1.本发明涉及焊接材料技术领域,具体涉及一种陶瓷/高氮钢热电构件钎焊用复合钎料及其钎焊方法和应用。
背景技术:
2.在奥氏体中,氮元素能够提高钢的强度和耐腐蚀性,高氮钢具有强度高,工艺性能好等优良特性,目前高氮钢广泛应用于建筑、电力、军事和医疗等领域,受制于连接技术高氮钢的优异性能不能充分发挥。陶瓷材料在当今社会发展中起到了极其重要的作用,具有强度高、耐高温、耐腐蚀、耐酸碱、耐磨损等许多优异的理化特性。但是,高硬度、高脆性使得陶瓷材料难以加工,在大多数情况下需要与金属连接使用,陶瓷/金属的连接方式众多,但是钎焊连接受到学术界广泛认可。
3.热电能量转换材料与器件在太空探测、导弹卫星、汽车制冷等温差发电和热电制冷领域广泛应用。为应对能源危机、环境污染的严峻挑战和实现节能绿色高效发展,通过功能性连接技术提升热电器件的能量转换效率和高效可靠服役能力,已成为国家层面的战略需求。通过有序连接:热电材料、电极材料、互联导电片、绝缘陶瓷片及热沉板,制造功能性热电器件,但器件冷热端接头应力大、界面导通性要求高、服役时间长,使得复杂结构绝缘陶瓷与热沉大面积连接成为太阳能发电、新能源制冷等领域热电器件制造的难点。
4.借助高可靠连接方法可解决上述难题,制备性能优异的热电器件。然而,热电器件对绝缘陶瓷(含有复杂图案线路图)与不锈钢热沉的功能性连接要求极高,不仅要求接头具有优异的力学、热电性能,而且连接界面不能破坏陶瓷内部线路的导通性,故陶瓷/不锈钢热电构件连接非常具有挑战性。
5.目前高氮钢的连接主要以熔焊为主,如电弧焊、激光束焊、电子束焊等,高氮钢在熔焊过程中出现了一些问题:(1)融化的接头处有氮元素溢出;(2)产生二相沉淀物;(3)母材上有气孔形成,焊缝中析出氮化物沉淀,上述的这些问题都影响接头强度。陶瓷/金属钎焊连接效果出色、工序简单等优点,在当下陶瓷/金属连接中被广泛应用,陶瓷和金属是两种理化性质差异较大的材料,在钎焊连接中存在以下问题:(1)两者热膨胀系数和弹性模量差异较大导致热失配,会在接头处产生较大的残余应力;(2)钎料熔化为液态金属后难以润湿陶瓷表面;(3)生成脆性反应层导致接头失效。
6.液态钎料对陶瓷基体润湿性差的问题,通过在钎料中添加活性元素,可以解决润湿问题,但是活性元素会在高氮钢侧与基体反应生成脆性金属间化合物严重弱化接头强度。因此,亟需设计开发一种连接陶瓷/高氮钢的复合钎料,在不影响润湿陶瓷基体的前提下,抑制钎焊过程中金属间化合物的生成,有效提高陶瓷/高氮钢的焊接强度。
技术实现要素:
7.本发明的目的是为解决上述技术问题及不足,提供一种陶瓷/高氮钢热电构件钎
焊用复合钎料及其钎焊方法和应用,该复合钎料熔化温度较低、润湿性能强,钎料采用复合结构能够有效地阻止活性元素向高氮钢侧扩散生成脆性相,从而提高了接头强度,且钎焊工艺简单,可实现含有复杂图案线路绝缘陶瓷/高氮钢热电构件的高可靠连接。
8.本发明为解决上述技术问题的不足,所采用的技术方案是:一种陶瓷/高氮钢热电构件钎焊用复合钎料,具有上下双层结构,分别为agcunizrb五元合金层和cuaggainti五元合金层。
9.作为本发明一种陶瓷/高氮钢热电构件钎焊用复合钎料的进一步优化,所述agcunizrb五元合金层的厚度大于cuaggainti五元合金层的厚度。
10.作为本发明一种陶瓷/高氮钢热电构件钎焊用复合钎料的进一步优化,所述agcunizrb五元合金层的厚度为160~250μm,cuaggainti五元合金层的厚度为150~200μm。
11.作为本发明一种陶瓷/高氮钢热电构件钎焊用复合钎料的进一步优化,所述agcunizrb五元合金层的成分含量为:cu25~28wt%、nib合金8~11wt%、zr12~16wt%,ag为余量。
12.作为本发明一种陶瓷/高氮钢热电构件钎焊用复合钎料的进一步优化,所述cuaggainti五元合金层的成分含量为:ag28.5~31.0wt%、gain合金5.5~8.0wt%、ti2.5~3.3wt%,cu为余量。
13.作为本发明一种陶瓷/高氮钢热电构件钎焊用复合钎料的进一步优化,所述cuaggainti五元合金层的成分含量为:ag16.5~27.5wt%、gain合金8.5~16.0wt%、ti3.5~7.5wt%,cu为余量。
