1.本实用新型属于工件焊接固定技术领域,尤其涉及一种射砂板焊接治具。
背景技术:
2.射砂板焊接是tv中子型射砂板在使用一段时间后,射砂嘴磨损严重,需要对射砂嘴进行焊接后重新加工修复,但是焊接过程中存在一些问题。现有技术中射砂板磨损后直接在作业台上焊接,连续焊接导致射砂板受热变形严重的缺陷。间歇性焊接也存在热变形问题,并且导致焊接作业工时延长。
技术实现要素:
3.为克服相关技术中存在的问题,本实用新型公开实施例提供了一种射砂板焊接治具,解决射砂板焊接时受热变形的缺陷,使用该治具能实现对射砂板的连续焊接作业,提高作业效率。上述技术方案如下:
4.上述底板的四个角设置有第一螺栓孔,上述底板两侧中部设置有第二螺栓孔,每个上述第一螺栓孔和上述第二螺栓孔内均安装有紧固螺栓,紧固螺栓用于将套装在紧固螺栓上的压板固定到底板上;
5.上述底板上设置有垫块,垫块用于支撑射砂板的底部,与压板位置对应;压板的外侧安装有支撑柱,支撑柱用于支撑压板后侧。
6.在一个实施例中,上述垫块包括第一垫块和第二垫块,上述第二垫块的高度高于上述第一垫块。
7.在一个实施例中,上述第一垫块设置于上述第二螺栓孔内侧,上述第二垫块设置于上述第二螺栓孔内侧。
8.在一个实施例中,上述压板中部设置有调节孔,调节孔用于调整压板在上述紧固螺栓上的位置。
9.在一个实施例中,上述第一螺栓孔设置有四个,上述第二螺栓孔设置有两个。
10.结合上述的所有技术方案,本实用新型所具备的优点及积极效果为:
11.1、该射砂板焊接治具利用焊接时压紧的功能,解决了射砂板在焊接时发生形变的问题,降低生产成本,提高焊接效率。
12.现有技术与本方案实验对比
13.项目现有技术本方案标准焊接变形量
±
0.5mm
±
0.1mm
±
0.2mm焊接工时2.5h0.5h1h
14.2、该射砂板焊接治具能够避免或有效减小射砂板在焊接后发生的形变,从而提高射砂板的生产品质。
15.当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本实用新型的公开。
附图说明
16.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
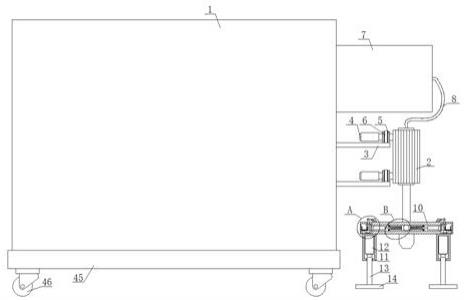
17.图1是本实用新型实施例提供的射砂板焊接治具的结构示意图。
18.图2是本实用新型实施例提供的底板的结构示意图。
19.图3是本实用新型实施例提供的紧固螺栓的结构示意图。
20.图4是本实用新型实施例提供的压板的结构示意图。
21.图中:1、底板;2、紧固螺栓;3、支撑柱;4、第一垫块;5、第二垫块;6、压板;7、第一螺栓孔;8、第二螺栓孔;9、螺母;10、弹簧垫片;11、平垫片;12、螺栓杆;13、调节孔。
具体实施方式
22.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其他方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施的限制。
23.该射砂板焊接治具解决了射砂板在焊接时变形的问题,该治具综合了多种射砂板的尺寸,具有通用性,使用气动扳手快速锁紧,使用方便,提高作业效率。该射砂板焊接治具通过设置在底板1上的六个压板6进行压紧,防止热变形;治具结构简单,方便实用。
24.根据本实用新型的实施例,底板1的四个角设置有第一螺栓孔7,底板1两侧中部设置有第二螺栓孔8,第一螺栓孔7设置有四个,第二螺栓孔8设置有两个;每个第一螺栓孔7和第二螺栓孔8内均安装有紧固螺栓2,紧固螺栓2用于将套装在紧固螺栓2上的压板6固定到底板1上,紧固螺栓2包括:螺母9、弹簧垫片10、平垫片11和螺栓杆12;压板6中部设置有调节孔13,调节孔13用于调整压板6在紧固螺栓2上的位置。
