1.本发明涉及一种以确定性的表面结构精整的钢板。此外,本发明还涉及一种用于制造以确定性的表面结构精整的钢板的方法。
背景技术:
2.由现有技术已知这种类型的以确定性的表面结构精整的钢板。例如参见专利文献ep 2 892 663 b1。
技术实现要素:
3.在已知的现有技术方面存在优化需求,尤其是对于以确定性的表面结构精整的钢板的表面结构的有针对性的模型化。
4.因此,本发明的目的是提供一种以确定性的表面结构精整的钢板,与现有技术相比,该钢板提供表面结构的有针对性的改变。
5.该目的通过权利要求1的特征来实现。
6.在精整的钢板上提供有针对性的表面结构对于其他工艺、尤其在用于制造汽车构件的继续加工工业中是重要的。在构件制造过程中,特别是在成型工艺中,有利的是,所使用的工艺介质,例如油和/或润滑剂,必须以必要的覆盖量存在于对成型工艺重要位置处。对成型工艺重要的这些位置通常是钢板和成型工具的接触面,因此不是钢板中工艺介质优选聚集的压入部或凹部,而是钢板上凸起区域形式的表面。发明人已经确定,如果表面结构具有多个凹部,其中每个凹部具有环绕的侧面区域,该侧面区域从表面出发通入谷区域,其中在剖视图中观察,每个凹部具有深轮廓,该深轮廓包括两个相对置的侧面部分区域和在侧面部分区域之间延伸的并且连接侧面部分区域的谷部分区域,其中深轮廓被划分为深轮廓的左部分和右部分,其中深轮廓不对称地延伸,其中深轮廓的左部分和右部分的侧面部分区域和谷部分区域至少在高度、宽度和/或斜度方面不同,那么,在以确定性的表面结构精整的钢板中可以提供与现有技术相比有针对性的表面结构。
7.通过表面结构的有针对性的模型化和相应形成的深轮廓的不对称的走向确定的是,在成型中,虽然非对称性对成型结果具有不利的影响,其中钢板的表面的区域(其尤其与具有较陡的斜度和/或较大的宽度的侧面部分区域和谷部分区域邻接并且与成型工具接触)经受较高的成型力,因为其提供了较高的阻力,然而令人惊讶地发现,工艺介质以取决于工艺介质的量和/或类型(例如取决于流动性)所产生的高度针对性地聚集在具有较陡的斜度和/或较大的宽度的侧面部分区域和谷部分区域中,并因此可供对工艺重要的区域使用,由此可以降低阻力,从而成型的不利的比例可以通过对局部的工艺介质分布的针对性的影响来补偿。工艺介质由于毛细作用而特别是聚集在宽的且陡的侧面部分区域和谷部分区域处。所述高度尤其重要,因为高度限定了所述侧面部分区域的面积,所述毛细作用由此开始。然而,在恒定量的工艺介质的情况下,过高的高度可能对成型工艺产生不利影响,因为介质必须从谷(部分)区域出来行进较长的路程以到达对工艺重要的区域。
8.确定性的表面结构可以理解为重复出现的表面结构,其具有限定的形状和/或构造,参见ep 2 892 663 bl。此外,尤其是具有(类似)随机外观的表面属于此,但是这些表面借助确定性纹理化方法来施加并且由此由确定性的形状元素组成。
9.钢板一般理解为扁钢制品,该扁钢制品可以以板材形式或者以板坯形式或者以带材形式提供。
10.环绕凹部的侧面区域与一体地连接在侧面区域上的谷区域一起限定借助于精整压入到钢板中的表面结构的封闭的体积。封闭的体积、所谓的空体积可以为了后续加工借助于成型方法而与待施加的工艺介质、尤其是油相协调。
11.其他有利的设计方案和改进方案从下面的描述中得出。来自权利要求、说明书以及附图的一个或多个特征可以与一个或多个其它特征结合以形成本发明的其它设计方案。来自独立权利要求的一个或多个特征也可以通过一个或多个其它特征组合。
