1.本实用新型涉及模具技术领域,具体涉及一种自动脱水口的注塑模具。
背景技术:
2.注塑制品是常见的生活用品,由于注塑制品具有质量轻、强度高、耐用性好、可装配性强等优点被广泛应用于家居产品、医疗设备、建筑材料、运动器材等领域中。注塑制品的制作过程中,通常在一定温度下通过螺杆挤出机将熔融状态下的塑料材料搅拌均匀,然后射入注塑模具中,塑料材料在注塑模具的型腔中成型,经过冷却固化后得到成型的注塑产品。注塑产品经过注塑后会残留水口,通常需要人工脱水口,生产效率低。
技术实现要素:
3.针对以上问题,本实用新型提供一种自动脱水口的注塑模具,顶料时能够实现注塑产品与水口的自动分离,无需后续人工脱水口,提高了生产效率。
4.为实现上述目的,本实用新型通过以下技术方案来解决:
5.一种自动脱水口的注塑模具,包括上模组件、下模组件、顶出组件,所述上模组件包括上模仁,所述上模仁内侧设有多个注塑流道,所述下模组件包括下模仁,所述下模仁上形成有多个与所述注塑流道位置相对应的模腔;
6.所述模腔中部设有一个与所述模腔连通的水口槽,所述水口槽底部呈倒扣状结构;
7.所述顶出组件包括推板、产品顶针、水口顶针,所述产品顶针下端与所述推板固定连接,所述产品顶针上端延伸至所述模腔底部;
8.所述水口顶针包括第一圆杆部、连接在所述第一圆杆部下端的限位部、连接在所述限位部下端的第二圆杆部,所述第一圆杆部上端延伸至所述水口槽底部,所述推板内设有供所述限位部沿垂直方向滑动的内孔,所述限位部底部与所述内孔底部之间形成有延时避空区域。
9.具体的,所述延时避空区域沿垂直方向的高度为2~4mm。
10.具体的,所述上模组件还包括上模座板、上模垫板、上模压板,所述上模压板下端设有第一凹槽,所述上模仁固定在所述第一凹槽内侧,所述上模座板上端设有与所述注塑流道连通的注塑口。
11.具体的,所述上模压板一侧设有第一进水口、第一出水口,所述第一进水口、第一出水口之间连接有第一冷却水管,所述第一冷却水管延伸至所述上模仁内侧。
12.具体的,所述下模组件还包括下模座板、下模垫板、下模压板,所述下模压板下端设有第二凹槽,所述下模仁固定在所述第二凹槽内侧,所述下模垫板内侧设有空腔,所述推板位于所述空腔内侧。
13.具体的,所述下模压板一侧设有第二进水口、第二出水口,所述第二进水口、第二出水口之间连接有第二冷却水管,所述第二冷却水管延伸至所述下模仁内侧。
14.本实用新型的有益效果是:
15.本实用新型的注塑模具,将水口顶针设计成延时顶出的结构,开模后,推板上推过程中,先利用产品顶针将模腔中的注塑产品顶出,由于水口槽底部呈倒扣状结构,因此水口槽内的水口废料不被注塑产品带动上移,因此注塑产品的水口位置被切断,随着推板继续上移,水口顶针33被带动上移,水口顶针将水口槽内的水口废料顶出,这样就能够使顶料过程中自动完成脱水口动作,无需后续人工脱水口,结构简单,提高了加工效率。
附图说明
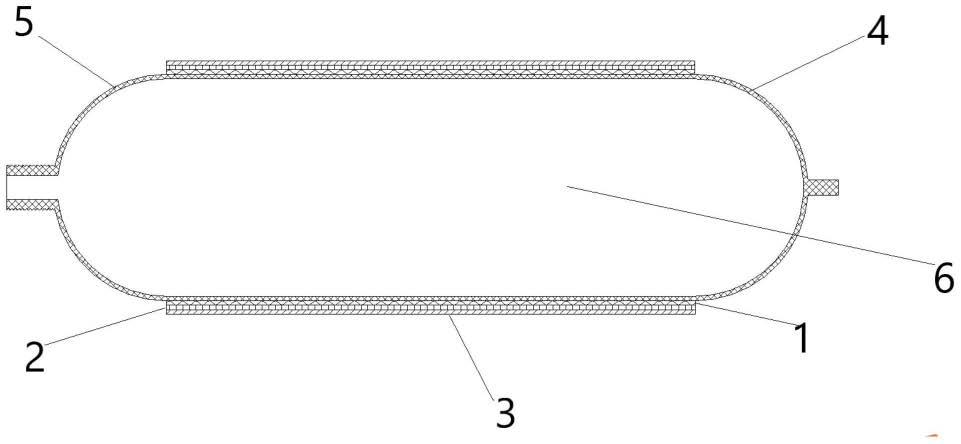
16.图1为注塑产品的俯视图。
17.图2为图1中b-b面的剖面图。
18.图3为本实用新型的一种自动脱水口的注塑模具的结构示意图。
19.图4为下模组件的结构示意图。
20.图5为本实用新型的一种自动脱水口的注塑模具的俯视图。
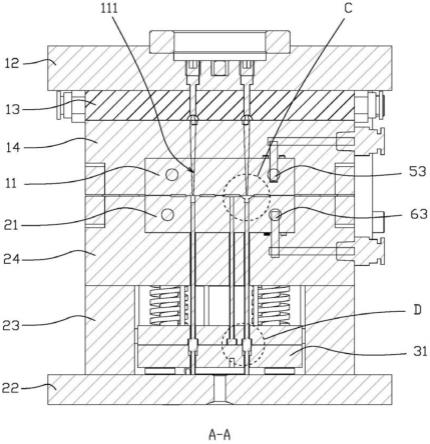
21.图6为图5中a-a面的剖面图。
22.图7为图6中c部分的放大图。
23.图8为图6中d部分的放大图。
