1.本发明涉及运输技术领域,尤其涉及一种马赛克瓷砖运输装置。
背景技术:
2.马赛克瓷砖,是瓷砖的一种。早在80年代初,就是许多家庭铺设卫生间墙面、地面的材料。时至今日,马赛克瓷砖卷土重来,以多姿多彩的形态重新成为装饰材料的宠儿,备受前卫、时尚家庭的青睐。马赛克是已知最古老的装饰艺术之一,它是使用小瓷砖或小陶片创造出的图案。在现代,马赛克更多的是属于瓷砖的一种,它是一种特殊存在方式的砖,一般由数十块小块的砖组成一个相对的大砖。它以小巧玲珑、色彩斑斓的特点被广泛使用于室内小面积地面、墙面和室外大小幅墙面和地面。马赛克由于体积较小,可以作一些拼图,产生渐变效果。
3.目前马赛克瓷砖是由一整块瓷砖按照预定的形状进行切割后,将多余的边料去除,再放置在耐热板上送入窑炉进行一定时间与温度的烧制形成,烧制完成后需要人工将放凉后耐热板上的马赛克瓷砖进行一块一块的手动移至存放点,不仅存在操作效率慢、人工成本高的缺点,而且容易刮花马赛克瓷砖表面影响销售,因此亟需研发一种马赛克瓷砖运输装置。
技术实现要素:
4.本发明的目的在于提出一种马赛克瓷砖运输装置,能提高马赛克瓷砖的运输效率的同时减少运输损伤。
5.为达此目的,本发明采用以下技术方案:
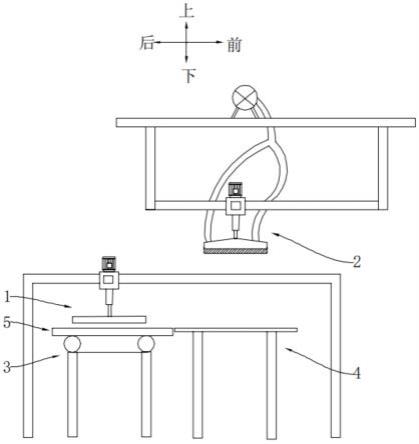
6.一种马赛克瓷砖运输装置,包括第一运输机构、第二运输机构、传送机构和放置台;
7.所述传送机构和所述放置台分别沿左右方向设置,所述传送机构位于所述放置台的后方,所述传送机构用于传送耐热板和定点停留,所述耐热板用于放置若干间隔排列的马赛克瓷砖,所述耐热板与所述放置台的高度相同且前后之间留有传送空隙,所述传送空隙的距离小于所述马赛克瓷砖的直径,所述放置台用于放置若干无间隔排列的所述马赛克瓷砖;
8.所述第一运输机构和所述第二运输机构均可移动地设置于所述传送机构和所述放置台的上方,所述第一传输机构和所述第二传输机构均可沿左右/前后/上下方向移动,所述第一运输机构用于将若干所述马赛克瓷砖由间隔排列状态转换为互不重叠的无间隔排列状态,并将若干无间隔排列的所述马赛克瓷砖由所述耐热板转移至所述放置台,所述第二传输机构用于将若干无间隔排列的若干所述马赛克瓷砖由所述放置台抽吸转移至下一存放点。
9.优选的,所述第一运输机构包括第一运输组件,所述第一运输组件包括框形机架,所述框形机架的内壁滑动设置有刮板支架,所述刮板支架的底部固定安装有推送所述马赛
克瓷砖的刮板,所述刮板支架上固定安装有驱动气缸,所述驱动气缸的伸缩端固定连接于所述框形机架的内侧,所述驱动气缸用于推动所述刮板支架作沿左右方向的往复运动。
10.优选的,所述刮板支架的两侧分别具有滑块,所述框形机架的两内侧分别设有与所述滑块相配合的滑槽。
11.优选的,所述刮板采用橡胶材质制成。
12.优选的,所述第二运输机构包括第二运输组件,所述第二运输组件包括抽风罩、抽风机和抽风管,所述抽风罩内设有抽风空腔,所述抽风管分别连通所述抽风空腔和所述抽风机,所述抽风机通过所述抽风管抽吸所述抽风罩内的空气;
13.所述抽风罩的下端开口,所述开口处设有透气海绵,所述透气海绵的侧壁与所述抽风罩的内壁贴合安装。
14.优选的,所述抽风管为y型管,所述y型管的两个支管分别连通于所述抽风空腔,所述y型管的主管连通所述抽风机。
15.优选的,所述第一运输机构还包括第一驱动组件,所述第一驱动组件包括第一驱动件、第一机架和第一升降杆,所述第一升降杆的固定端可滑动地安装于所述第一机架,所述第一升降杆的伸缩端固定安装有所述第一运输组件,所述第一驱动件用于驱动所述第一升降杆的沿左右/前后/上下方向进行移动从而带动所述第一运输组件。
16.优选的,所述第二运输机构还包括第二驱动组件,所述第二驱动组件包括第二驱动件、第二机架和第二升降杆,所述第二升降杆的固定端可滑动地安装于所述第二机架,所述第二升降杆的伸缩端固定安装有所述第二收集组件,所述第二驱动件用于驱动所述第二升降杆的沿左右/前后/上下方向进行移动从而带动所述第二收集组件。
