1.本发明涉及一种高线设备及其方法,特别是一种高线表面防划伤设备及其方法,属于轧钢技术领域。
背景技术:
2.高线是线材的一种,通常是指用高速无扭轧机轧制的盘条盘,广泛应用在建筑中干净混凝土的配筋及焊接结构件、钢丝绳、锻打铆钉等方面。高线的表面划伤反映了高线表面的控制水平,直接影响着市场潜在的竞争力。随着轧制装备的升级及终轧速度的提升,在连续生产φ≥12mm规格时,高线成品的表面易出现长条状、间断性、无固定位置的划伤,影响产品的加工后的性能,增加下游客户加工故障率和加工成本。因此有必要对高线的生产设备以及工艺做进一步的改进以解决其表面的划伤问题。
技术实现要素:
3.本发明所要解决的技术问题是提供一种高线表面防划伤设备及其方法,解决现有技术中高线的表面划伤问题。
4.为解决上述技术问题,本发明所采用的技术方案是:一种高线表面防划伤设备,其特征在于:包含依次顺序设置的精轧机、回温导槽、水箱、吐丝机和对中辊,回温导槽内设置有若干组开度可调的滚动导卫,吐丝机包含吐丝盘底板、吐丝管、偏导板、左托板、下托板和右托板,吐丝管盘绕设置在吐丝盘底板上,偏导板固定在吐丝盘底板的两侧,左托板、下托板和右托板设置在偏导板的下方,对中辊设置在散冷辊道上。
5.进一步地,所述若干组开度可调的滚动导卫沿着回温导槽的长度方向等间距设置。
6.进一步地,所述开度可调的滚动导卫包含第一辅助轮、第二辅助轮、第一辅助轮支架、第二辅助轮支架、第一螺杆、第二螺杆、第一螺套和第二螺套,第一辅助轮转动设置在第一辅助轮支架的一端端部,第一螺杆的一端与第一辅助轮支架的另一侧固定连接,第一螺杆的另一端设置在第一螺套内且与第一螺套螺纹连接,第一螺套转动设置在回温导槽槽体上,第二辅助轮转动设置在第二辅助轮支架的一端端部,第二螺杆的一端与第二辅助轮支架的另一侧固定连接,第二螺杆的另一端设置在第二螺套内且与第二螺套螺纹连接,第二螺套转动设置在回温导槽槽体上。
7.进一步地,所述第一辅助轮和第二辅助轮相对设置在高丝的两侧并且第一辅助轮和第二辅助轮的侧面设置有圆弧形凹槽。
8.进一步地,所述水箱为喷淋式水箱,水箱喷淋管内设置有流量控制阀门。
9.进一步地,所述左托板和右托板上设置有角度调节机构,下托板上设置有高度调节机构。
10.一种φ12.5mm钢绞线表面防划伤方法,采用权利要求1-6任一项所述的高线表面
防划伤设备,其特征在于包含以下步骤:精轧机出来的红钢进入回温导槽内,回温导槽内腔的直径尺寸为φ25mm,每组滚动导卫之间的开口间距为20mm;回温导槽出来的红钢经过水箱进行降温,调节水箱内喷淋水量,控制经过水箱后的高丝温度在885℃~900℃之间;降温后的红钢送入吐丝机中吐丝,控制吐丝机的速度使之比精轧机的速度大0.6 m/s;然后控制吐丝机的速度以0.1 m/s的幅度进行增加或者减少,从而调节吐丝机的吐丝圈径使之在吐丝直到掉落至散冷辊道过程中不与偏导板接触;调整左托板和右托板的角度,同时调整下托板的高度,使吐丝掉落至散冷辊道过程中经过左托板、下托板和右托板之间从而进行左右位置的限位;调整散冷辊道两侧的对中辊的的间距位于1095mm~1115mm之间。
