1.本发明涉及锻造加工技术领域,具体为一种高淬透性高碳铬轴承钢锻件锻后冷却工艺。
背景技术:
2.现有高碳铬轴承钢锻件锻后冷却方式多采用锻后自然风冷或雾冷,锻后组织一般为索氏体组织。这种冷却方式受环境及锻件摆放位置等的影响,工艺过程极不稳定,对于精确的组织调控难于实现。
3.随着风力发电、大型辊压机等轴承产品尺寸、壁厚的增大,轴承零件对钢材淬透性的要求也越来越高。高淬透性高碳铬轴承钢(含cr:1.80-2.05、mo:0.5-0.6)因其良好的淬透性正逐步应用于轴承制造领域,但该类钢种锻后冷却存在突出的问题,主要体现在
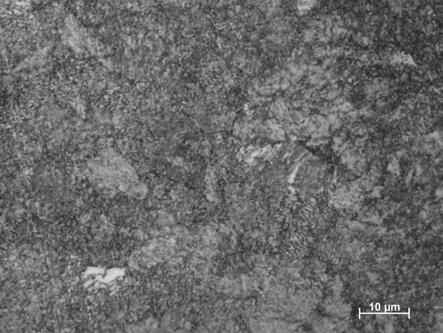
①
采用雾冷、风冷、空冷(三种方式冷速在30-50℃/min范围)等连续冷却工艺对锻件网状碳化物的消除效果有限,网状碳化物按gb/t34891评级时大于2.5级,如图1所示;
②
珠光体转变孕育期长,连续冷却时冷速不当过冷奥氏体会穿过珠光体区在低于钢材ms点时生成粗大针状马氏体组织,如图2所示,马氏体针相互撞击形成显微裂纹,裂纹长度通常3-15μm,如图3所示。
③
锻后粗大马氏体组织在后续热处理过程中有明显的组织遗传现象,造成晶粒粗大或混晶。
技术实现要素:
4.为解决上述技术问题,本发明提供一种高淬透性高碳铬轴承钢锻件锻后冷却工艺,其目的是既能消除锻后冷却过慢产生的不良网状碳化物组织,又避免马氏体组织生成,降低显微裂纹风险,并且解决了混晶问题。
5.本发明采用的技术方案是:一种高淬透性高碳铬轴承钢锻件锻后冷却工艺,步骤如下:s1、锻件终锻完成后,将锻件转入冷却介质中进行冷却步骤,从锻件终锻下机到转入冷却介质的转移时间控制在30s以内;s2、进入冷却步骤快速冷却,待锻件温度低于650℃时,停止冷却,将锻件移出;s3、将移出的锻件回炉保温,加热炉温度为600-650℃;回炉保温时间为2-2.5h;s4、保温结束后,移出锻件并自然冷却。
6.作为优选方案,所述s2步骤中,锻件的冷却速度需要大于100℃/min。
7.作为优选方案,所述s2步骤中,采用水冷 空冷交替冷却的方式,具体步骤如下:s2.1、将终锻完成的锻件转入水槽中冷却,水槽内水温为60-100℃,持续一定时间后,将锻件移出水槽,进行空冷一段时间;s2.2、继续按照水冷 空冷交替冷却的方式,将锻件冷却至所需温度时停止冷却。
8.作为优选方案,第一次水冷持续的时间为10s,后续水冷持续的时间为5s,每次空冷持续的时间为20s。
9.作为优选方案,所述s2步骤中,采用风机对锻件进行降温的方式。
10.作为优选方案,从锻件终锻下机到转入冷却介质的转移时间控制在10-20s之间。
11.本发明的有益效果是:本方案通过对高淬透性高碳铬轴承钢锻件锻后冷却工艺的创新设计,有效解决了该类型锻件锻后冷却网状碳化物及显微裂纹问题;具体为:将终锻完成后的锻件快速冷却,并设定冷却速度大于网状碳化物析出的临界冷速,避免了粗大网状碳化物析出,同时在冷却阶段当锻件温度低于650℃时,立即回炉保温,加热炉设定炉温为600-650℃,回炉保温时间为2-2.5h,在此温度范围等温有利于锻件在较短的孕育期内发生珠光体转变,形成平衡组织,打破组织遗传,消除混晶现象,同时等温消除了上一个步骤冷却过快造成的温度应力;保温结束后珠光体转变已基本完成,出炉空冷不会产生过大的组织应力,阻断了显微裂纹生成的相变条件。
附图说明
12.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
13.图1为现有技术下冷却后的锻件内部生成的网状碳化物组织示意图;图2为现有技术下冷却后的锻件内部生成的粗大针状马氏体组织示意图;图3为现有技术下冷却后的锻件表面形成的显微裂纹示意图;图4为本发明其中一种实施例的冷却工艺曲线图;图5为本发明实施例1获取的锻后片状珠光体组织示意图;图6为本发明实施例1获取的锻后碳化物分布示意图。
具体实施方式