24.附图标记为:上模组件1、上模仁11、注塑流道111、上模座板12、上模垫板13、上模压板14、下模组件2、下模仁21、模腔211、水口槽212、下模座板22、下模垫板23、下模压板24、顶出组件3、推板31、内孔311、延时避空区域312、产品顶针32、水口顶针33、第一圆杆部331、限位部332、第二圆杆部333、注塑口4、第一进水口51、第一出水口52、第一冷却水管53、第二进水口61、第二出水口62、第二冷却水管63、注塑产品7、水口废料71、倒扣部711。
具体实施方式
25.下面结合实施例和附图对本实用新型作进一步详细的描述,但本实用新型的实施方式不限于此。
26.如图1-8所示:
27.一种自动脱水口的注塑模具,包括上模组件1、下模组件2、顶出组件3,上模组件1包括上模仁11,上模仁11内侧设有多个注塑流道111,下模组件2包括下模仁21,下模仁21上形成有多个与注塑流道111位置相对应的模腔211;
28.模腔211中部设有一个与模腔211连通的水口槽212,水口槽212底部呈倒扣状结构;
29.顶出组件3包括推板31、产品顶针32、水口顶针33,产品顶针32下端与推板31固定连接,产品顶针32上端延伸至模腔211底部;
30.水口顶针33包括第一圆杆部331、连接在第一圆杆部331下端的限位部332、连接在限位部332下端的第二圆杆部333,第一圆杆部331上端延伸至水口槽212底部,推板31内设有供限位部332沿垂直方向滑动的内孔311,限位部332底部与内孔311底部之间形成有延时避空区域312。
31.优选的,延时避空区域312沿垂直方向的高度为3mm。
32.优选的,上模组件1还包括上模座板12、上模垫板13、上模压板14,上模压板14下端
设有第一凹槽,上模仁11固定在第一凹槽内侧,上模座板12上端设有与注塑流道111连通的注塑口4。
33.优选的,上模压板14一侧设有第一进水口51、第一出水口52,第一进水口51、第一出水口52之间连接有第一冷却水管53,第一冷却水管53延伸至上模仁11内侧,完成注塑后,可往第一进水口51中通入冷水,冷水经过第一冷却水管53的流通,将内部的热量带出,从而加快了注塑产品7的冷却速度。
34.优选的,下模组件2还包括下模座板22、下模垫板23、下模压板24,下模压板24下端设有第二凹槽,下模仁21固定在第二凹槽内侧,下模垫板23内侧设有空腔,推板31位于空腔内侧。
35.优选的,下模压板24一侧设有第二进水口61、第二出水口62,第二进水口61、第二出水口62之间连接有第二冷却水管63,第二冷却水管63延伸至下模仁21内侧,完成注塑后,可往第二进水口61中通入冷水,冷水经过第二冷却水管63的流通,将内部的热量带出,从而加快了注塑产品7的冷却速度。
36.注塑过程如下:
37.经过合模注塑后模腔211中形成注塑产品7,水口槽212中形成水口废料71,由于水口槽212底部呈倒扣状结构,因此水口废料71下端形成倒扣部711;
38.经过开模后,利用驱动装置推动推板31上移,推板31上移过程中,由于产品顶针32下端与推板31固定连接,并且产品顶针32上端延伸至模腔211底部,因此产品顶针32先将模腔211中成型的注塑产品7顶出,此时,因为倒扣部711的结构特性,注塑产品7被推动过程中水口槽212内的水口废料71不被注塑产品7带动上移,而且由于增加了延时避空区域312,使得水口顶针33具有延时顶出功能,因此这一阶段水口顶针33并不将水口废料71顶出,从而注塑产品7与水口废料71产生错位,使得水口位置被切断;
39.推板31沿垂直方向上移3mm后,水口顶针33的限位部332与内孔311内侧底部接触,水口顶针33被推板31带动上移,水口顶针33将水口槽212内的水口废料71顶出,这样就能够使顶料过程中自动完成脱水口动作,无需后续人工脱水口,结构简单,提高了加工效率。
40.以上实施例仅表达了本实用新型的一种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。