1.本实用新型涉及伞中棒装配领域,具体涉及的是一种伞中棒外牙装配装置。
背景技术:
2.伞中棒主要包括大管、中管以及小管,伞中棒装配包括多步供需,其中一道工序需要将外牙装配在大管的下端。在目前的传统工艺中,装配外牙主要是依靠人工手动来安装,不仅装配效率低,工作强度巨大,并且需要大量的人力资源,人工成本较高。
3.有鉴于此,本技术人针对上述问题进行深入研究,遂有本案产生。
技术实现要素:
4.本实用新型的主要目的在于提供一种伞中棒外牙装配装置,能够实现外牙自动化送料并装配,提高装配效率,降低人工成本。
5.为了达成上述目的,本实用新型的解决方案是:
6.一种伞中棒外牙装配装置,包括震动送料机、装配底座、装配滑板以及驱动装配滑板水平滑动的滑板驱动装置;所述震动送料机具有送料轨道,所述装配滑板与装配底座滑动连接,所述装配滑板的前端具有与送料轨道出料端连接的卡料槽,所述卡料槽的上方设有外牙压块以及驱动外牙压块升降的压块驱动装置,所述卡料槽前端的上方设有外牙挡板以及驱动外牙挡板升降的挡板驱动装置。
7.进一步的,所述装配底座上还设有顶料装置,所述顶料装置包括连接板、顶料楔块、驱动楔块、弹簧以及楔块驱动气缸,所述连接板设在卡料槽的后侧,所述楔块驱动气缸设在连接板上并驱动驱动楔块升降运动,驱动楔块的下表面设有第一倾斜面,所述顶料楔块的上表面设有与第一倾斜面配合的第二倾斜面,顶料楔块的前侧面设有可深入卡料槽内的顶料杆,连接板设有供顶料杆穿过的通孔,所述弹簧的一端与顶料楔块的后侧面抵顶,弹簧的另一端与底座抵顶。
8.进一步的,所述装配滑板的前端还设有伞管固定机构,所述伞管固定机构包括夹块,以及驱动夹块相互贴合或者分离的夹爪气缸,所述夹块的内侧壁上设有夹槽。
9.进一步的,所述卡料槽的底壁前端设有让位槽。
10.进一步的,所述装配底座上设有导轨,所述装配滑板的下端设有与导轨滑动连接的导块。
11.进一步的,滑板驱动装置、压块驱动装置和挡板驱动装置为气缸。
12.与现有技术相比,本实用新型能够实现外牙自动化送料并装配,提高装配效率,降低人工成本。并且本实用新型具有顶料装置,能够在装配过程中将外牙紧密固定在伞管上,防止外牙的脱落,提高装配合格率。此外,伞管固定机构能够在装配前对伞管进行定位和固定,使外牙能够更加精准的插入伞管端部,提高外牙的装配精度和装配质量。
附图说明
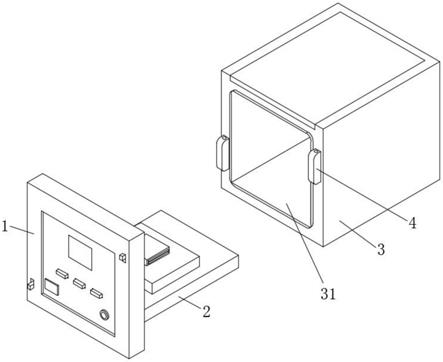
13.图1为本实用新型的外形结构立体图。
14.图2为本实用新型的侧面结构示意图。
15.图3为本实用新型的另一外形结构立体图。
16.图中:
17.震动送料机-1;送料轨道-11;装配底座-2;导轨-21;
18.装配滑板-3;卡料槽-31;让位槽-311;导块-32;
19.滑板驱动装置-4;外牙压块-51;压块驱动装置-52;
20.外牙挡板-61;挡板驱动装置-62;顶料装置-7;连接板-71;
21.顶料楔块-72;顶料杆-721;驱动楔块-73;弹簧-74;
22.楔块驱动气缸-75;伞管固定机构-8;夹块-81;夹槽-811;
23.夹爪气缸-82。
具体实施方式
24.为了进一步解释本实用新型的技术方案,下面通过具体实施例来对本实用新型进行详细阐述。
25.如图1-3所示,一种伞中棒外牙装配装置,包括震动送料机1、装配底座2、装配滑板3以及驱动装配滑板3水平滑动的滑板驱动装置4;震动送料机1具有送料轨道11,装配滑板3与装配底座2滑动连接,装配滑板3的前端具有与送料轨道11出料端连接的卡料槽31,卡料槽31靠近送料轨道11一端的侧壁上设有供外牙进入的进料口,卡料槽31用于固定外牙,卡料槽31的上方设有外牙压块51以及驱动外牙压块51升降的压块驱动装置52,卡料槽31前端的上方设有外牙挡板61以及驱动外牙挡板61升降的挡板驱动装置62。