12.按照根据本发明的钢板的一种设计方案,沿着和/或横向于精整轧制方向观察深轮廓。通过精整辊的作用,尤其可以沿着和/或横向于精整轧制方向有针对性地产生影响,这是因为通过精整辊的赋形部件优选在精整轧制方向上、但也备选地或附加地横向于精整轧制方向可以设置凹部的有针对性的不对称,该不对称作用到钢板的表面上,沉入钢板的表面中并且产生凹部。
13.在精整的钢板上的确定性的表面结构(负形状)的几何构造(大小和深度)尤其取决于在精整辊上相应的几何结构(正形状、赋形部件)如何设计。优选使用激光纹理化方法,以能够通过材料去除来设置精整辊的表面上的有针对性的结构(正面形状)。特别是通过有针对性地控制能量、脉冲持续时间和选择作用在精整辊表面上的激光射线的适当波长可以对结构的设计产生积极的影响。fs脉冲、ps脉冲和ns脉冲全部适用于材料去除,但在固体表面上能量耦合和去除的方式显著地不同,同样热影响区(haz)的大小也不同。脉冲持续时间越短,则越少的能量例如可以从激光焦点流出到周围环境(haz)中。脉冲越长,则耦合到已经形成的等离子体中的或由该等离子体反射的辐射能量就越多,因此不能直接耦合到精整辊表面中。脉冲在精整辊表面上留下基本上圆形的坑,该坑在多个坑的情况下在精整过程之后形成了钢板上的表面或凸起面(表面),并因此形成了钢板和成型工具之间的接触面。脉冲持续时间的降低对坑的构造有影响,特别地,坑的直径可减小。通过减少脉冲能量,特别是在使用短或超短脉冲激光时,可以有针对性地设置精整辊表面上的几何结构(正形状)。这例如在如下情况下实现,即激光的脉冲持续时间(利用该激光将精整辊的表面纹理化)在朝向去除阈值的方向上减小并且因此能够以更高的分辨率在精整辊上产生几何结构。类似地,通过提高射线特征质量(m2)和理想的非球面聚焦光学器件的孔径可以实现这一点。尤其通过由激光和精整辊的低能量相互作用产生的高的分辨率或小的坑面积,可以将侧面(部分)区域有针对性地设置成任意的高度、宽度和/或斜度(侧面区域的角度)。
14.按照根据本发明的钢板的一种设计方案,在表面的平面中观察,凹部具有一个面,所述面具有一个重心,通过所述重心沿着和/或横向于精整轧制方向观察到深轮廓。通过重心(该重心在表面的平面中观察可以明确地确定凹部的面)例如沿着或者替代地或者附加地横向于精整轧制方向延伸的深轮廓可示出不对称性,尤其是深轮廓的左部分和右部分的侧面部分区域和谷部分区域在高度、宽度和/或斜度方面有区别。
15.按照根据本发明的钢板的一种设计方案,深轮廓的左部分从最高点延伸到最低
点,并且深轮廓的右部分从最高点延伸到最低点,其中,深轮廓具有对称因子a≤0,9,其中,a对应于深轮廓的左部分和右部分的积分的商,其中,较大值的积分为商的分母。尤其是,深轮廓具有对称因子a≤0.85,优选a≤0.8,优选a≤0.75,进一步优选a≤0.7,特别优选a≤0.67。对称因子设置得越小,则所述板沿着预先给定的方向越强地受到调节,从而沿着这个方向比如可以获得与其它方向相比更好的摩擦特性和/或更好的流动阻力特性(流体的层流或者紊流)。
