1.本发明涉及工程材料技术领域,更具体地说,是涉及一种伪装工程用防腐绝热复合筋及其制备方法。
背景技术:
2.当前我们国家基础建设所采用的混凝土结构是使用最广泛的建筑建材,而钢筋作为传统的工程材料,其抗拉强度高、弹塑性模量好、与混凝土界面结合性强而广泛用于基建工程混凝土结构中。但目前铁矿石资源日渐枯竭,同时炼钢产生的污染和钢筋的耐腐蚀性差,在一些恶劣环境、侵蚀性环境下(如海墙、码头、化工领域、道路桥梁工程等),钢筋混凝土极易受到侵蚀腐蚀,在内部体积增大导致混凝土开裂破坏;此外,一些工程为特殊地下隐蔽工程,伪装工程非受力构体,所需结构筋材需要满足防腐、绝热、可伪装的特点,还需要满足不同条件下的性能要求。
3.目前在已公开的资料中,普通传统钢筋在侵蚀性环境、特殊工程领域下耐腐蚀性差,为了解决这一大问题,人们尝试了多种抑制腐蚀的途径,如在混凝土中使用添加剂和掺合料、增强混凝土的覆盖厚度等方式,但效果有限,同时成本较高,难以彻底解决钢筋易锈蚀问题;同时钢筋本身没有绝热性,无法适用于伪装工程或设施中非主要受力构件以及掩体。
4.复合材料筋是指以环氧树脂(不饱和聚酯树脂、乙烯基树脂等)为基体材料,玻璃纤维(玄武岩纤维等)为增强材料经过拉挤工艺制成的棒状产品。普通复合材料筋具有一定的耐腐蚀性能,但无法做到绝热的效果,在伪装工程中无法使用。
技术实现要素:
5.有鉴于此,本发明的目的在于提供一种伪装工程用防腐绝热复合筋及其制备方法,本发明提供的伪装工程用防腐绝热复合筋能够用于特殊地下隐蔽工程,解决非受力构体中筋材防腐绝热同时起到伪装的效果。
6.本发明提供了一种伪装工程用防腐绝热复合筋的制备方法,包括以下步骤:
7.a)将玄武岩纤维拉纱后,用树脂混料进行浸胶,得到含胶复合筋;
8.b)将步骤a)得到的含胶复合筋用缠绕线缠绕后,用石英砂进行喷砂,得到覆砂复合筋;
9.c)将步骤b)得到的覆砂复合筋固化定型后,进行切割或收卷,最后经表面涂覆,得到伪装工程用防腐绝热复合筋。
10.优选的,步骤a)中所述玄武岩纤维为线密度为2400tex或4800tex的高性能无碱无捻玄武岩纤维粗纱增强材料;所述玄武岩纤维的纤维直径为10μm~20μm,抗拉强度≥0.1n/tex。
11.优选的,步骤a)中所述拉纱的过程具体为:
12.将玄武岩纤维摆放在纱架上,先依次穿过纱架上的排纱板,再依次穿过对应的预
成型板、浸胶槽和模具,再通过拉纱将玄武岩纤维一直拉入烘箱后,穿过风机冷却区域和水浴冷却区域直至牵引机,完成拉纱过程。
13.优选的,步骤a)中所述树脂混料由质量比为(20~22):(20~22):(2~3):(3~4)的环氧树脂、环氧树脂固化剂、环氧树脂促进剂和煅烧高岭土组成;
14.所述树脂混料与玄武岩纤维的质量比为(45~51):(150~155)。
15.优选的,步骤a)中所述树脂混料的粘度为1000mp
·
s~1200mp
·
s,浸胶得到的含胶复合筋的含胶量为20wt%~25wt%。
16.优选的,步骤b)中所述缠绕的张力为2hz~2.5hz;所述线缠绕选自1000d涤纶线、2000d涤纶线和3000d涤纶线中的一种或多种;所述线缠绕与步骤a)中玄武岩纤维的质量比为(1~2):(150~155)。