11.一种φ13mm弹簧钢表面防划伤方法,采用权利要求1-6任一项所述的高线表面防划伤设备,其特征在于包含以下步骤:精轧机出来的红钢进入回温导槽内,回温导槽内腔的直径尺寸为φ25mm,每组滚动导卫之间的开口间距为22mm;回温导槽出来的红钢经过水箱进行降温,调节水箱内喷淋水量,控制经过水箱后的高丝温度在865℃~880℃之间;降温后的红钢送入吐丝机中吐丝,控制吐丝机的速度使之比精轧机的速度大1.0 m/s;然后控制吐丝机的速度以0.1 m/s的幅度进行增加或者减少,从而调节吐丝机的吐丝圈径使之在吐丝直到掉落至散冷辊道过程中不与偏导板接触;调整左托板和右托板的角度,同时调整下托板的高度,使吐丝掉落至散冷辊道过程中经过左托板、下托板和右托板之间从而进行左右位置的限位;调整散冷辊道两侧的对中辊的的间距位于1090mm~1110mm之间。
12.本发明与现有技术相比,具有以下优点和效果:本发明的高线表面防划伤设备及其方法,通过对烘干产线通道的优化设计,从而降低了烘干与产线中槽体、板体等障碍物触碰摩擦的可能,减少了成品表面的划伤,提高了高线表面的质量。
附图说明
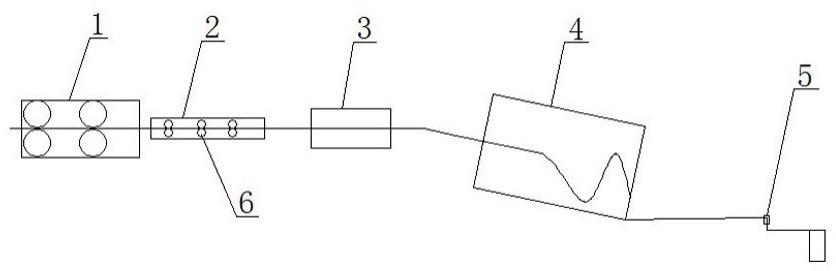
13.图1是本发明的一种高线表面防划伤设备的示意图。
14.图2是本发明的开度可调的滚动导卫的示意图。
15.图3是本发明的开度可调的滚动导卫的侧视图。
16.图4是本发明的吐丝机的示意图。
17.图5是本发明的对中辊的示意图。
具体实施方式
18.为了详细阐述本发明为达到预定技术目的而所采取的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清晰、完整地描述,显然,所描述的
实施例仅仅是本发明的部分实施例,而不是全部的实施例,并且,在不付出创造性劳动的前提下,本发明的实施例中的技术手段或技术特征可以替换,下面将参考附图并结合实施例来详细说明本发明。
19.实施例1:如图1所示,本发明的一种高线表面防划伤设备,包含依次顺序设置的精轧机1、回温导槽2、水箱3、吐丝机4和对中辊5,烘干经过精轧机1进行精轧后进入回温导槽2中,然后经过水箱3中进行冷却水喷淋对红钢进行降温,降温后的烘干送入吐丝机中吐丝后下料至散冷辊道上进行输送。回温导槽2内设置有若干组开度可调的滚动导卫6,滚动导卫6能够有效地将红钢限制在滚动导卫之间,从而避免红钢触碰到回温导槽的内壁。如图4所示,吐丝机4包含吐丝盘底板7、吐丝管8、偏导板9、左托板10、下托板11和右托板12,吐丝管8盘绕设置在吐丝盘底板7上,偏导板9固定在吐丝盘底板7的两侧,左托板10、下托板11和右托板12设置在偏导板9的下方。如图5所示,对中辊5设置在散冷辊道上,对中辊5采用螺杆调节式安装结构,通过调节对中辊5之间的间距,保证高丝位于散冷辊道中心。
20.若干组开度可调的滚动导卫6沿着回温导槽2的长度方向等间距设置。如图2和图3所示,开度可调的滚动导卫6包含第一辅助轮13、第二辅助轮14、第一辅助轮支架15、第二辅助轮支架16、第一螺杆17、第二螺杆18、第一螺套19和第二螺套20,第一辅助轮13转动设置在第一辅助轮支架15的一端端部,第一螺杆17的一端与第一辅助轮支架15的另一侧固定连接,第一螺杆17的另一端设置在第一螺套19内且与第一螺套19螺纹连接,第一螺套19转动设置在回温导槽2槽体上,第二辅助轮14转动设置在第二辅助轮支架16的一端端部,第二螺杆18的一端与第二辅助轮支架16的另一侧固定连接,第二螺杆18的另一端设置在第二螺套20内且与第二螺套20螺纹连接,第二螺套20转动设置在回温导槽2槽体上。