14.下面,通过示例性的实施方式对本发明进行具体描述。然而应当理解,在没有进一步叙述的情况下,一个实施方式中的元件和特征也可以有益的结合到其他实施方式中。
15.本方案为一种高淬透性高碳铬轴承钢锻件锻后冷却工艺,具体步骤如下:步骤一、锻件终锻完成后,终锻温度约850-950℃,使用吊具将锻件转入冷却介质中进行冷却步骤,从锻件终锻下机到转入冷却介质的转移时间控制在30s以内;步骤二、进入冷却步骤快速冷却,使用红外测温仪进行锻件出水温度检测,待锻件温度低于650℃时,停止冷却,将锻件移出,通过终锻后的快速冷却,避免粗大网状碳化物析出;步骤三、将移出的锻件立即回炉保温,加热炉温度为600-650℃;回炉保温时间为2-2.5h,在此温度范围等温有利于锻件在较短的孕育期内发生珠光体转变,形成平衡组织,打破组织遗传,消除混晶现象,同时等温消除了步骤二冷却过快造成的温度应力;步骤四、保温结束后,移出锻件并空冷,由于保温结束后珠光体转变已基本完成,出炉空冷不会产生过大的组织应力,阻断了显微裂纹生成的相变条件。
16.本方案中,所述s2步骤中,锻件的冷却速度需要大于100℃/min,即为使锻件冷却
速度大于网状碳化物析出的临界冷速,从而避免粗大网状碳化物析出。
17.本方案中,所述s2步骤中,采用水冷 空冷交替冷却的方式,使用该方法操作者便于使用测温仪器观测锻件阶段冷却温度,具体步骤如下:s2.1、将终锻完成的锻件转入水槽中冷却,水槽内水温为60-100℃,持续一定时间后,将锻件移出水槽,进行空冷一段时间;s2.2、继续按照水冷 空冷交替冷却的方式,将锻件冷却至所需温度时停止冷却。
18.当采用水冷 空冷交替冷却的方式时,具体冷却工艺曲线如图4所示,当锻件出炉后快速进入水槽内,第一次水冷持续的时间为10s,之后空冷持续时间为20s,后续依次按照水冷5s、空冷20 s交替冷却,直到锻件温度低于650℃时,停止冷却,将锻件立即移出并回炉保温,保温结束后,进行空冷,处理结束。
19.需要说明的是:除了采用上述的水冷 空冷交替冷却的方式,还可以采用风机对锻件进行降温的方式。
20.本方案中,为了保证锻件的快速冷却,从锻件终锻下机到转入冷却介质的转移时间最佳控制在10-20秒之间。
21.实施例1、本实施例的高碳铬轴承钢制零件的热处理加工方法,零件为套圈,尺寸为φ700
×
φ620
×
120mm材料成分为见表1,包括以下步骤:表1套圈化学成分步骤一、该套圈锻造成型后,温度为850℃,将锻件转移至预定水槽冷却,转移时间20s;步骤二、锻件水淬 空冷经过4个循环后,锻件表面返红温度为620℃,通过快冷,过冷奥氏体来不及析出沿晶界分布的网状碳化物,达到消除网状碳化物的目的;步骤三、套圈出水后转移至预先设定好温度的加热炉中,温度设置为600℃,关闭炉门,炉温略微回升,保温2h,在此阶段奥氏体转变为珠光体,结合该材料cct曲线,珠光体从开始转变到结束,2h时间足够,在该阶段,锻件内部形成珠光体组织;步骤四、出炉后空冷,此时奥氏体已转变完全,相变停止,空气冷却不会产生组织应力,不会再发生组织转变,避免了马氏体的产生,进而避免了裂纹的出现。由于步骤一、二的综合作用,消除锻件内网状碳化物,等温形成平衡组织,保障了锻件内部质量。
22.锻件锻后金相检验结果:图5的组织为细片状索氏体 片状珠光体,锻后呈平衡组织,未发现针状马氏体及显微裂纹。
23.图6是该冷却工艺 球化退火后检验碳化物网状的情况,可见碳化物颗粒呈弥散均匀分布,未发现沿晶界分布的半网或全网,获得了理想的碳化物分布,有助于提高材料的力学性能。
24.应当指出,虽然通过上述实施方式对本发明进行了描述,然而本发明还可以有其
他的多种实施方式。在不脱离本发明精神和范围的前提下,熟悉本领域的技术人员显然可以对本发明做出各种相应的改变和变形,但这些改变和变形都应当属于本发明所附权利要求及其等效物所保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。