17.优选的,步骤b)中所述石英砂为20~40目石英砂或40~60目石英砂;所述石英砂与步骤a)中玄武岩纤维的质量比为(5~8):(150~155)。
18.优选的,步骤b)中所述喷砂的过程具体为:
19.经过缠绕后的含胶复合筋进入覆砂区域,调节喷砂机两侧的螺丝来控制落砂速度,先将落砂速度控制在5~8g/s,等到石英砂将复合筋完全包裹住后,再减小落砂速度到2~3g/s;复合筋四周的砂量很少时,需重新增大落砂速度直到复合筋再次被完全包裹,最终得到覆砂复合筋。
20.优选的,步骤c)中所述固化定型的过程具体为:
21.将得到的覆砂复合筋通过烘箱进行加热,其中牵引速度为2m/min~2.2m/min,其中烘箱共分为3段,其中一区温度为220℃~240℃、二区温度为240℃~260℃、三区温度为230℃~250℃,加热时间为2min~4min,完全固化定型过程。
22.本发明提供了一种伪装工程用防腐绝热复合筋,采用上述技术方案所述的制备方法制备而成。
23.本发明提供了一种伪装工程用防腐绝热复合筋及其制备方法;该制备方法包括以下步骤:a)将玄武岩纤维拉纱后,用树脂混料进行浸胶,得到含胶复合筋;b)将步骤a)得到的含胶复合筋用缠绕线缠绕后,用石英砂进行喷砂,得到覆砂复合筋;c)将步骤b)得到的覆砂复合筋固化定型后,进行切割或收卷,最后经表面涂覆,得到伪装工程用防腐绝热复合筋。与现有技术相比,本发明提供的伪装工程用防腐绝热复合筋采用特定原料配合特定制备方法,实现整体较好的相互作用,成品能够用于伪装工程或设施中非主要受力构件以及掩体,实现绝热和防腐的效果且防腐绝热性优异。
24.同时,本发明提供的制备方法工艺简单,条件温和、易控,具有广阔的应用前景。
附图说明
25.图1为本发明实施例提供的伪装工程用防腐绝热复合筋的制备方法的流程图。
具体实施方式
26.下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发
明保护的范围。
27.本发明提供了一种伪装工程用防腐绝热复合筋的制备方法,包括以下步骤:
28.a)将玄武岩纤维拉纱后,用树脂混料进行浸胶,得到含胶复合筋;
29.b)将步骤a)得到的含胶复合筋用缠绕线缠绕后,用石英砂进行喷砂,得到覆砂复合筋;
30.c)将步骤b)得到的覆砂复合筋固化定型后,进行切割或收卷,最后经表面涂覆,得到伪装工程用防腐绝热复合筋。
31.本发明首先将玄武岩纤维拉纱后,用树脂混料进行浸胶,得到含胶复合筋。在本发明中,所述玄武岩纤维优选为线密度为2400tex或4800tex的高性能无碱无捻玄武岩纤维粗纱增强材料;所述玄武岩纤维的纤维直径优选为10μm~20μm,更优选为13μm~17μm,抗拉强度优选≥0.1n/tex,更优选≥0.4n/tex。本发明对所述玄武岩纤维的来源没有特殊限制,采用本领域技术人员熟知的市售商品即可。
32.在本发明中,所述拉纱的过程优选具体为:
33.将玄武岩纤维摆放在纱架上,先依次穿过纱架上的排纱板,再依次穿过对应的预成型板、浸胶槽和模具,再通过拉纱将玄武岩纤维一直拉入烘箱后,穿过风机冷却区域和水浴冷却区域直至牵引机,完成拉纱过程。在本发明优选的实施例中,采用线密度为2400tex的高性能无碱无捻玄武岩纤维粗纱增强材料,按顺序摆放到纱架上,总纱数为75~80根;如采用线密度为4800tex的高性能无碱无捻玄武岩纤维粗纱增强材料,总纱数为37~40根。