16.按照根据本发明钢板的一种设计方案,钢板涂覆有金属覆层,特别是通过热浸涂覆施加的基于锌的覆层。优选地,除了锌和不可避免的杂质外,该覆层还可以在该覆层中含有另外的元素,如具有至多5重量%的含量的铝和/或具有至多5重量%的含量的镁。具有基于锌的覆层的钢板具有非常好的阴极腐蚀防护,其这多年来被用于汽车制造中。如果提供改进的腐蚀保护,则该覆层另外包含含量为至少0.3重量%,特别是至少0.6重量%,优选至少0.9重量%的镁。铝可以替代于或者附加于镁以至少0.3重量%的含量存在,以尤其是改善覆层在钢板上的接合并且尤其是基本上防止在经涂覆的钢板的热处理时铁从钢板扩散到覆层中,从而进一步保持积极的腐蚀特性。在此,覆层的厚度可以在1和15μm之间、尤其是在2和12μm之间、优选在3和10μm之间。在最小极限以下不能确保足够的阴极腐蚀保护,并且在高于最高极限时,在将根据本发明的钢板或由其制成的构件与另一构件连接时可能出现接合问题,尤其是在超过覆层厚度的最高极限时不能确保在热接合或焊接时的稳定过程。在进行热浸涂覆时,首先用相应的覆层涂覆钢板,然后将其输送去精整。在热浸涂覆钢板之后进行精整。
17.按照根据本发明的钢板的一种替代的设计方案,钢板涂覆有金属覆层,特别是基于锌的覆层,其通过电解涂覆来施加。在此,覆层的厚度可以在1与10μm之间、尤其是在1.5与8μm之间、优选地在2与5μm之间。与热浸涂覆相比,钢板可首先被精整,随后被电解涂覆。根据覆层的厚度,侧面区域中的粗糙度即使在电解涂覆之后也可基本上被保持。替代地,也可以设想首先进行电解涂覆,随后进行精整。
18.也可以考虑,不设置覆层,例如不设置金属覆层。还可以考虑,钢板例如在带涂层设备中用非金属覆层进行涂覆,其中钢板在用非金属覆层进行涂覆之前或之后进行精整。
19.按照根据本发明的钢板的一种设计方案,特别是经涂覆的钢板还设有工艺介质,特别是油,其中尤其工艺介质以最高达2g/m2的覆盖量被容纳在表面结构中。由于表面结构的尺寸,对工艺介质的需求很小,因此,覆盖量被限制为至多2g/m2,特别是至多1.5g/m2,优选至多1.0g/m2,优选至多0.6g/m2,进一步优选至多0.4g/m2。特别是由于不对称,工艺介质在施加之后基本上在凹部中局部地在侧面部分区域和谷部分区域中以更陡的斜度、更高的高度和/或更大的宽度积聚并且提供用于另外的工艺,例如用于成型过程,优选用于深冲过程,更靠近或邻近对成型工艺重要的位置,以改进润滑并且减少摩擦进而减少成型工具,例如成型装置,优选(深冲)压制装置的磨损。特别地,能够有效地抑制工艺介质在摩擦上不利的区域上的积聚,该积聚不对将工艺介质传输到实际的接触区或摩擦区中作出贡献。因此,根据本发明的钢板以较少的工艺介质需求具有非常好的摩擦学特性并且与由现有技术已知的、尤其是被涂油的钢板相比尤其由于较少的资源使用而对环境无害。
20.根据第二方面,本发明涉及一种用于制造以确定性的表面结构精整的钢板的方法,包括以下步骤:准备钢板;用精整辊精整钢板,其中,以确定性的表面结构这样设置所述
精整辊的作用到钢板表面上的表面,使得在精整之后所述表面结构从钢板的表面出发压入到钢板中,其中,所述表面结构具有多个凹部,其中,每个凹部具有环绕的侧面区域,该侧面区域从表面出发通入谷区域中,其中,在剖视图中观察,每个凹部具有深轮廓,该深轮廓包括两个对置的侧面部分区域和在侧面部分区域之间延伸的并且连接侧面部分区域的谷部分区域,其中,深轮廓被划分成深轮廓的左部分和右部分,其中,深轮廓不对称地延伸,其中,深轮廓的左部分和右部分的侧面部分区域和谷部分区域至少在高度、宽度和/或斜度方面不同。