17.上述技术方案中的一个技术方案具有以下有益效果:首先通过所述第一运输机构将若干所述马赛克瓷砖由间隔排列状态转换为互不重叠的无间隔排列状态,并将若干无间隔排列的所述马赛克瓷砖由所述耐热板转移至所述放置台,解决现在马赛克瓷砖的生产过程中对马赛克瓷砖进行运输的方式多采用手工方式,这种手工方式会使得瓷砖运输较慢,且运输效果不好,进而影响马赛克瓷砖生产的效率的问题。其次再通过所述第二传输机构将若干无间隔排列的若干所述马赛克瓷砖由所述放置台抽吸转移至下一存放点,抽吸的过程不会对马赛克瓷砖表面造成影响,不仅可以降低搬运劳动强度,而且运输便捷。
附图说明
18.图1是本发明马赛克瓷砖运输装置的侧视示意图;
19.图2是本发明马赛克瓷砖运输装置的前视示意图;
20.图3是图2中a-a的剖面示意图;
21.图4是图3中b-b的剖面示意图;
22.图5是图4中c区域的局部放大图;
23.图6是本发明马赛克瓷砖运输装置的第一运输机构的工作流程图;
24.附图中:第一运输机构1、第二运输机构2、传送机构3、放置台4、耐热板5、第一运输组件11、框形机架111、刮板支架112、刮板113、驱动气缸114、滑块115、滑槽116、第二运输组件21、抽风罩211、抽风机212、抽风管213、第一驱动组件12、第一驱动件121、第一机架122、第一升降杆123、第二驱动组件22、第二驱动件221、第二机架222、第二升降杆223。
具体实施方式
25.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
26.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
28.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
29.如图1-5所示,一种马赛克瓷砖运输装置,包括第一运输机构1、第二运输机构2、传送机构3和放置台4;
30.所述传送机构3和所述放置台4分别沿左右方向设置,所述传送机构3位于所述放置台4的后方,所述传送机构3位于所述放置台4的后方,所述传送机构3用于传送耐热板5和定点停留,所述耐热板5用于放置若干间隔排列的马赛克瓷砖,所述耐热板5与所述放置台4的高度相同且前后之间留有传送空隙,所述传送空隙的距离小于所述马赛克瓷砖的直径,所述放置台4用于放置若干无间隔排列的所述马赛克瓷砖;
31.所述第一运输机构1和所述第二运输机构2均可移动地设置于所述传送机构3和所述放置台4的上方,所述第一传输机构和所述第二传输机构均可沿左右/前后/上下方向移动,所述第一运输机构1用于将若干所述马赛克瓷砖由间隔排列状态转换为互不重叠的无间隔排列状态,并将若干无间隔排列的所述马赛克瓷砖由所述耐热板5转移至所述放置台4,所述第二传输机构用于将若干无间隔排列的若干所述马赛克瓷砖由所述放置台4抽吸转移至下一存放点。
32.目前马赛克瓷砖是由一整块瓷砖按照预定的形状进行切割后,将多余的边料去除,再放置在耐热板5上送入窑炉进行一定时间与温度的烧制形成,烧制完成后需要人工将放凉后耐热板5上的马赛克瓷砖进行一块一块的手动移至存放点,不仅存在操作效率慢、人工成本高的缺点,而且容易刮花马赛克瓷砖表面影响销售,因此亟需研发一种马赛克瓷砖运输装置。
33.本发明先通过所述第一运输机构1将若干所述马赛克瓷砖由间隔排列状态转换为互不重叠的无间隔排列状态,并将若干无间隔排列的所述马赛克瓷砖由所述耐热板5转移至所述放置台4,解决现在马赛克瓷砖的生产过程中对马赛克瓷砖进行运输的方式多采用手工方式,这种手工方式会使得瓷砖运输较慢,且运输效果不好,进而影响马赛克瓷砖生产的效率的问题。其次再通过所述第二传输机构将若干无间隔排列的若干所述马赛克瓷砖由所述放置台4抽吸转移至下一存放点,抽吸的过程不会对马赛克瓷砖表面造成影响,不仅可
以降低搬运劳动强度,而且运输便捷。
34.更进一步的说明,所述第一运输机构1包括第一运输组件11,所述第一运输组件11包括框形机架111,所述框形机架111的内壁滑动设置有刮板支架112,所述刮板支架112的底部固定安装有推送所述马赛克瓷砖的刮板113,所述刮板支架112上固定安装有驱动气缸114,所述驱动气缸114的伸缩端固定连接于所述框形机架111的内侧,所述驱动气缸114用于推动所述刮板支架112作沿左右方向的往复运动。