34.在本发明中,所述树脂混料优选由质量比为(20~22):(20~22):(2~3):(3~4)的环氧树脂、环氧树脂固化剂、环氧树脂促进剂和煅烧高岭土组成,更优选由质量比为21:21:2.5:3.5的环氧树脂、环氧树脂固化剂、环氧树脂促进剂和煅烧高岭土组成。该组分下的防腐绝热复合筋树脂配方可以进一步提高复合筋的绝热性和同时使用寿命年限得到增加。本发明对所述环氧树脂、环氧树脂固化剂、环氧树脂促进剂和煅烧高岭土的来源没有特殊限制,采用本领域技术人员熟知的市售商品即可;其中,所述环氧树脂优选为双酚a型环氧树脂,所述环氧树脂固化剂优选为酸酐类固化剂,所述环氧树脂促进剂优选为dmp-30,所述煅烧高岭土的目数为5000目~7000目。
35.在本发明中,所述树脂混料的制备方法优选具体为:
36.将环氧树脂、环氧树脂固化剂、环氧树脂促进剂和煅烧高岭土加入搅拌罐中,在10℃~40℃下搅拌10min~25min,得到树脂混料。
37.在本发明中,所述树脂混料的粘度优选为1000mp
·
s~1200mp
·
s。
38.在本发明中,所述树脂混料与玄武岩纤维的质量比优选为(45~51):(150~155),更优选为48:(150~155)。本发明采用上述高性能纤维和高性能树脂,力学性能优异。
39.在本发明中,所述浸胶的过程优选具体为:
40.将树脂混料倒入胶槽中,将排布整齐的纤维纱均匀浸渍上已配制好的树脂混料中;在整个浸渍过程中,必须保证纱的排列十分整齐;通过胶槽挤胶辊的加紧来控制复合筋的含胶量。
41.在本发明中,浸胶得到的含胶复合筋的含胶量优选为20wt%~25wt%。
42.得到所述含胶复合筋后,本发明将得到的含胶复合筋用缠绕线缠绕后,用石英砂进行喷砂,得到覆砂复合筋。
43.在本发明中,所述线缠绕优选选自1000d涤纶线、2000d涤纶线和3000d涤纶线中的一种或多种,更优选为2000d涤纶线;本发明对所述缠绕线的来源没有特殊限制,采用本领域技术人员熟知的市售商品即可。
44.在本发明中,所述线缠绕与步骤a)中玄武岩纤维的质量比优选为(1~2):(150~155)。
45.在本发明中,所述缠绕的过程优选在缠绕区域进行,缠绕线穿过缠绕装置缠绕到纤维纱上,保证螺距均匀;所述缠绕区域配备了精密缠绕装置,张力轮的松紧程度可控,以此来调整张力的大小;所述缠绕的张力优选为2hz~2.5hz,保证缠绕过程中张力控制均匀,可控性好,生产复合筋螺纹稳定。
46.在本发明中,所述石英砂优选为20~40目石英砂或40~60目石英砂,更优选为20~40目石英砂;本发明对所述石英砂的来源没有特殊限制,采用本领域技术人员熟知的市售商品即可。
47.在本发明中,所述石英砂与步骤a)中玄武岩纤维的质量比优选为(5~8):(150~155)。
48.在本发明中,所述喷砂的过程优选具体为:
49.经过缠绕后的含胶复合筋进入覆砂区域,调节喷砂机两侧的螺丝来控制落砂速度,先将落砂速度控制在5~8g/s,优选为6~7g/s,等到石英砂将复合筋完全包裹住后,再减小落砂速度到2~3g/s;复合筋四周的砂量很少时,需重新增大落砂速度直到复合筋再次被完全包裹,最终得到覆砂复合筋。
