齐后,两个锁紧孔10也会对齐,锁紧螺栓11的两端分别连接两个锁紧孔10,并使用锁紧螺栓11保证两个夹具1紧密贴合。具体地,一个夹具1上的锁紧孔10为通孔,另一个夹具1上的锁紧孔10为螺纹孔,使锁紧螺栓11有通孔穿过并拧入螺纹孔。
33.为了提高设备稳定性,每个夹具1上设置有两个第一定位孔8和两个锁紧孔10,且两个第一定位孔8的连线与两个锁紧孔10的连线交叉,举例说明,在其中一个夹具1上,一个第一定位孔8设置于右上角,另一个第一定位孔8设置于左下角,一个锁紧孔10设置于右下角,另一个锁紧孔10设置于左上角,另一个夹具1上的各孔对应设置。也可根据情况调整各结构的数量及布置方式,均在本发明的保护范围之内。
34.在本发明具体实施方式提供的双喷嘴挡板电液伺服阀衔铁组件压装工装中,两个支撑块4侧面上均设置有第二定位孔12,两个第二定位孔12水平延伸且同轴布置,即两个第二定位孔12对齐,即可使两个弹簧管轴端定位槽5对齐,以及两个弹簧管底座定位槽6对齐,同时设置有第二定位销13,第二定位销13的两端分别伸入两个第二定位孔12。实现两个支撑块4定位。优选地,每个支撑块4上可设置两个第二定位孔12,分别位于支撑块4的两端。具体地,两个第二定位孔12可以均为通孔或均为设置于内侧面的沉孔,也可设置为一个通孔和一个沉孔,适当调整第二定位销13的插入方式即可。优选地,夹具1上端面和定位块7内侧面交接处设置有清根槽14。
35.在上述各具体实施方式提供的双喷嘴挡板电液伺服阀衔铁组件压装工装的基础上,每个定位块7上端面设置有并列的两个第三定位孔15,两个第三定位孔15的连线平行于支撑块4内侧面,第三定位孔15竖直延伸,第三定位销16的下端伸入第三定位孔15,两个第三定位销16的上端凸出于定位块7的上端面,两个定位块7上均设置有两个第三定位销16,用于夹持定位衔铁22组件的衔铁22的两端部。具体地,每个定位块7上端面设置有与衔铁22端部形状匹配的衔铁定位槽17,衔铁定位槽17位于两个第三定位孔15之间,用于支撑定位衔铁22端部。
36.使用过程中分步安装,首先单独使用两个夹具1定位,安装反馈杆19、挡板18和弹簧管,再使用夹具1和支撑块4组合定位,安装弹簧管和衔铁22。
37.进一步地,左右夹具1体合装后,两个定位块7的内侧面要保证足够的平行度、平面度、对称度以及表面粗糙度,左右夹具1体合装后形成的上端面要保证相对于两内侧面的垂直度,以及平面度及表面粗糙度。左右夹具1体合装后的挡板定位腔要保证足够的平行度、平面度、对称度及相对于上端面的垂直度和表面粗糙度,同时挡板定位腔与挡板18工作平面精密配合。左右支撑块4合装后的外侧面要保证足够的平行度、平面度、对称度和表面粗糙度,并与定位块7的内侧面精密配合,下端面要保证足够的平面度、表面粗糙度及相对于外侧面的垂直度。进一步地,弹簧管轴端20定位腔和弹簧管底座定位腔要保证足够的平行度、平面度、对称度以及表面粗糙度,并与弹簧管精密配合。使用该压装工装进行衔铁22压装时,衔铁22柱面要与两各第三定位销16紧密贴合。
38.通过各面的形位公差要求,便可以精确定位衔铁22的工作面、弹簧管安装面以及挡板18工作平面,实现衔铁22组件各工作平面之间的的高形位精度,满足双喷嘴挡板电液伺服阀前置级的控制要求。使用该压装工装可以保证衔铁22工作面和弹簧管定位平面的垂直度、衔铁22工作面与弹簧管安装面的平行度、挡板18工作平面与弹簧管定位平面的平行度以及挡板18与弹簧管薄壁的同轴度。使用该套压装工装还可以实现衔铁22、弹簧管、挡板18、反馈杆19组合体的紧密配合,保证其压装结果的质量可靠性。
39.以上对本发明所提供的双喷嘴挡板电液伺服阀衔铁组件压装工装进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。