1.本发明涉及动力电池技术领域,具体为一种动力电池全自动分选装置。
背景技术:
2.动力电池即为工具提供动力来源的电源,多指为电动汽车、电动列车、电动自行车、高尔夫球车提供动力的蓄电池,其主要区别于用于汽车发动机启动的启动电池。多采用阀口密封式铅酸蓄电池、敞口式管式铅酸蓄电池以及磷酸铁锂蓄电池,高能量和高功率,动力电池拥有着高能量密度、高倍率部分荷电状态下(hrpsoc)的循环使用、工作温度范围宽(-30~65℃)、使用寿命长、安全可靠等优点,动力电池主要运用于汽车和摩托车行业,主要是为发动机的起动点火和车载电子设备的使用提供电能,其次运用于工业电力系统,用于输变电站、为动力机组提供合闸电流,为公共设施提供备用电源以及通讯用电源,最后是为电动汽车和电动自行车行业取代汽油和柴油,作为电动汽车或电动自行车的行驶动力电源。
3.在电池模组组装前,需要将单个电芯正负极按方向摆放在料框中,再对各个单电芯进行检测,分选出不良出来重新填充好的电芯进去,此过程中概率性出现电芯放反、检测ng的电芯未被分选出来等情况,现有技术通过人工检测正负极放反、人工挑选检测ng的电芯,不能准确无误的识别问题,即使选出ng品也无法准确识别ng原因,造成后续维修困难,并且不符合现在智能化的发展。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种动力电池全自动分选装置,解决了在电池模组组装前,需要将单个电芯正负极按方向摆放在料框中,再对各个单电芯进行检测,分选出不良出来重新填充好的电芯进去,此过程中概率性出现电芯放反、检测ng的电芯未被分选出来等情况,现有技术通过人工检测正负极放反、人工挑选检测ng的电芯,不能准确无误的识别问题,即使选出ng品也无法准确识别ng原因,造成后续维修困难,并且不符合现在智能化的发展的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种动力电池全自动分选装置,包括输送线,所述输送线的顶部固定安装有上框架,所述输送线的外表面固定安装有下框架,所述下框架的顶部固定安装有读码检测机构,所述下框架的顶部固定安装有抓取机构,所述输送线的顶部固定安装有分选输送线;
6.所述读码检测机构包括通过支架杆固定安装于下框架顶部的第一x向运动伺服电机,所述第一x向运动伺服电机的输出端通过联轴器固定安装有第一x向直线轨道,所述第一x向直线轨道的一侧固定安装有第一z向运动伺服电机,所述第一z向运动伺服电机的输出端通过联轴器固定安装有第一z向直线轨道,所述第一z向直线轨道的底部螺纹安装有探针检测模块,所述探针检测模块的一侧固定安装有扫码模块;
7.所述抓取机构包括通过支架杆固定安装于下框架顶部的第二x向运动伺服电机,
所述第二x向运动伺服电机的输出端通过联轴器固定安装有第二x向直线轨道,所述第二x向直线轨道的一侧固定安装有y向运动伺服电机,所述y向运动伺服电机的输出端通过联轴器固定安装有y向直线轨道,所述y向直线轨道的一侧固定安装有第二z向运动伺服电机,所述第二z向运动伺服电机的输出端通过联轴器固定安装有第二z向直线轨道,所述第二z向直线轨道的底部固定安装有机械手模块。
8.优选的,所述分选输送线包括通过固定杆与输送线的顶部固定安装有电芯可调限位模块,所述减速电机的顶部固定安装有输送带,所述电芯可调限位模块的外表面固定安装有减速电机。
9.优选的,所述探针检测模块通过螺栓与第一z向直线轨道的底部螺纹安装有探针可调轨道模组,所述探针可调轨道模组的顶部固定安装有探针限位防撞模组,所述探针可调轨道模组的底部固定安装有探针模组。
10.优选的,所述机械手模块通过固定板与第二z向直线轨道的底部固定安装有防撞限位组件,所述防撞限位组件的底部固定安装有夹爪气缸组件,所述感应开关组件的外表面固定安装有感应开关组件,所述夹爪气缸组件的左右两侧均固定安装有夹爪组件。
11.优选的,所述探针模组的数量有三个,其大小、形状均相同,所述探针模组的顶部固定安装有紧固夹块,其材质为塑胶材料。
12.优选的,所述第一x向运动伺服电机的外表面固定套接有固定内夹板,其材质为木质材料。
13.优选的,所述减速电机的数量有若干个,其大小、形状均相同。
14.优选的,所述输送线的底部固定安装有支撑底座,其材质为铁质材料,所述输送线的底部固定安装有万向轮,其数量有若干个。
15.有益效果
16.本发明提供了一种动力电池全自动分选装置。与现有技术相比具备以下有益效果:
17.该动力电池全自动分选装置,通过设置一种全自动分选装置,其全自动分选装置包括按顺序依次装配的输送线检测工位顶升机构、读码检测机构、抓取机构、探针检测机构,系统感应到整框电芯到位,输送线检测工位顶升机构顶起,读码检测机构自动进行扫码及检测作业记录检测数据及不良电芯。检测完成后,顶升机构复位,料框继续在输送线上流动,系统感应到料框到抓取机构位后,输送线抓取工位顶升机构顶起,抓取机构根据系统上工位检测和扫码数据自动识别不良电芯的位置,机械手夹取电芯放置到分选输送线上,分选输送线四个通道对应四种不良原因,抓取机构根据上工位检测数据自动识别抓取电芯的不良原因,放入对应的通道内,分选输送线感应到不良电芯落入后,自动运行往后传输一个位置,以此类推,待不良电芯通道放满后,设备会响起风鸣及亮起红色警报提醒人员过来收取,解决了现有技术通过人工检测正负极放反、人工挑选检测ng的电芯,不能准确无误的识别问题,即使选出ng品也无法准确识别ng原因,造成后续维修困难,并且不符合现在智能化的发展的问题。
