1.本实用新型涉及一种前消声器壳体及其法兰组件焊接工装,属于焊接夹具领域。
背景技术:
2.汽车消声器分为前、中、后三段消声器,前消声器需要中间的消声器壳体与两端的法兰组件一起焊接在一起,需要三段定位夹具,由于形状为圆筒且整体上下错落分布,所以需要特意设计一种与之适合的焊接工装。
技术实现要素:
3.针对上述现有技术中的不足之处,本实用新型提出一种前消声器壳体及其法兰组件焊接工装,实现了前消声器法兰组件焊接装夹,解决了该类工件的焊接装夹定位的问题。
4.为了实现上述目的,本实用新型的技术方案:包括底板,底板上设置有第一定位压紧装置、第二定位压紧装置、第三定位压紧装置,底板上还设置有将底板定位在翻转工位板上的两个定位槽。
5.进一步的,第一定位压紧装置包括设置于底板上的第一支基,第一支基上设置有l形支撑板,l形支撑板上滑动设置有第一顶板,第一顶板由第一电机驱动,第一顶板上设置有用于定位法兰组件的定位孔,l形支撑板上且在第一顶板旁设置有两个气夹,气夹由第二电机驱动。
6.进一步的,第二定位压紧装置包括设置于底板上的第二支基和第三支基,第二支基与第三支基并列设置,第二支基上设置有第一托块,第三支基上设置有第二托块,第一托块与第二托块位于同一水平高度,第二支基上还设置有第三托块,第三托块上设置有第一定位销,第三支基一侧设置有第一立板,第一立板上设置有由第一导轨气缸驱动的第一压块,第三支基还设置有第二立板,第二立板上设置有翻转压紧缸,翻转压紧缸前端设置有第二压块,翻转压紧缸上且在第二压块旁设置有用于遮挡焊接火星的第一挡板,第三托块上还设置有第二挡板。
7.进一步的,第三定位压紧装置包括第四支基、第五支基,第四支基上设置有波纹管翻转压紧缸,第四支基上还设置有由第二导轨气缸驱动的第三压块,,第五支基上设置有第二顶板,第二顶板由位于第五支基上的第三电机推动,第二顶板上设置有数个第二定位销。
8.进一步的,l形支撑板上设置有两条导轨,第一顶板上设置有用于在两条导轨上滑动的导向块。
9.本实用新型的有益效果:通过三个定位装夹装置使得定位稳定,更有翻转工位板的设计使得焊接与装件两个工序分开,焊接工位在内且自动以保证人员安全,装夹工位在外且手动以保证装夹定位地准确。
附图说明
10.图1为本实用新型工装与加工工件正视图。
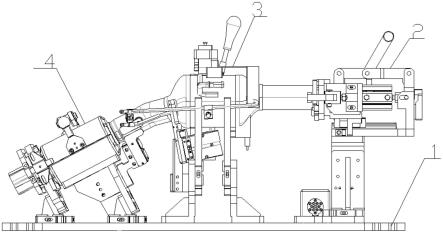
11.图2为本实用新型工装示意图。
12.图3为本实用新型示意图。
具体实施方式
13.下面结合具体实施例及附图来进一步详细说明本实用新型。
14.如图1-3,一种前消声器壳体及其法兰组件焊接工装,包括底板1,底板1上设置有第一定位压紧装置2、第二定位压紧装置3、第三定位压紧装置4。第一定位压紧装置2与第三定位压紧装置4将两边的法兰组件进行定位,中间的第二定位装置3对中间的消声器壳体进行定位,然后焊接三者的连接部位。底板1上还设置有将底板1定位在翻转工位板上的两个定位槽5,翻转工位板无图示,翻转工位板正反都有该工装,分为内自动焊接工位与外手动装件工位,每完成一个工序两边交换,保证工序的同时又能保障安全。
15.第一定位压紧装置2包括设置于底板1上的第一支基2-1,第一支基2-1上设置有l形支撑板2-2,l形支撑板2-2上滑动设置有第一顶板2-3,第一顶板2-3由第一电机2-4驱动,第一电机2-4的推杆顶住l形支撑板2-2形成反推力驱动第一顶板2-3。第一顶板2-3上设置有用于定位法兰组件的定位孔2-6,l形支撑板2-2上且在第一顶板2-3旁设置有两个气夹2-5,气夹2-5由第二电机2-7驱动。
16.第二定位压紧装置3包括设置于底板1上的第二支基3-1和第三支基3-2,第二支基3-1与第三支基3-2并列设置,第二支基3-1上设置有第一托块3-3,第三支基3-2上设置有第二托块3-4,第一托块3-3与第二托块3-4位于同一水平高度,第二支基3-1上还设置有第三托块3-5,第三托块3-5上设置有第一定位销3-6,第三支基3-2一侧设置有第一立板3-7,第一立板3-7上设置有由第一导轨气缸3-8驱动的第一压块3-9,第三支基3-2还设置有第二立板3-10,第二立板3-10上设置有翻转压紧缸3-11,翻转压紧缸3-11前端设置有第二压块3-12,翻转压紧缸3-11上且在第二压块3-12旁设置有用于遮挡焊接火星的第一挡板3-13,第三托块3-5上还设置有第二挡板3-14。