35.所述第一运输机构1的工作原理如下:首先如图6(a)所示,采用框形机架111将耐热板5上若干间隔排列的马赛克瓷砖围住在框内,具体的将若干间隔排列的马赛克瓷砖围住在框形机架111内部的三个侧面与刮板113之间;其次如图6(b)所示,采用驱动气缸114推动刮板113向右移动,将围住面积进行缩小,则将若干马赛克瓷砖之间的左右间隔缩小至互不重叠且无间隔排列状态;接着如图6(c-d)所示,向前整体移动第一运输组件1,将若干马赛克瓷砖之间的前后间隔也缩小至互不重叠且无间隔排列状态,并将若干马赛克瓷砖转移至放置台4;最后如图6(e)所示,先向上整体移动第一运输组件1,然后恢复至初始位置。
36.在本实施例中,第一运输机构1对若干马赛克瓷砖的操作过程,有利于第二运输机构2对若干马赛克瓷砖进行整体运输,同时当若干马赛克瓷砖转移至放置台4时,传送机构3可以运输新的一板耐热板5至第一运输机构1的初始位置的下方,以加快对马赛克瓷砖的运输速度,进而提高马赛克瓷砖的生产效率。
37.更进一步的说明,所述刮板支架112的两侧分别具有滑块115,所述框形机架111的两内侧分别设有与所述滑块115相配合的滑槽116。在本实施例中,两侧所述滑块115和滑槽116的相互配合,有利于所述刮板113平稳地移动,以使得若干马赛克瓷砖之间的左右间隔能够以均匀的速度进行缩小,保证若干马赛克瓷砖整体的整齐度。
38.更进一步的说明,所述刮板113采用橡胶材质制成。在本实施例中,使用橡胶制作的刮板113,能够很好地推送堆积的马赛克瓷砖,同时避免对耐热板5和放置台4的磨损,以减少检修维护工作。
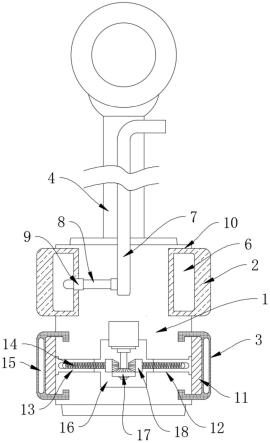
39.更进一步的说明,所述第二运输机构2包括第二运输组件21,所述第二运输组件21包括抽风罩211、抽风机212和抽风管213,所述抽风罩211内设有抽风空腔,所述抽风管213分别连通所述抽风空腔和所述抽风机212,所述抽风机212通过所述抽风管213抽吸所述抽风罩211内的空气;
40.所述抽风罩211的下端开口,所述开口处设有透气海绵214,所述透气海绵214的侧壁与所述抽风罩211的内壁贴合安装。
41.更进一步的说明,所述抽风管213为y型管,所述y型管的两个支管分别连通于所述抽风空腔,所述y型管的主管连通所述抽风机212。
42.在本实施例中,所述抽风机212通过所述抽风管213对所述抽风空腔的气体进行抽取,由于透气海绵214具有透气性,不会阻挡气体的进入,再通过所述抽风机212不断的抽风,气体不断的被吸走,这样能保证抽风罩211工作的连续性,同时由于抽风管213的y型设计,能够保证抽风空腔内各处的抽风力度均匀,当若干马赛克瓷砖被吸附在透气海绵214上时,既能防止个别马赛克瓷砖的吸取力度不足而掉落,同时马赛克瓷砖表面不会受到损伤。
43.需要说明的是,抽风机212的抽吸力度根据实际情况进行调整。
44.更进一步的说明,所述第一运输机构1还包括第一驱动组件12,所述第一驱动组件
12包括第一驱动件121、第一机架122和第一升降杆123,所述第一升降杆123的固定端可滑动地安装于所述第一机架122,所述第一升降杆123的伸缩端固定安装有所述第一运输组件11,所述第一驱动件121用于驱动所述第一升降杆123的沿左右/前后/上下方向进行移动从而带动所述第一运输组件11。
45.更进一步的说明,所述第二运输机构2还包括第二驱动组件22,所述第二驱动组件22包括第二驱动件221、第二机架222和第二升降杆223,所述第二升降杆223的固定端可滑动地安装于所述第二机架221,所述第二升降杆223的伸缩端固定安装有所述第二收集组件21,所述第二驱动件221用于驱动所述第二升降杆223的沿左右/前后/上下方向进行移动从而带动所述第二收集组件21。
46.以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。