14.利用上述复合钎料钎焊陶瓷/高氮钢热电构件的方法:将复合钎料夹设在高氮钢和陶瓷结构之间,复合钎料的agcunizrb五元合金层与高氮钢侧相接,cuaggainti层与陶瓷侧相接,进行预置,然后置入真空炉中进行钎焊。
15.作为本发明利用复合钎料钎焊陶瓷/高氮钢热电构件的方法的进一步优化,该方法包括如下步骤:
16.s1、先将待焊接的陶瓷及高氮钢热电构件打磨,除去表面污渍及氧化膜,并使用金刚石研磨膏对待焊接处进行预抛光处理,之后将陶瓷、高氮钢和复合钎料放在丙酮中,使用超声波浴清洗10min;
17.s2、使用胶水将高氮钢/复合钎料/陶瓷结构进行预置,复合钎料的agcunizrb五元合金层与高氮钢侧相接,cuaggainti层与陶瓷侧相接,预置完成并将待焊陶瓷、高氮钢放置在夹具上进行固定;
18.s3、将固定好的待焊陶瓷、高氮钢放入真空度(1~1.5)
×
10-3
pa的真空炉内,以15~20℃/min的速率升温至300℃,保温20min并使胶水挥发;
19.s4、胶水挥发完后,以5~10℃/min的速率升温至第一次保温温度700℃~800℃,保温5~10min;
20.s5、再以15~20℃/min的速率升温至第二次保温温度900℃~950℃,保温10~15min;
21.s6、最后以4~6℃/min的速率冷却至500℃~550℃,并随炉冷却至室温,即完成钎料连接,获得陶瓷/高氮钢热电构件连接件。
22.作为本发明利用复合钎料钎焊陶瓷/高氮钢热电构件的方法的进一步优化,由s4
所述第一次保温温度升温至s5所述第二次保温温度的时间控制为5~10min。
23.上述述复合钎料在热电器件中内部含有复杂图案线路的绝缘陶瓷与高氮不锈钢功能性连接方面的应用。
24.本发明具有以下有益效果:
25.一、本发明的复合钎料熔化温度较低、润湿性能强,钎料采用双层复合结构可以在不影响液态钎料对陶瓷基体润湿的基础上能够有效阻止活性元素ti和高氮钢母材反应生成脆性金属间化合物,有效地提高钎焊接头强度;因为复合钎料在第一次加热保温过程中,钎料的cuaggainti层钎料先融化,但钎焊温度还不足以熔化agcunizrb层,陶瓷侧的ti元素不会扩散到高氮钢侧,从而有效阻止连接界面脆性金属间化合物的生成,从而有效地提高了钎焊接头强度、保证含有复杂图案线路的绝缘陶瓷与高氮钢连接界面的导通性。
26.二、本发明复合钎料中的b元素与高氮钢母材中的n元素有强烈的化学亲和性,在界面处可形成bn,能够有效阻止不利于接头强度的fe、cr、mn的氮化物,有效解决了高氮钢母材中的n元素扩散能力强,在界面处与fe、cr、mn形成氮化物不利于接头性能的问题。此外,bn化合物的形成有利于提高接头强度;含ni的钎料在高氮钢母材处可形成过渡层,使钎料与母材的结合更好,且能够提高接头的抗腐蚀性。
27.三、本发明在钎料中复合添加ga(29.8℃)、in(156℃)元素,不仅能够降低钎料熔点,还能提高复合钎料的塑性变形能力,能够有效缓解接头处的残余应力,防止因为热应力影响复杂图案线路的绝缘陶瓷与高氮钢连接界面的导通性。
28.四、本发明的钎焊工艺通过将复合钎料的agcunizrb五元合金层与高氮钢相接,cuaggainti层与陶瓷相接进行钎焊,能够有效地阻止活性元素向高氮钢侧扩散生成脆性相,从而提高接头强度,且钎焊工艺简单,可实现陶瓷/高氮钢热电构件的高可靠连接。
29.五、本发明提供的复合钎料,主要用于热电器件领域中内部含有复杂图案线路的绝缘陶瓷与高氮不锈钢热沉的功能性连接,且获得的连接界面不破坏绝缘陶瓷内部线路的导通性,解决了上述功能性连接钎料成分、流动性、组织性能要求极高的难题。
附图说明
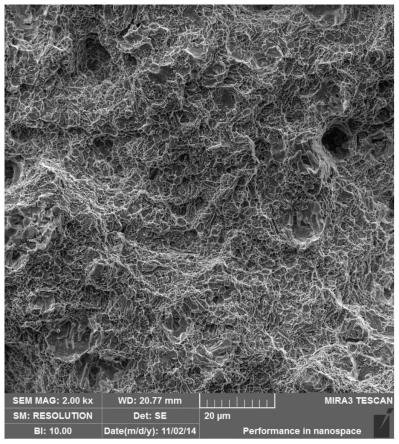
30.图1为实验例1钎焊接头的断口形貌电镜照片;
31.图2为实验例2钎焊接头的断口形貌电镜照片;
32.图3为实验例3钎焊接头的断口形貌电镜照片;
33.图4为实验例4钎焊接头的断口形貌电镜照片。
具体实施方式