附图说明
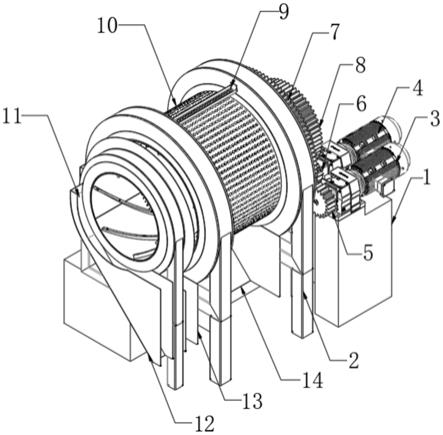
18.图1为本发明整体结构示意图;
19.图2为本发明中上框架的内部结构示意图;
20.图3为本发明中读码检测机构的整体结构示意图;
21.图4为本发明中抓取机构的整体结构示意图;
22.图5为本发明中分选输送线的整体结构示意图;
23.图6为本发明中探针检测模块的整体结构示意图;
24.图7为本发明中机械手模块的整体结构示意图。
25.图中:1、输送线;2、上框架;3、下框架;4、读码检测机构;5、抓取机构;6、分选输送线;41、第一x向运动伺服电机;42、第一x向直线轨道;43、第一z向运动伺服电机;44、第一z向直线导轨;45、探针检测模块;46、扫码模块;51、第二x向运动伺服电机;52、第二x向直线轨道;53、y向运动伺服电机;54、y向直线轨道;55、第二z向运动伺服电机;56、第二z向直线轨道;57、机械手模块;61、电芯可调限位模块;62、输送带;63、减速电机;451、探针限位防撞模组;452、探针可调轨道模组;453、探针模组;571、防撞限位组件;572、感应开关组件;573、夹爪气缸组件;574、夹爪组件。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1-7,一种动力电池全自动分选装置,包括输送线1,输送线1的顶部固定安装有上框架2,输送线1的外表面固定安装有下框架3,下框架3的顶部固定安装有读码检测机构4,下框架3的顶部固定安装有抓取机构5,输送线1的顶部固定安装有分选输送线6,读码检测机构4包括通过支架杆固定安装于下框架3顶部的第一x向运动伺服电机41,第一x向运动伺服电机41的输出端通过联轴器固定安装有第一x向直线轨道42,第一x向直线轨道42的一侧固定安装有第一z向运动伺服电机43,第一z向运动伺服电机43的输出端通过联轴器固定安装有第一z向直线轨道44,第一z向直线轨道44的底部螺纹安装有探针检测模块45,探针检测模块45的一侧固定安装有扫码模块46,抓取机构5包括通过支架杆固定安装于下框架3顶部的第二x向运动伺服电机51,第二x向运动伺服电机51的输出端通过联轴器固定安装有第二x向直线轨道52,第二x向直线轨道52的一侧固定安装有y向运动伺服电机53,y向运动伺服电机53的输出端通过联轴器固定安装有y向直线轨道54,y向直线轨道54的一侧固定安装有第二z向运动伺服电机55,第二z向运动伺服电机55的输出端通过联轴器固定安装有第二z向直线轨道56,第二z向直线轨道56的底部固定安装有机械手模块57,分选输送线6包括通过固定杆与输送线1的顶部固定安装有电芯可调限位模块61,减速电机63的顶部固定安装有输送带62,电芯可调限位模块61的外表面固定安装有减速电机63,探针检测模块45通过螺栓与第一z向直线轨道44的底部螺纹安装有探针可调轨道模组452,探针可调轨道模组452的顶部固定安装有探针限位防撞模组451,探针可调轨道模组452的底部固定安装有探针模组453,机械手模块57通过固定板与第二z向直线轨道56的底部固定安装有防撞限位组件571,防撞限位组件571的底部固定安装有夹爪气缸组件573,感应开关组件572的外表面固定安装有感应开关组件572,夹爪气缸组件573的左右两侧均固定安装有夹爪组
件574,探针模组453的数量有三个,其大小、形状均相同,探针模组453的顶部固定安装有紧固夹块,其材质为塑胶材料,第一x向运动伺服电机41的外表面固定套接有固定内夹板,其材质为木质材料,减速电机63的数量有若干个,其大小、形状均相同,输送线1的底部固定安装有支撑底座,其材质为铁质材料,输送线1的底部固定安装有万向轮,其数量有若干个。
28.使用时,通过设置一种全自动分选装置,其全自动分选装置包括按顺序依次装配的输送线检测工位顶升机构、读码检测机构2、抓取机构5、探针检测机构系统感应到整框电芯到位,输送线检测工位顶升机构顶起,读码检测机构2自动进行扫码及检测作业记录检测数据及不良电芯,检测完成后,顶升机构复位,料框继续在输送线上流动,系统感应到料框到抓取机构位5后,输送线抓取工位顶升机构顶起,抓取机构5根据系统上工位检测和扫码数据自动识别不良电芯的位置,机械手夹取电芯放置到分选输送线上,分选输送线四个通道对应四种不良原因,抓取机构5根据上工位检测数据自动识别抓取电芯的不良原因,放入对应的通道内,分选输送线感应到不良电芯落入后,自动运行往后传输一个位置,以此类推,待不良电芯通道放满后,设备会响起风鸣及亮起红色警报提醒人员过来收取。
29.同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
30.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
31.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。