1.本实用新型涉及埋弧自动焊技术领域,尤其涉及一种用于大直径塔制造的埋弧自动焊接装置。
背景技术:
2.埋弧自动焊具有生产率高、机械化程度高、焊接质量好且稳定的优点。在金属结构、桥梁、压力容器、石油化工、核容器、石油天然气管线、船舶制造等领域,埋弧自动焊获得了广泛的应用。
3.在大直径塔制造的过程中,需要在塔内部焊接一次固定件,传统的焊接方式多为人工焊接,焊接的效率较低,埋弧自动焊是一种效率较高,且焊接质量较好的一种焊接方式,然而,如何将传统的埋弧自动焊运用到大直径塔制造的过程中,成为一个难题。
4.因此,有必要提供一种用于大直径塔制造的埋弧自动焊接装置解决上述技术问题。
技术实现要素:
5.本实用新型解决的技术问题是提供一种用于大直径塔制造的埋弧自动焊接装置可替代传统的手工焊接,提高了工作效率,焊接质量上能够得到保证。
6.为解决上述技术问题,本实用新型提供的用于大直径塔制造的埋弧自动焊接装置,包括:底座、大臂和焊接组件;所述大臂安装在所述底座上,所述大臂用于支撑和移动焊接组件;所述焊接组件包括水平调节部、竖直调节部和焊接部,所述水平调节部与大臂连接,水平调节部用于焊接部做周向旋转,所述竖直调节部用于调节焊接部竖直方向上的角度。
7.优选的,所述水平调节部包括与大臂连接的转动板,所述转动板的顶部设置有齿圈,所述大臂的一侧设置有第一电机,所述第一电机上设置有与齿圈相啮合的齿轮。
8.优选的,所述竖直调节部由转动杆、半蜗轮、中间轮、第二电机和蜗杆组成,所述转动杆、所述中间轮、所述蜗杆和所述第二电机均安装在转动板上,所述中间轮位于半蜗轮与所述蜗杆之间,且与所述半蜗轮和所述蜗杆相啮合,半蜗轮与转动杆连接。
9.优选的,所述竖直调节部还包括移动杆和液压缸,转动杆的一端设置有凸头,液压缸安装在凸头内,移动杆的一端开设有滑槽,滑槽套设在凸头上,液压缸与滑槽连接。
10.优选的,所述焊接部包括送丝结构、焊剂料斗、焊嘴,所述送丝结构用于输送焊丝,所述焊剂料斗用于存储和输送焊剂,焊接部中的焊嘴为加长焊嘴。
11.优选的,所述焊接部还包括工业高清摄像头,工业高清摄像头对焊口实时拍摄,可方便人员远程观看焊口情况。
12.与相关技术相比较,本实用新型提供的用于大直径塔制造的埋弧自动焊接装置具有如下有益效果:
13.(1)、本装置中水平调节部能够使焊接部做周向旋转,从而使焊接部对一次固定件
与大直径塔内壁的接触部分进行焊接,所述竖直调节部能够调节焊接部竖直方向上的角度,使焊接部能够以较佳的角度对一次固定件进行焊接,水平调节部还能调节焊接部的水平位置,使焊接部能够伸出更远的距离,从而适应大直径塔的内径,使得埋弧自动焊接装置能够应用于大直径塔制造的过程中,可替代传统的手工焊接,提高了工作的下效率。
14.(2)、本装置中焊接部中的焊嘴比传统的焊嘴长,能够解决一次固定件顺利的从横臂下穿过的问题。
15.(3)、本装置中工业高清摄像头对焊口实时拍摄,可方便人员远程观看焊口情况,保证了焊接的质量。
附图说明
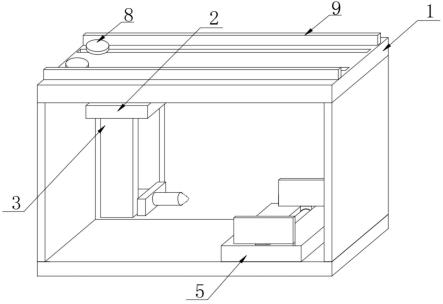
16.图1为本实用新型提供的用于大直径塔制造的埋弧自动焊接装置的结构示意图;
17.图2为图1所示的用于大直径塔制造的埋弧自动焊接装置的部分结构示意图;
18.图3为图1所示的用于大直径塔制造的埋弧自动焊接装置的部分结构示意图;
19.图4为图1所示的用于大直径塔制造的埋弧自动焊接装置的一种实施例示意图。