34.下面将结合具体实施例,对本发明的技术方案进行清楚、完整地描述。实施例1
35.一种陶瓷/高氮钢热电构件钎焊用复合钎料,具有上下双层结构,分别为agcunizrb五元合金层和cuaggainti五元合金层,所述agcunizrb五元合金层的厚度大于cuaggainti五元合金层的厚度,agcunizrb五元合金层的厚度为160μm,cuaggainti五元合金层的厚度为150μm。
36.所述agcunizrb五元合金层的成分含量为:cu28wt%、nib合金8wt%、zr12wt%,ag
为余量。所述cuaggainti五元合金层的成分含量为:ag31.0wt%、gain合金5.5wt%、ti3.3wt%,cu为余量,或者cuaggainti五元合金层的成分含量为:ag27.5wt%、gain合金8.5wt%、ti3.5wt%,cu为余量。
37.利用上述复合钎料钎焊al2o3陶瓷/高氮钢热电构件的方法,包括如下步骤:
38.s1、先将待焊接的al2o3陶瓷及高氮钢热电构件采用金相干湿两用砂纸进行打磨,除去表面污渍及氧化膜,并使用金刚石研磨膏对待焊接处进行预抛光处理,之后将陶瓷、高氮钢和复合钎料放在丙酮中,使用超声波浴清洗10min;
39.s2、使用胶水将高氮钢/复合钎料/陶瓷结构进行预置,复合钎料的agcunizrb五元合金层与高氮钢相接,cuaggainti层与陶瓷相接,预置完成并将待焊陶瓷、高氮钢放置在夹具上进行固定;
40.s3、将固定好的待焊陶瓷、高氮钢放入真空度1
×
10-3
pa的真空炉内,以15℃/min的速率升温至300℃,保温20min并使胶水挥发;
41.s4、胶水挥发完后,以10℃/min的速率升温至第一次保温温度800℃,保温5min;
42.s5、再以15℃/min的速率升温至第二次保温温度950℃,保温10min;
43.s6、最后以6℃/min的速率冷却至500℃,并随炉冷却至室温,即完成钎料连接,获得al2o3陶瓷/高氮钢热电构件连接件。实施例2
44.一种陶瓷/高氮钢热电构件钎焊用复合钎料,具有上下双层结构,分别为agcunizrb五元合金层和cuaggainti五元合金层,所述agcunizrb五元合金层的厚度大于cuaggainti五元合金层的厚度,agcunizrb五元合金层的厚度为250μm,cuaggainti五元合金层的厚度为200μm。
45.所述agcunizrb五元合金层的成分含量为:cu25wt%、nib合金11wt%、zr12wt%,ag为余量。所述cuaggainti五元合金层的成分含量为:ag28.50wt%、gain合金8.0wt%、ti3.3wt%,cu为余量,或者cuaggainti五元合金层的成分含量为:ag16.5wt%、gain合金16.0wt%、ti7.5wt%,cu为余量。
46.利用上述复合钎料钎焊aln陶瓷/高氮钢热电构件的方法,包括如下步骤:
47.s1、先将待焊接的aln陶瓷及高氮钢热电构件采用金相干湿两用砂纸进行打磨,除去表面污渍及氧化膜,并使用金刚石研磨膏对待焊接处进行预抛光处理,之后将陶瓷、高氮钢和复合钎料放在丙酮中,使用超声波浴清洗10min;
48.s2、使用胶水将高氮钢/复合钎料/陶瓷结构进行预置,复合钎料的agcunizrb五元合金层与高氮钢相接,cuaggainti层与陶瓷相接,预置完成并将待焊陶瓷、高氮钢放置在夹具上进行固定;
49.s3、将固定好的待焊陶瓷、高氮钢放入真空度1.5
×
10-3
pa的真空炉内,以20℃/min的速率升温至300℃,保温20min并使胶水挥发;
50.s4、胶水挥发完后,以5℃/min的速率升温至第一次保温温度700℃,保温10min;
51.s5、再以20℃/min的速率升温至第二次保温温度900℃,保温15min;
52.s6、最后以5℃/min的速率冷却至550℃,并随炉冷却至室温,即完成钎料连接,获得aln陶瓷/高氮钢热电构件连接件。实施例3
53.一种陶瓷/高氮钢热电构件钎焊用复合钎料,具有上下双层结构,分别为agcunizrb五元合金层和cuaggainti五元合金层,所述agcunizrb五元合金层的厚度大于cuaggainti五元合金层的厚度,agcunizrb五元合金层的厚度为205μm,cuaggainti五元合金层的厚度为175μm。