21.通过力作用,精整辊的表面(正形状)在钢板的表面上形成表面结构,该表面结构限定了分别具有谷区域和侧面区域的凹部(负形状),并且基本上对应于精整辊的表面(正形状)。用于构造确定性的表面结构的精整辊可以利用合适的器件、例如借助于激光来加工,也参见ep 2 892 663 b1。此外,也可以使用其他的去除方法来设置在精整辊上的表面,例如具有几何确定的或不确定的刃的切削制造方法、化学或者电化学的、光学的或者等离子诱导的方法,这些方法适于能够实现具有表面结构和相应的不对称性的待精整的钢板。
22.为了避免重复,相应地参考关于根据本发明的以确定性的表面结构精整的钢板的实施方案。
23.按照根据本发明的方法的一个设计方案,在提供钢板之前通过热浸涂层对钢板进行涂覆。优选地,用于热浸涂层的熔体除了锌和不可避免的杂质之外还可以含有其它元素,例如含量至多5重量%的铝和/或含量至多5重量%的镁。
24.按照根据本发明的方法的另一设计方案,在精整钢板之后通过电解涂覆对已精整的钢板进行涂覆。
25.按照根据本发明的方法的一个设计方案,在精整之后,钢板还额外设有工艺介质,优选油,其中工艺介质以至高2g/m2的覆盖量,进一步优选以至高0.4g/m2的覆盖量施加。
附图说明
26.下面参照附图详细说明本发明的具体设计方案。附图和所产生的特征的伴随描述不应被理解为限于各个设计方案,而是用于说明示例性设计方案。此外,各个特征可以彼此间使用,也可以与上述描述的特征一起使用,用于本发明的可能的进一步扩展和改进,特别是在未示出的附加设计方案中。相同的部件始终设有相同的附图标记。
27.附图中:
28.图1)示出了根据本发明的实施例的以确定性的表面结构精整的经涂覆的钢板的一个部段的afm图像,
29.图2)示出了图1中的截面x的局部截面图,
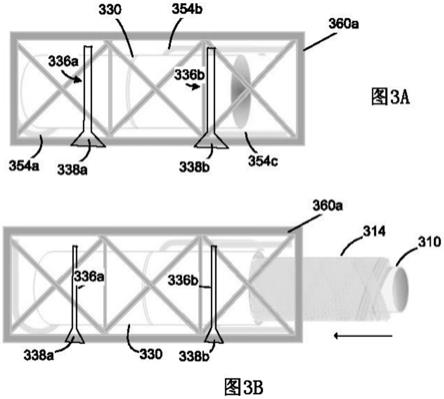
30.图3)示出了图1中的截面y的局部截面图,和
31.图4)示出了图1中的截面z的局部截面图。
具体实施方式
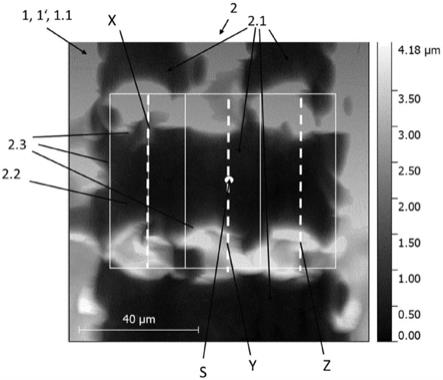
32.在图1)中示出按照根据本发明的实施例的以确定性的表面结构(2)精整的经涂覆的钢板(1、1’)的一个部段的原子力显微镜afm图像。钢板(1、1’)可以是未经涂覆的钢板(1),也就是说不具有尤其是金属的覆层或非金属的覆层,或者是涂覆有金属的覆层(1.2)
的钢板(1’)。确定性的表面结构(2)显示了作为凹部(2.1)的总是反复出现的i形的压入部。在基本上矩形的凹部的情况下,表面(1.1)的平面中的重心(s)可相对快速且简单地确定。凹部的其他实施方式也是可以想到的和可应用的,并且不限于i形压入部。表面结构(2)借助于精整辊(未示出)压入,其中,精整辊的表面借助于激光结构化,参见ep 2892 663 b1。每个凹部(2.1)具有一个环绕的侧面区域(2.3),该侧面区域从表面(1.1)出发通入谷区域(2.2)。
33.原子力显微镜(atomic force microscopy,afm)的扫描区域具有90
×
90μm2的面积,其中在扫描区域内分别对面积为25
×