20.图中标号:1、底座,2、大臂,3、焊接组件,31、水平调节部,311、转动板,312、齿圈,313、第一电机,314、齿轮,32、竖直调节部,321、转动杆,322、半蜗轮,323、中间轮,324、第二电机,325、蜗杆,326、移动杆,327、液压缸,33、焊接部,331、送丝结构,332、焊剂料斗,333、焊嘴,334、工业高清摄像头。
具体实施方式
21.下面结合附图和实施方式对本实用新型作进一步说明。
22.如图1-4所示,一种用于大直径塔制造的埋弧自动焊接装置,包括:底座1、大臂2和焊接组件3;
23.所述大臂2安装在所述底座1上,所述大臂2用于支撑和移动焊接组件3;
24.所述焊接组件3包括水平调节部31、竖直调节部32和焊接部33,所述水平调节部31与大臂2连接,水平调节部31能够使焊接部33做周向旋转,从而使焊接部33对一次固定件与大直径塔内壁的接触部分进行焊接,所述竖直调节部32能够调节焊接部33竖直方向上的角度,使焊接部33能够以较佳的角度对一次固定件进行焊接,如对塔盘支撑圈两面角焊缝,可防止焊接变形,保证焊接质量,同时,水平调节部31还能调节焊接部33的水平位置,使焊接部33能够伸出更远的距离,从而适应大直径塔的内径。
25.所述水平调节部31包括与大臂2转动连接的转动板311,所述转动板311的顶部设置有齿圈312,在大臂2的一侧设置有能够驱动齿轮314转动的第一电机313,齿轮314与齿圈312相啮合,在使焊接部33进行周向转动时,启动第一电机313,在齿轮314与齿圈312的作用下,使转动板311转动,从而可使焊接部33做圆周运动。
26.所述竖直调节部32由转动杆321、半蜗轮322、中间轮323、第二电机324、蜗杆325、移动杆326和液压缸327组成,其中,转动杆321、中间轮323、蜗杆325和第二电机324均安装在转动板311上,中间轮323位于半蜗轮322与蜗杆325之间,且与半蜗轮322和蜗杆325相啮合,半蜗轮322与转动杆321为固定连接,启动第二电机324能够带动蜗杆325转动,蜗杆325通过中间轮323带动半蜗轮322转动,从而使转动杆321转动,实现焊接部33在竖直方向上的
调节,转动杆321的一端设置有凸头,液压缸327安装在凸头内,移动杆326的一端开设有滑槽,滑槽套设在凸头上,液压缸327与滑槽固定连接,液压缸327伸长时,能够带动移动杆326移动,从而使焊接部33能够延伸出更远的距离。
27.所述焊接部33与传统的埋弧焊设备相差不大,能够对工件实现焊接,所述焊接部33包括送丝结构331、焊剂料斗332、焊嘴333,所述送丝结构331用于输送焊丝,所述焊剂料斗332用于存储和输送焊剂,焊接部33中的焊嘴333比传统的焊嘴长,能够解决一次固定件顺利的从横臂下穿过的问题。
28.所述焊接部33还包括工业高清摄像头334,工业高清摄像头334对焊口实时拍摄,可方便人员远程观看焊口情况,保证了焊接的质量。
29.本实用新型提供的用于大直径塔制造的埋弧自动焊接装置的工作原理如下:
30.首先,当需要对大直径塔一次固定件进行焊接时,将大臂调整到合适状态,然后,再对焊接部33的竖直方式的角度进行调整,以实现焊接部33上的焊嘴333适应焊接情况,调整时,启动第二电机324,使蜗杆325转动,在中间轮323的作用下,可使焊接部33在竖直方向上调整一定的角度;
31.由于大直径塔为圆筒状,对一次固定件的焊接要沿着塔内壁进行焊接,这就需要使焊接部33在圆周上进行转动焊接,转动时,启动第一电机313,使齿轮314转动,转动板311在齿轮314和齿圈312的作用下发生转动,从而带动焊接部33转动,实现对一次固定件的转动焊接。
32.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。