54.所述agcunizrb五元合金层的成分含量为:cu26.5wt%、nib合金9.5wt%、zr14wt%,ag为余量。所述cuaggainti五元合金层的成分含量为:ag29.75wt%、gain合金6.75wt%、ti2.9wt%,cu为余量,或者cuaggainti五元合金层的成分含量为:ag22wt%、gain合金12.25wt%、ti5.5wt%,cu为余量。
55.利用上述复合钎料钎焊si3n4陶瓷/高氮钢热电构件的方法,包括如下步骤:
56.s1、先将待焊接的si3n4陶瓷及高氮钢热电构件采用金相干湿两用砂纸进行打磨,除去表面污渍及氧化膜,并使用金刚石研磨膏对待焊接处进行预抛光处理,之后将陶瓷、高氮钢和复合钎料放在丙酮中,使用超声波浴清洗10min;
57.s2、使用胶水将高氮钢/复合钎料/陶瓷结构进行预置,复合钎料的agcunizrb五元合金层与高氮钢相接,cuaggainti层与陶瓷相接,预置完成并将待焊陶瓷、高氮钢放置在夹具上进行固定;
58.s3、将固定好的待焊陶瓷、高氮钢放入真空度1.25
×
10-3
pa的真空炉内,以17.5℃/min的速率升温至300℃,保温20min并使胶水挥发;
59.s4、胶水挥发完后,以7.5℃/min的速率升温至第一次保温温度750℃,保温8min;
60.s5、再以17.5℃/min的速率升温至第二次保温温度925℃,保温12.5min;
61.s6、最后以4℃/min的速率冷却至525℃,并随炉冷却至室温,即完成钎料连接,获得si3n4陶瓷/高氮钢热电构件连接件。
62.《实验数据》
63.分别取以下实验例对钎焊接头进行常温静载压剪实验:
64.实验例1:将实施例1钎焊连接的陶瓷/高氮钢热电构件作为实验例1,钎焊时cuaggainti五元合金层与陶瓷端相接,agcunizrb五元合金层位于高氮钢端;
65.实验例2:钎焊与实施例1相同的陶瓷/高氮钢热电构件,不同之处在于:钎焊时cuaggainti五元合金层与高氮钢端相接,agcunizrb五元合金层与陶瓷端相接;
66.实验例3:钎焊与实施例1相同的陶瓷/高氮钢热电构件,不同之处在于:复合钎料中不含b;
67.实验例4:钎焊与实施例1相同的陶瓷/高氮钢热电构件,不同之处在于:复合钎料中不含b,且钎焊时cuaggainti五元合金层与高氮钢端相接,agcunizr合金层与陶瓷端相接。
68.经过实验,测得实验例1-4的剪切强度如下表1所示:
69.表1:得实验例1-4的钎焊接头处的强度为:组别实验例1实验例2实验例3实验例4强度(mpa)263.5194.8207.3179.6
70.通过上述表1实验例可进一步证实:一方面,b元素能够有效阻止不利于接头强度的fe、cr、mn的氮化物,有效解决了高氮钢母材中的n元素扩散能力强,在界面处与fe、cr、mn形成氮化物不利于接头性能的问题;bn化合物有利于提高接头强度。如实验例1与实验例3;
另一方面,复合钎料中agcunizrb五元合金层与高氮钢相接,cuaggainti层与陶瓷相接进行钎焊,可有效地阻止活性元素ti等向高氮钢侧扩散生成脆性相,提高接头强度。如实验例2与实验例4钎焊接头强度明显低于实验例1、实验例3。
71.根据图1断口形貌特征可观察到,实验例1为呈现典型韧性断裂,硼元素有效阻止氮化物析出,断裂位置发生钎缝中心区域局部偏陶瓷侧;实验例2为脆性断裂为主,氮元素扩散能力强,在界面处与fe、cr、mn形成氮化物,另一方面陶瓷侧钎料无活性元素,导致脆性相产生,断裂部位发生在近高氮钢一侧;实验例3韧窝形状大而深,韧性断裂为主、部分脆性断裂,无硼元素阻挡作用,部分氮化物脆性相析出,断裂位置发生在钎缝中心区域;实验例4为脆性断裂,没有硼元素,大量氮化物出现,脆性相集聚,同时陶瓷侧钎料无活性元素,故为脆断,断裂部位主要发生在近高氮钢一侧。
72.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。