60μm2的三个区域(白色框)进行了更详细的研究。从三个区域(x,y,z)中确定的深轮廓(2.11)分别概括地示出为平均的深轮廓(2.11)x、y、z(虚线示出),且在图2至4中以部分截面放大地示出由此确定的深轮廓(2.11)。根据所使用的测量仪器的分辨率,仅考虑一个深轮廓也可以以(部分)截面代表性地用于评估,而不是如在该情况下由多个深轮廓形成平均值。在图2至图4中的视图分别在剖视图(x,y,z)中观察,每个凹部(2.1)具有深轮廓(2.11),该深轮廓包括两个对置的侧面部分区域(2.31)和一个在侧面部分区域(2.31)之间延伸的并且将侧面部分区域(2.31)连接起来的谷部分区域(2.21),其中,深轮廓(2.11)被划分为深轮廓(2.11)的左部分和右部分,其中,深轮廓(2.11)不对称地延伸,其中,深轮廓(2.11)的左部分和右部分的侧面部分区域(2.31)和谷部分区域(2.21)至少在高度(h)、宽度(b)和/或斜度(α)方面不同。剖视图(y)例如通过凹部(2.1)的重心(s)延伸,其中,深轮廓(2.1)可以沿轧制方向或者横向于轧制方向延伸。
34.宽度(b)应理解为是指相应最高对应点(p1、p2)与最深点(p3)之间的宽度。在各个最高点(p1、p2)和最深点(p3)之间确定高度(h)。因此,在这些点(p1、p2、p3)处,深轮廓(2.11)可以被限定地划分为深轮廓(2.11)的左部分和右部分,其中深轮廓(2.11)的左部分从最高点(p1)延伸到最深点(p3),并且深轮廓(2.11)的右部分从最高点(p2)延伸到最深点(p3)。深轮廓(2.11)具有不对称因子a≤0.9,其中a对应于深轮廓(2.11)的左部分和右部分的积分(int)的商,其中具有较大值的积分(int)为商的分母。点(p1、p3)、左部分之间以及点(p3、p2)、右部分之间的积分,对应于深轮廓函数下方的深轮廓(2.11)的左面积和右面积(阴影示出)。在下表1中,对三个被研究的区域以它们的特征值进行对比:
35.区域h_p1,p3h_p3,p2b_p1,p3b_p3,p2int_p1,p3int_p3,p2ax2.66μm2.29μm18.75μm26.76μm13.45μm220.68μm20.65y2.52μm2.08μm20.51μm26.95μm16.21μm224.55μm20.66z3.10μm2.41μm19.53μm23.63μm20.99μm214.78μm20.70
36.表1
37.在另一项研究中,在根据本发明的尤其用金属覆层涂覆的并且以确定性的表面结构(2)精整的钢板(1、1’)上,一种成形油形式的工艺介质被施加,并且可以表明,所述工艺介质通过针对性地调节的不对称性而沿着钢板的优先方向在一个(多个)凹部(2.1)内在深轮廓(2.11)的一部分中聚集,从而它在另一深冲试验中可以以必要的覆盖量存储在成形工艺方面重要的位置。作为参照,在相同的条件下使干燥的,即没有涂覆工艺介质的根据本发明的钢板与多个在表面结构(2)中以不同覆盖量0.5、1、1.5和2g/m2的工艺介质涂覆的根据本发明的钢板经受深冲试验。结果表明,按照预期由于高的摩擦力在干燥的钢板中出现高的磨损并且用工艺介质涂覆的钢板基本上显示相同的结果并且没有识别出明显的磨损。因
此可以证明,在根据本发明的尤其涂覆的、以确定性的表面结构精整的钢板中的0.5g/m2的工艺介质覆盖层足以获得相应好的结果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。