50.得到所述覆砂复合筋后,本发明将得到的覆砂复合筋固化定型后,进行切割或收卷,最后经表面涂覆,得到伪装工程用防腐绝热复合筋。
51.在本发明中,所述固化定型的过程优选具体为:
52.将得到的覆砂复合筋通过烘箱进行加热,其中牵引速度为2m/min~2.2m/min,其中烘箱共分为3段,其中一区温度为220℃~240℃、二区温度为240℃~260℃、三区温度为230℃~250℃,加热时间为2min~4min,完全固化定型过程;
53.更优选为:
54.将得到的覆砂复合筋通过烘箱进行加热,其中牵引速度为2.1m/min,其中烘箱共分为3段,其中一区温度为230℃、二区温度为250℃、三区温度为240℃,加热时间为2.5min~3min,完全固化定型过程。
55.之后,本发明按照指定长度将复合材料筋进行切割或者收卷;如若进行切割,则在控制系统中输入切割长度数据,复合筋长度达到后自动控制系统精准切割;如若进行收卷,则在控制系统中输入收卷长度,收卷量达到后则会停止,此时将收卷好的复合筋取下。
56.最后,本发明将切割完后或收卷的复合筋放置到产品区,对表面进行防腐漆的涂覆,得到伪装工程用防腐绝热复合筋。
57.在本发明中,所述防腐漆优选满足gb/t 25251-2010醇酸树脂涂料标准,细度≤60μm。在本发明中,所述表面涂覆的厚度优选为0.2mm~0.8mm,更优选为0.3mm~0.5mm。
58.在本发明中,复合筋表面进行上述防腐处理,表面的颜色在伪装工程中与掩体颜色匹配,能够实现伪装,满足伪装工程或设施中非主要受力构件以及掩体的基本要求,适用于专项特殊地下隐蔽工程。
59.本发明提供的伪装工程用防腐绝热复合筋采用特定原料配合特定制备方法,实现整体较好的相互作用,成品能够用于伪装工程或设施中非主要受力构件以及掩体,实现绝热和防腐的效果且防腐绝热性优异;同时,本发明提供的制备方法工艺简单,条件温和、易控,具有广阔的应用前景。
60.本发明提供了一种伪装工程用防腐绝热复合筋,采用上述技术方案所述的制备方法制备而成。
61.复合材料筋是以环氧树脂、不饱和聚酯树脂、乙烯基树脂等为基体材料,高性能纤维(包括玻璃纤维、玄武岩纤维、芳纶纤维、超高分子量聚乙烯纤维、碳纤维等)为增强材料,采用拉缠工艺制成的纤维增强树脂基复合材料;复合材料筋目前在大部分领域中能够代替钢筋,尤其是特殊场合防锈蚀建筑及领域,能够解决该类建筑的腐蚀问题。本发明提供的伪装工程用防腐绝热复合筋在原有复合材料筋的基础上通过配方及制备方法的改进,具体通过:以线密度为2400tex或4800tex的高性能无碱无捻玄武岩纤维粗纱增强材料(纤维直径:15
±
2μm、抗拉强度:≥0.4n/tex),与高性能环氧树脂(双酚a型环氧树脂)和填料、固化剂等基体相结合,经拉缠工艺成型,多束纤维纱经过树脂浸润、固化后再切割而成的复合材料制品,成品的筋材表面涂有一定厚度的防腐漆,得到的防腐绝热复合筋轻质高强,耐腐蚀性能优异,易于安装,寿命较长,导热系数低,在一定程度上能够防止红外热探测,磁导率较低,防腐绝热复合筋不导电,在专项伪装工程中避免信号干扰,能够适用于专项特殊地下隐蔽工程,能够实现伪装效果,满足伪装工程或设施中非主要受力构件以及掩体的基本要求;表面进行防腐处理,颜色能与掩体颜色匹配;并且该防腐绝热复合筋用于专项受力构件中,能够提高受力构件的耐久性和力学性能,提高复合筋与受力构件间的粘结强度。