第一螺套19和第二螺套20通过可转动轴套转动设置在回温导槽2的槽体上,槽体侧壁对应两个辅助轮位置开有供辅助轮穿过的开口,螺套的端部还设置有六角形结构方便通过工具来进行旋转调节,通过转动螺套从而控制相应螺杆沿轴向移动,从而调节两个辅助轮之间的间距。第一辅助轮13和第二辅助轮14相对设置在高丝的两侧并且第一辅助轮13和第二辅助轮14的侧面设置有圆弧形凹槽,红钢在两个辅助轮之间的凹槽内经过,形成良好的限位,避免了与回温导槽2内壁的接触,从而减少划伤。
21.水箱3为喷淋式水箱,水箱喷淋管内设置有流量控制阀门,方便对冷却水的喷淋的流量进行控制,从而实现对红钢经过水箱3的温度的控制。左托板10和右托板12上设置有角度调节机构,其可以采用转动轴配上螺帽锁紧结构进行定位,下托板11上设置有高度调节机构,可以采用丝杆结构进行高度调节。
22.实施例2:一种φ12.5mm钢绞线表面防划伤方法,包含以下步骤:精轧机出来的红钢进入回温导槽内,回温导槽内腔的直径尺寸为φ25mm,每组滚动导卫之间的开口间距为20mm;回温导槽出来的红钢经过水箱进行降温,调节水箱内喷淋水量,控制经过水箱后的高丝温度在885℃~900℃之间;降温后的红钢送入吐丝机中吐丝,控制吐丝机的速度使之比精轧机的速度大0.6 m/s;
然后控制吐丝机的速度以0.1 m/s的幅度进行增加或者减少,从而调节吐丝机的吐丝圈径使之在吐丝直到掉落至散冷辊道过程中不与偏导板接触;吐丝机与精轧机的速度调整范围为为-2m/s~ 2m/s;调整左托板和右托板的角度,同时调整下托板的高度,使吐丝掉落至散冷辊道过程中经过左托板、下托板和右托板之间从而进行左右位置的限位;调整左托板的角度,其调整范围为20
°
~30
°
,调整右托板的高度,其调整范围为20
°
~30
°
;调整散冷辊道两侧的对中辊的的间距位于1095mm~1115mm之间。
23.实施例3:一种φ13mm弹簧钢表面防划伤方法,包含以下步骤:精轧机出来的红钢进入回温导槽内,回温导槽内腔的直径尺寸为φ25mm,每组滚动导卫之间的开口间距为22mm;回温导槽出来的红钢经过水箱进行降温,调节水箱内喷淋水量,控制经过水箱后的高丝温度在865℃~880℃之间;降温后的红钢送入吐丝机中吐丝,控制吐丝机的速度使之比精轧机的速度大1.0 m/s;吐丝机与精轧机的速度调整范围为为0m/s~ 1.2m/s;然后控制吐丝机的速度以0.1 m/s的幅度进行增加或者减少,从而调节吐丝机的吐丝圈径使之在吐丝直到掉落至散冷辊道过程中不与偏导板接触;调整左托板和右托板的角度,同时调整下托板的高度,使吐丝掉落至散冷辊道过程中经过左托板、下托板和右托板之间从而进行左右位置的限位;调整左托板的角度,其调整范围为25
°
~35
°
,调整右托板的高度,其调整范围为25
°
~35
°
;调整散冷辊道两侧的对中辊的的间距位于1090mm~1110mm之间。
24.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质,在本发明的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本发明技术方案的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