25.底板1上设置有垫块,垫块用于支撑射砂板的底部,与压板6位置对应;其中,垫块包括第一垫块4和第二垫块5,第二垫块5的高度高于第一垫块4;第一垫块4设置于第二螺栓孔8内侧,第二垫块5设置于第二螺栓孔8内侧;压板6的外侧安装有支撑柱3,支撑柱3用于支撑压板6后侧。
26.根据本实用新型的实施例,第二垫块5的高度例如可以比第一垫块4的高度高0.2mm,以对射砂板的中部施加作用力,防止射砂板在焊接过程中或焊接后发生形变。进一步的,根据具体实现需要,第二垫块5与第一垫块4的高度差可以任意设置。
27.根据本实用新型的实施例,该射砂板焊接治具的各个部件例如均可以为45#钢,根据具体实现需要,也可以为其他能够达到相同技术效果的任意材料。
28.在使用本实用新型实施例的射砂板焊接治具时,将射砂板放置于底座上的第一垫块4和第二垫块5上;调整压板6的角度,使压板6压住射砂板,必要时可基于调节孔13调节压板6与紧固螺栓2的相对位置,以使压板6能够对射砂板起到固定作用;然后可以通过手动的方式拧紧螺母9进行预拧紧,随后可以通过气动扳手对螺母9进行拧紧。检查射砂板是否固定完成,在检查结果表明固定完成的情况下,对射砂板进行焊接。
29.焊接时,第一垫块4、第二垫块5和压板6能够降低射砂板的形变,第二垫块5可以为
射砂板提供反作用力,以抵消射砂板在焊接时产生的形变。
30.该实用新型方案可用于板材类金属部品的焊接,例如金型汤口盖等,在焊接这些板材类制品时,能有效防止板材的焊接变形问题。
31.本领域技术人员在考虑说明书及实践这里公开的公开后,将容易想到本公开的其它实施方案。本申请旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
32.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围应由所附的权利要求来限制。
技术特征:
1.一种射砂板焊接治具,其特征在于,所述射砂板焊接治具设置有底板,所述底板的四个角设置有第一螺栓孔,所述底板两侧中部设置有第二螺栓孔,每个所述第一螺栓孔和所述第二螺栓孔内均安装有紧固螺栓,紧固螺栓用于将套装在紧固螺栓上的压板固定到底板上;所述底板上设置有垫块,垫块用于支撑射砂板的底部,与压板位置对应;压板的外侧安装有支撑柱,支撑柱用于支撑压板后侧。2.根据权利要求1所述的射砂板焊接治具,其特征在于,所述垫块包括第一垫块和第二垫块,所述第二垫块的高度高于所述第一垫块。3.根据权利要求2所述的射砂板焊接治具,其特征在于,所述第一垫块设置于所述第二螺栓孔内侧,所述第二垫块设置于所述第二螺栓孔内侧。4.根据权利要求1所述的射砂板焊接治具,其特征在于,所述压板中部设置有调节孔,调节孔用于调整压板在所述紧固螺栓上的位置。5.根据权利要求1所述的射砂板焊接治具,其特征在于,所述第一螺栓孔设置有四个,所述第二螺栓孔设置有两个。
技术总结
本实用新型属于工件焊接固定技术领域,公开了一种射砂板焊接治具,设置有底板,底板的四个角设置有第一螺栓孔,底板两侧中部设置有第二螺栓孔,每个第一螺栓孔和第二螺栓孔内均安装有紧固螺栓,紧固螺栓用于将套装在紧固螺栓上的压板固定到底板上;底板上设置有垫块,垫块用于支撑射砂板的底部,与压板位置对应;压板的外侧安装有支撑柱,支撑柱用于支撑压板后侧。利用焊接时压紧的功能,解决了焊接变形的技术问题,得到了降成本的效果,并且提高了作业效率。该射砂板焊接治具保证了射砂板焊接后不会发生变形,从而确保了模具的生产品质。从而确保了模具的生产品质。从而确保了模具的生产品质。
技术研发人员:王大胜 毛刚心
受保护的技术使用者:一汽丰田(长春)发动机有限公司
技术研发日:2021.11.19
技术公布日:2022/6/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。