1.本实用新型涉及焊接领域,尤其涉及一种交叉带格口焊接工装。
背景技术:
2.交叉带格口应用于交叉带式分拣系统,用于对货物进行分隔分拣。
3.其中交叉带格口在生产中通常将多个部件焊接在一起组合而成。
4.原始焊接交叉带格口通常采用4-5人进行手工拼焊,焊接成型后的格口工件尺寸容易出现不合格且容易多料或少料的问题,并且当焊接成型的尺寸不合格时需要进行二次整形矫正等,浪费大量的人力和物力。
5.因此,有必要提供一种交叉带格口焊接工装解决上述技术问题。
技术实现要素:
6.本实用新型提供一种交叉带格口焊接工装,解决了目前交叉带格口焊接需要多人进行手工拼焊,浪费人力,且容易造成格口工件不合格的的问题。
7.为解决上述技术问题,本实用新型提供的交叉带格口焊接工装,包括:
8.底板;
9.限位板,所述限位板安装于所述底板前侧;
10.端板,所述端板分别安装于所述底板两端;
11.固定件,所述固定件安装于所述底板后侧;
12.抵靠件,所述抵靠件至少为两组,所述抵靠件前后成对的设于限位板和固定件之间的底板上;
13.支撑板,所述支撑板安装于所述底板上且位于限位板和固定件之间;
14.定位件,所述定位件连接于所述底板上且位于固定件的一侧。
15.优选的,所述端板和支撑板的顶部均设置为斜面。
16.优选的,所述抵靠件包括抵靠板,所述抵靠板的顶部开设有支撑槽。
17.优选的,所述定位件包括定位板,所述定位板的一侧上方固定连接有定位轴。
18.优选的,所述固定件包括两个固定板,两个所述固定板之间形成嵌入槽。
19.优选的,所述端板的两侧均开设有定位孔。
20.优选的,所述限位板的数量设置多个,且所述限位板设置为l形
21.与相关技术相比较,本实用新型提供的交叉带格口焊接工装具有如下有益效果:
22.本实用新型提供一种交叉带格口焊接工装,通过对应格口工件设置焊接工装,可以快速的装夹物料及矫正因折弯和激光下料过程中的尺寸误差,格口工件两侧封板采用定位销导入孔位更精准,焊接工装两端的端板使格口完美融合在工装内,焊接完成的格口工件无需矫正即可保证格口工件的尺寸,同时也避免了物料缺失或者多料的现象。
附图说明
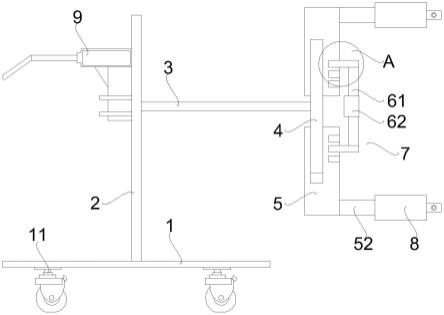
23.图1为本实用新型提供的交叉带格口焊接工装的一种较佳实施例的结构示意图;
24.图2为本实用新型提供的格口工件的结构示意图;
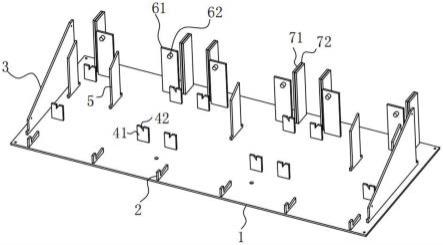
25.图3为本实用新型提供的交叉带格口焊接工装与格口工件装配的结构示意图;
26.图4为本实用新型提供交叉带格口焊接工装与格口工件局部装配的结构示意图。
27.图中标号:
28.1、底板,2、限位板,3、端板,
29.4、抵靠件,41、抵靠板,42、支撑槽,
30.5、支撑板,
31.6、定位件,61、定位板,62、定位轴,
32.7、固定件,71、固定板,72、嵌入槽,
33.8、格口工件。
具体实施方式
34.下面结合附图和实施方式对本实用新型作进一步说明。
35.请结合参阅图1、图2、图3和图4,其中,图1为本实用新型提供的交叉带格口焊接工装的一种较佳实施例的结构示意图;图2为本实用新型提供的格口工件的结构示意图;图3为本实用新型提供的交叉带格口焊接工装与格口工件装配的结构示意图;图4为本实用新型提供交叉带格口焊接工装与格口工件局部装配的结构示意图。交叉带格口焊接工装,包括:
36.底板1;
37.限位板2,所述限位板2安装于所述底板1前侧;
