1.本发明属于打磨修复领域,具体涉及一种打磨片及其使用方法。
背景技术:
2.对于瓷砖、大理石、玻璃等产品,在使用过程中其表面无法避免的会出现划痕,而解决的方法则是采用打磨片对产品表面进行打磨修复。
3.现有的打磨片常由不同粒度(如50目、150目、300目、500目、1000目、2000目和6000目等)、不同型号的金刚石制备而成,然而其却存在如下弊端:
4.1、金刚石材质本身造价过高,限制了其应用;
5.2、在使用金刚石打磨片过程中,常常需要根据打磨的需求,不断更换粒度不同的打磨片;另外还需要加水进行湿磨才能保证打磨效果,操作繁琐。
技术实现要素:
6.为了解决现有技术存在的问题,本发明提供了一种打磨片及其使用方法。所述的打磨片,在干磨条件下能通过先粗磨再精磨的工序使待打磨面达到2000~3000目的细腻标准,避免了传统操作需不断加水湿磨、不断更换不同粒度打磨片的繁琐;且经测试,打磨时间由传统打磨的1h左右缩短到20min,大大缩短了作业时间,降低了材料和用工成本,综合功效提高了60~70%,施工质量及精细度可以和多道型号水磨片打磨后的质量相媲美。
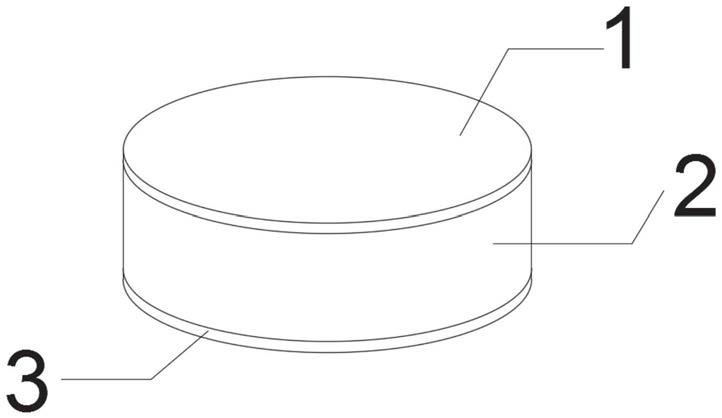
7.本发明的方案是,提供一种打磨片,包括面层、中层和打磨底层;
8.其中:所述面层、所述中层和所述打磨底层依次层级设置;
9.所述打磨底层由碳化硅研磨颗粒组成,所述碳化硅研磨颗粒的平均粒度为150目或320目。其中,平均粒度为150目的碳化硅研磨颗粒适用于瓷砖和大理石表面划痕粗、精磨去毛刺抛光处理;平均粒度为3200目的碳化硅研磨颗粒适用于玻璃表面的划痕粗、精磨去毛刺抛光处理。
10.优选地,所述面层为涤纶绒布层。
11.优选地,所述中层为海绵层。
12.在实际应用中,打磨片的直径约为45~55mm,中层海绵层的厚度约为5~7mm。
13.基于相同的技术构思,本发明的再一方案是,提供一种打磨片的使用方法,所述使用方法包括粗磨和精磨,所述粗磨方法为:转动打磨片,并保持打磨片与待打磨面呈20~30
°
打磨角,采用打磨底层边缘进行打磨;所述精磨方法为:转动打磨片,将打磨底层与待打磨面水平贴合进行打磨,平扫表面至折射光出现。需要强调的是,所述精磨是去除粗磨留下的毛刺,为化学镜面恢复做铺垫。
14.优选地,粗磨条件下,打磨片转速为1000~1500r/min。
15.优选地,精磨条件下,打磨片转速为2000~2500r/min。
16.具体的,打磨片在使用过程中会将打磨底层分为两个工作区,分别为粗磨工作区和精磨工作区,以便实现不同的作业目的。通常打磨底层为圆形,且会将圆形的边缘区域,
即环形设置为粗磨工作区,环形的宽度为打磨底层圆半径的1/3。在小型磨光机的带动下,打磨片的转速在1000~1500r/min时,可快速切削莫氏硬度为10h以下的瓷砖和大理石产品,打磨手法是快节奏、短距离推拉方式一层一层地将待打磨面剥离磨平来完成去除划痕的目的。
17.经过粗磨处理后的表面是粗糙的,需要进一步将表面磨到2000~3000目的细腻标准方能给后续的镜面恢复起到基础铺垫作用。粗磨后方可进行精磨去除表面毛刺,而精磨工作区则为打磨底层的全部区域。在作业时,通过小型磨光机将打磨片转速控制为2000~2500r/min,并将精磨工作区与待打磨面水平贴合,以平扫小幅度画圈且轻柔的手法使精磨工作区与待打磨面产生对撞,从而形成光洁的表面。需要强调的是,精磨工作区与待打磨面是通过平扫达到硬碰硬对撞摩擦产生光亮的表面,转速不能超过3000r/min,否则打磨片会因为高温而融化或变形。精磨检测标准为:精磨后的作业面隐约有朦胧的折射光,以折射光看到打火机火苗轮廓或看清电灯的灯丝为准。