17.第三定位压紧装置4包括第四支基4-1、第五支基4-2,第四支基4-1上设置有波纹管翻转压紧缸4-7,波纹管翻转压紧缸4-7有两个筒状定位块将圆筒状的法兰组件定位,第四支基4-1上还设置有由第二导轨气缸4-3驱动的第三压块4-4,第五支基4-2上设置有第二顶板4-5,第二顶板4-5由位于第五支基4-2上的第三电机驱动,第二顶板4-5上设置有数个第二定位销4-6。
18.l形支撑板2-2上设置有两条导轨2-8,第一顶板2-3上设置有用于在两条导轨2-8上滑动的导向块2-9。
19.以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种前消声器壳体及其法兰组件焊接工装,其特征在于:包括底板(1),所述底板(1)上设置有第一定位压紧装置(2)、第二定位压紧装置(3)、第三定位压紧装置(4),所述底板(1)上还设置有将所述底板(1)定位在翻转工位板上的两个定位槽(5)。2.根据权利要求1所述的一种前消声器壳体及其法兰组件焊接工装,其特征在于:所述第一定位压紧装置(2)包括设置于所述底板(1)上的第一支基(2-1),所述第一支基(2-1)上设置有l形支撑板(2-2),所述l形支撑板(2-2)上滑动设置有第一顶板(2-3),所述第一顶板(2-3)由第一电机(2-4)驱动,所述第一顶板(2-3)上设置有用于定位所述法兰组件的定位孔(2-6),所述l形支撑板(2-2)上且在所述第一顶板(2-3)旁设置有两个气夹(2-5),所述气夹(2-5)由第二电机(2-7)驱动。3.根据权利要求1所述的一种前消声器壳体及其法兰组件焊接工装,其特征在于:所述第二定位压紧装置(3)包括设置于所述底板(1)上的第二支基(3-1)和第三支基(3-2),所述第二支基(3-1)与所述第三支基(3-2)并列设置,所述第二支基(3-1)上设置有第一托块(3-3),所述第三支基(3-2)上设置有第二托块(3-4),所述第一托块(3-3)与所述第二托块(3-4)位于同一水平高度,所述第二支基(3-1)上还设置有第三托块(3-5),所述第三托块(3-5)上设置有第一定位销(3-6),所述第三支基(3-2)一侧设置有第一立板(3-7),所述第一立板(3-7)上设置有由第一导轨气缸(3-8)驱动的第一压块(3-9),所述第三支基(3-2)还设置有第二立板(3-10),所述第二立板(3-10)上设置有翻转压紧缸(3-11),所述翻转压紧缸(3-11)前端设置有第二压块(3-12),所述翻转压紧缸(3-11)上且在第二压块(3-12)旁设置有用于遮挡焊接火星的第一挡板(3-13),所述第三托块(3-5)上还设置有第二挡板(3-14)。4.根据权利要求1所述的一种前消声器壳体及其法兰组件焊接工装,其特征在于:所述第三定位压紧装置(4)包括第四支基(4-1)、第五支基(4-2),所述第四支基(4-1)上设置有波纹管翻转压紧缸(4-7),所述第四支基(4-1)上还设置有由第二导轨气缸(4-3)驱动的第三压块(4-4),所述第五支基(4-2)上设置有第二顶板(4-5),所述第二顶板(4-5)由位于所述第五支基(4-2)上的第三电机推动,所述第二顶板(4-5)上设置有数个第二定位销(4-6)。5.根据权利要求2所述的一种前消声器壳体及其法兰组件焊接工装,其特征在于:所述l形支撑板(2-2)上设置有两条导轨(2-8),所述第一顶板(2-3)上设置有用于在两条所述导轨(2-8)上滑动的导向块(2-9)。
技术总结
本实用新型公开了一种前消声器壳体及其法兰组件焊接工装,包括底板,底板上设置有第一定位压紧装置、第二定位压紧装置、第三定位压紧装置,底板上还设置有将底板定位在翻转工位板上的两个定位槽。本实用新型的有益效果:通过三个定位装夹装置使得定位稳定,更有翻转工位板的设计使得焊接与装件两个工序分开,焊接工位在内且自动以保证人员安全,装夹工位在外且手动以保证装夹定位地准确。外且手动以保证装夹定位地准确。外且手动以保证装夹定位地准确。
技术研发人员:张浪 丁超
受保护的技术使用者:重庆秦川世钟汽车配件有限公司
技术研发日:2021.11.24
技术公布日:2022/6/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。