38.端板3,所述端板3分别安装于所述底板1两端;
39.固定件7,所述固定件7安装于所述底板1后侧;
40.抵靠件4,所述抵靠件4至少为两组,所述抵靠件4前后成对的设于限位板2和固定件7之间的底板上;
41.支撑板5,所述支撑板5安装于所述底板1上且位于限位板2和固定件7之间;
42.定位件6,所述定位件6连接于所述底板1上且位于固定件7的一侧。
43.所述端板3和支撑板5的顶部均设置为斜面。
44.所述端板3和支撑板5的顶部倾斜角度与格口工件8三角形部上侧的倾斜面的倾角相同。
45.其中限位板2、端板3、抵靠件4、支撑板5、固定件7和定位件6均与底板1为固定安装。
46.所述抵靠件4包括抵靠板41,所述抵靠板41的顶部开设有支撑槽42。
47.抵靠件4每组的数量和位置与格口工件8上三角形部分的数量和位置对应设置,如附图2中格口工件8设置有六个三角形部,对应的抵靠件4设置六个,且支撑槽42的形状与三角形部分的底部的角形形状对应设置,使其可以贴合嵌入到支撑槽42的内部,且设置两排抵靠件4可以对格口工件8的三角形部底部的两侧进行分别支撑,提高焊接过程中的稳定性。
48.所述定位件6包括定位板61,所述定位板61的一侧上方固定连接有定位轴62。
49.定位板61的数量与位置同样与格口工件8三角形部分的数量与位置对应设置,定位轴62的直径与三角形部分端部的开孔的直径一致。
50.所述固定件7包括两个固定板71,两个所述固定板71之间形成嵌入槽72。
51.所述端板3的两侧均开设有定位孔。
52.固定件7的数量与位置同样于格口工件8上三角形部分的数量与位置对应,且嵌入槽72的槽腔宽度与格口工件8三角形部分后端的矩形片部的厚度相同。
53.所述限位板2的数量设置多个,且所述限位板2设置为l形。
54.限位板2的数量不少于三个,优选设置六个。
55.本实用新型提供的交叉带格口焊接工装的工作原理如下:
56.通过设置该焊接工装,在焊接如附图2中的格口工件时,将格口工件对应放置在工装上,其中附图2中格口工件8为仰视图,将格口工件8中三角形部分的底部放置到抵靠板41上,且三角形部分的两端对应位于两组抵靠板41行,且三角形部分的底部嵌设在抵靠板41顶部的支撑槽42内部;
57.三角形部分的后端的矩形片部对应嵌设在两个固定板71之间的嵌入槽72的内部,且三角形部分端部的装配孔对应套设在定位板61上的定位轴62上;
58.然后将格口工件8上侧的板部放置在三角形部上侧,其板部的端部对应放置在l形的限位板2上,通过限位板2对板部进行限位;
59.以及将格口工件8两侧的端部板对应设置在板部的两侧,且端板3上的定位孔配合适配直径的定位销对应插入,且定位销一端延伸至到格口工件8封板上的孔位中,对其限位,两个端板3对格口工件8的两侧限位;
60.通过对应将格口工件8放置到工装内部,进行焊接,不需要多人进行拼焊,且不会出现少料多料的情况,提高格口工件的合格率。
61.与相关技术相比较,本实用新型提供的交叉带格口焊接工装具有如下有益效果:
62.通过对应格口工件8设置焊接工装,可以快速的装夹物料及矫正因折弯和激光下料过程中的尺寸误差,格口工件8两侧封板采用定位销导入孔位更精准,焊接工装两端的端板3使格口完美融合在工装内,焊接完成的格口工件无需矫正即可保证格口工件的尺寸,同时也避免了物料缺失或者多料的现象。
63.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。