18.本发明的有益效果为:
19.本发明所述的打磨片,在干磨条件下能通过先粗磨再精磨的工序使待打磨面达到2000~3000目的细腻标准,避免了传统操作需不断加水湿磨、不断更换不同粒度打磨片的繁琐;且经测试,打磨时间由传统打磨的1h左右缩短到20min,大大缩短了作业时间,降低了材料和用工成本,综合功效提高了60~70%,施工质量及精细度可以和多道型号水磨片打磨后的质量相媲美。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1是本发明所述打磨片的结构示意图;
22.图2是本发明所述打磨底层上,粗磨工作区的结构示意图;
23.图3是本发明所述打磨底层上,精磨工作区的结构示意图。
24.图中附图标记为:
25.1-面层;2-中层;3-打磨底层;31-粗磨工作区;32-精磨工作区。
具体实施方式
26.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
27.实施例1
28.本实施例提供一种打磨片,参考图1,包括面层1、中层2和打磨底层3;
29.其中:所述面层1、所述中层2和所述打磨底层3依次层级设置;
30.包括依次层级设置的面层1、中层2和打磨底层3;
31.所述打磨底层3由碳化硅研磨颗粒组成,所述碳化硅研磨颗粒的平均粒度为150目或320目。
32.作为可选的实施方式,所述面层1为涤纶绒布层。
33.作为可选的实施方式,所述中层2为海绵层。
34.实施例2
35.本实施例提供一种打磨片的粗磨方法,具体为:
36.选取莫氏硬度为9h的瓷砖作为待打磨产品,将打磨片转速控制为1000r/min,并保持粗磨工作区31与待打磨面呈20
°
打磨角进行打磨。打磨手法是快节奏、短距离推拉方式一层一层地将待打磨面剥离磨平来完成去除划痕的目的,最终达到表面平整,无原有瑕疵及划痕的效果。
37.实施例3
38.本实施例提供一种打磨片的粗磨方法,具体为:
39.选取莫氏硬度为9h的大理石作为待打磨产品,将打磨片转速控制为1500r/min,并保持粗磨工作区31与待打磨面呈30
°
打磨角进行打磨。打磨手法是快节奏、短距离推拉方式一层一层地将待打磨面剥离磨平来完成去除划痕的目的,最终达到表面平整,无原有瑕疵及划痕的效果。
40.实施例4
41.本实施例提供一种打磨片的精磨方法,具体为:
42.通过小型磨光机将打磨片转速控制为2000r/min,并将精磨工作区32与待打磨面水平贴合,以平扫小幅度画圈且轻柔的手法使精磨工作区32与待打磨面产生对撞,从而形成光洁的表面。需要强调的是,精磨工作区与待打磨面是通过平扫达到硬碰硬对撞摩擦产生光亮的表面,转速不能超过3000r/min,否则打磨片会因为高温而融化或变形。精磨检测标准为:精磨后的作业面隐约有朦胧的折射光,以折射光看到打火机火苗轮廓或看清电灯的灯丝为准。
43.实施例5
44.本实施例提供一种打磨片的精磨方法,具体为:
45.通过小型磨光机将打磨片转速控制为2500r/min,并将精磨工作区32与待打磨面水平贴合,以平扫小幅度画圈且轻柔的手法使精磨工作区32与待打磨面产生对撞,从而形成光洁的表面。需要强调的是,精磨工作区与待打磨面是通过平扫达到硬碰硬对撞摩擦产生光亮的表面,转速不能超过3000r/min,否则打磨片会因为高温而融化或变形。精磨检测标准为:精磨后的作业面隐约有朦胧的折射光,以折射光看到打火机火苗轮廓或看清电灯的灯丝为准。
46.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。