26.采用上述结构后,伞骨输送机构先将伞骨水平输送至装配滑板3的侧边,挡板驱动装置62驱动外牙挡板61下降遮挡卡料槽31的出料端,起到挡料的效果。震动送料机1将外牙沿送料轨道11输送至卡料槽31内,卡料槽31内每次固定一个外牙。然后压块驱动装置52驱动外牙压块51下降压紧固定卡料槽31内的外牙。挡板驱动装置62再驱动外牙挡板61上升,滑板驱动装置4驱动装配滑板3靠近伞骨,将卡料槽31内的外牙插在伞管的端部上,之后压块驱动装置52驱动外牙压块51上升松开外牙,滑板驱动装置4驱动装配滑板3远离伞骨完成装配。
27.优选的,为了避免装配滑板3复位时,卡料槽31与外牙的下端摩擦将外牙带出伞管,装配底座2上还设有顶料装置7,顶料装置7包括连接板71、顶料楔块72、驱动楔块73、弹簧74以及楔块驱动气缸75,连接板71竖直设置在设在卡料槽31的后侧,楔块驱动气缸75设在连接板71上并驱动驱动楔块73升降运动,驱动楔块73的下表面设有第一倾斜面,顶料楔块72的上表面设有与第一倾斜面配合的第二倾斜面,顶料楔块72的前侧面设有可深入卡料槽31内的顶料杆721,连接板71设有供顶料杆721穿过的通孔,卡料槽31的后侧壁也设有供顶料杆721伸入的穿孔。弹簧74的一端与顶料楔块72的后侧面抵顶,弹簧74的另一端与装配底座2抵顶。采用上述结构后,装配时,楔块驱动气缸75带动驱动楔块73下降与顶料楔块72配合,从而驱动顶料楔块72和顶料杆721向后移动,顶料杆721脱出卡料槽31。外牙装配完成后,在装配滑板3向后复位的过程中,楔块驱动气缸75带动驱动楔块73向上移动,顶料楔块
72在弹簧74的弹力作用下逐渐向前运动,使顶料杆721逐渐深入卡料槽31内抵顶外牙的后侧面,使外牙能够始终抵顶固定在伞管上,防止外牙与伞管脱离。
28.优选的,装配滑板3的前端还设有伞管固定机构8,伞管固定机构8包括夹块81,以及驱动夹块81相互贴合或者分离的夹爪气缸82,夹块81的内侧壁上设有夹槽811。采用上述结构后,装配前,夹爪气缸82驱动夹块81夹紧伞管的端部,从而对伞管进行定位及固定,使外牙能够更加精准的插入伞管端部,提高外牙的装配精度和装配质量。
29.优选的,卡料槽31的底壁前端设有让位槽311。采用上述结构后,让位槽311能够在装配外牙时对伞管提供让位,防止伞管与卡料槽31发生干涉现象。
30.优选的,装配底座2上设有导轨21,导轨21的延伸方向与装配滑板3的平移方向平行,装配滑板3的下端设有与导轨21滑动连接的导块32。采用上述结构后,导轨21和导块32能够对装配滑板3平移时提供导向,使装配滑板3平移更加平稳。
31.优选的,滑板驱动装置4、压块驱动装置52和挡板驱动装置62为气缸。采用气缸,成本价格较低,结构简单,方便拆装和维修。
32.与现有技术相比,本实用新型能够实现外牙自动化送料并装配,提高装配效率,降低人工成本。并且本实用新型具有顶料装置7,能够在装配过程中将外牙紧密固定在伞管上,防止外牙的脱落,提高装配合格率。此外,伞管固定机构8能够在装配前对伞管进行定位和固定,使外牙能够更加精准的插入伞管端部,提高外牙的装配精度和装配质量。
33.上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。