62.本发明提供了一种伪装工程用防腐绝热复合筋及其制备方法;该制备方法包括以下步骤:a)将玄武岩纤维拉纱后,用树脂混料进行浸胶,得到含胶复合筋;b)将步骤a)得到的含胶复合筋用缠绕线缠绕后,用石英砂进行喷砂,得到覆砂复合筋;c)将步骤b)得到的覆砂复合筋固化定型后,进行切割或收卷,最后经表面涂覆,得到伪装工程用防腐绝热复合筋。与现有技术相比,本发明提供的伪装工程用防腐绝热复合筋采用特定原料配合特定制备方法,实现整体较好的相互作用,成品能够用于伪装工程或设施中非主要受力构件以及掩体,实现绝热和防腐的效果且防腐绝热性优异。
63.同时,本发明提供的制备方法工艺简单,条件温和、易控,具有广阔的应用前景。
64.为了进一步说明本发明,下面通过以下实施例进行详细说明。本发明以下实施例所用原料均为市售,其中,所述玄武岩纤维为线密度为2400tex或4800tex的高性能无碱无捻玄武岩纤维粗纱增强材料,纤维直径为15
±
2μm,抗拉强度≥0.4n/tex,所述树脂配方如下:环氧树脂(双酚a型环氧树脂)21重量份,环氧树脂固化剂(酸酐类固化剂)21重量份,环氧树脂促进剂(dmp-30)2.5重量份,6000目煅烧高岭土3.5重量份。
65.实施例
66.制备12mm直径防腐绝热复合筋,由以下组分的原料制备而成:玄武岩纤维150~155重量份,环氧树脂21重量份,环氧树脂固化剂21重量份,环氧树脂促进剂2.5重量份,6000目煅烧高岭土3.5重量份,20~40目或40~60目石英砂5~8重量份,缠绕线(可选用1000d、2000d、3000d涤纶线)1~2重量份。
67.参见图1所示,图1为本发明实施例提供的伪装工程用防腐绝热复合筋的制备方法
25251-2010醇酸树脂涂料标准,细度≤60μm)的涂覆,涂覆厚度达到0.3mm~0.5mm。
84.s9:检验
85.检验合格的产品即伪装工程用防腐绝热复合筋。
86.本发明实施例提供的制备方法得到的防腐绝热复合筋力学性能得到大幅度提升,导热系数大幅度降低,耐腐蚀性能提高,复合筋在酸碱环境下的强度保留率较高。以下为本发明制备的防腐绝热复合筋参数指标试验数据。
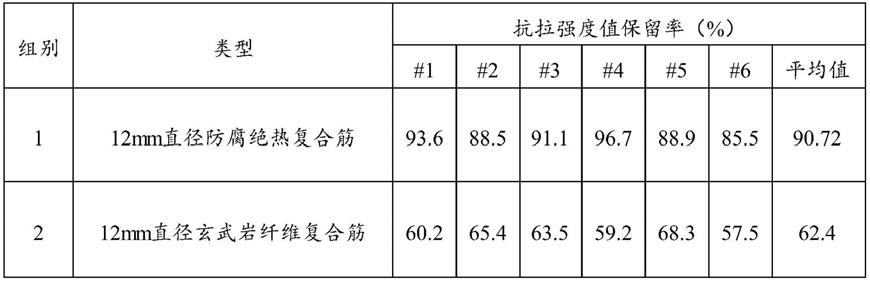
87.表1耐酸碱环境下防腐绝热复合筋抗拉试验数据
[0088][0089]
由表1可知,本发明提供的防腐绝热复合筋在耐酸碱环境下其抗拉强度值相较于正常环境下保留率达到90.72%,大于普通复合材料筋的保留率62.4%,耐酸碱能力有着比较明显的优势。
[0090]
表2握裹力实验数据
[0091][0092]
由表2可知,在相同的混凝土强度等级和试验温度下,本发明提供的12mm直径防腐绝热复合筋的粘结强度大于相同规格的12mm直径冷轧带肋钢筋。
[0093]
表3防腐绝热复合筋性能参数
[0094][0095]
[0096]
由表3可知,本发明提供的防腐绝热复合筋的性能均满足要求。
[0097]
所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。