1.本发明涉及电子烟技术领域,尤其是一种电子烟及其生产工艺。
背景技术:
2.电子烟时一种非燃烧类的烟类替代性产品,它与普通香烟的某些特点相似,能够提神、满足吸烟者的快感和多年养成的使用习惯,但又与普通香烟有着本质上的不同。电子烟不燃烧、不含焦油、不含普通烟燃烧时产生的会导致呼吸系统与心血管系统疾病的460余种化学物质,从而去除了普通烟中的致癌物质,也不会对他人产生“二手烟”的危害及污染环境。
3.相关技术中,电子烟主要由烟杆、电池、油罐和电路板构成,电池、油罐和电路板均设置在烟杆内,电池的电极通过两根导线与电路板焊接,电路板设置有咪头来感应吸力的大小,油罐伸出两条电热阻丝与电路板焊接,油罐内具有烟油和雾化器,使用时,咪头根据吸力的大小改变电路中的电压,从而改变电路中的电流,进而使得电热阻丝在油罐的雾化器内产生大小不同的烟雾,从而达到吸力控制烟雾大小的过程。
4.针对上述中的相关技术,发明人认为,在将电池的电极通过两根导线与电路板焊接的过程中需要焊工操作,电路板的结构容易因焊接而受损,并且焊接过程为带电焊接,焊接要求高,使得电子烟成品的工艺质量取决于焊工的能力,易于造成电子烟成品的工艺质量差且耗费人工成本和时间成本。
技术实现要素:
5.为了避免在将电池与电路板进行连接的时候易于造成电路板的损伤,以及提高电子烟成品的质量并降低人工成本和时间成本,本技术提供一种电子烟及其生产工艺。
6.第一方面,本技术提供的一种电子烟,采用如下的技术方案:一种电子烟,包括电子烟本体,所述电子烟本体包括电池和电路板,所述电池的端部设置有盖帽,所述盖帽设置有连接所述电池正极的正极引脚和连接所述电池负极的负极引脚,所述电路板设置有正极端子和负极端子,所述正极引脚和所述负极引脚分别一一对应地插接于所述正极端子和所述负极端子,所述正极引脚与所述正极端子之间、所述负极引脚与所述负极端子之间均为过盈配合。
7.通过采用上述技术方案,正极引脚和负极引脚分别插接在正极端子和负极端子后,实现电池与电路板的电连接,此连接结构能够实现电池与电路板的免焊接连接,避免在将电池与电路板进行连接的时候易于造成电路板的损伤。
8.优选的,所述电子烟本体还包括烟杆和硅胶件,所述电池、所述硅胶件和所述电路板均设置在所述烟杆内,所述硅胶件位于所述电池的盖帽和所述电路板之间,所述电池的盖帽抵紧于所述硅胶件的端部,所述电路板与所述硅胶件之间间隔分布,所述硅胶件的外壁抵紧于所述烟杆的内壁;所述硅胶件开设有供所述正极引脚和所述负极引脚穿过的引脚孔;
所述电路板设置有咪头,所述咪头设置于所述电路板朝向所述硅胶件的一面,所述硅胶件开设有第一气孔,所述第一气孔对齐所述咪头,所述硅胶件朝向所述电池的盖帽的一面凹设有第一沉槽,所述第一沉槽的端部贯穿所述硅胶件的外壁,所述第一沉槽连通所述第一气孔。
9.通过采用上述技术方案,使用该电子烟吸气时,吸入的空气经过咪头并由硅胶件的第一气孔穿过硅胶件,在此过程中,咪头感应吸力的大小,此时由于第一气孔与咪头对齐,因此咪头能够更准确地感应到吸力的大小,同时,第一沉槽的开设则使得穿过硅胶件的空气能够进一步进入烟杆的内部,避免因电池的盖帽与硅胶件的抵紧而影响吸入的空气进一步进入烟杆内,另外,硅胶件具有弹性,使得硅胶件的外壁能够更好地抵紧烟杆的内壁,一方面能够保证硅胶件外壁与烟杆内壁之间的气密性,另一方面能够使硅胶件稳定设置于烟杆内,以提高烟杆内的零部件的结构稳定性。
10.优选的,所述硅胶件朝向所述电路板的一面开设有第二沉槽,所述第二沉槽的两端均贯穿所述硅胶件的外壁,所述第二沉槽位于所述硅胶件的端部的中部位置,所述第二沉槽与所述第一气孔连通。
11.通过采用上述技术方案,第二沉槽的开设对吸入的空气起到引流效果,便于吸入的空气由第二沉槽流至第一气孔处,另外第二沉槽的位置选择能够进一步提高其对空气的引流效果。
12.优选的,所述第一沉槽可开设多条,多条所述第一沉槽的端部均贯穿所述硅胶件的外壁,多条所述第一沉槽均连通所述第一气孔,多条所述第一沉槽均避让所述引脚孔。
13.通过采用上述技术方案,多条第一沉槽的开设进一步便于经过硅胶件的空气由电池的盖帽与硅胶件的抵接处排出,并且第一沉槽避让引脚孔后,能够减少吸入的空气经过电池端部的正极引脚和负极引脚的情况,提高安全性。
14.优选的,所述硅胶件朝向所述电路板的端部一体构造有配合端,所述引脚孔和所述第一气孔均贯穿所述配合端,所述第二沉槽开设于所述配合端,所述配合端的外壁沿安装方向呈波浪状。
15.通过采用上述技术方案,配合端外壁的波浪状结构能够增加配合端沿安装方向的变形能力,从而提高硅胶件沿安装方向的变形能力,提高硅胶件的适配性。
16.优选的,所述第一沉槽的槽底开设有第二气孔,所述第二气孔贯穿所述硅胶件朝向所述电路板的一端。
17.通过采用上述技术方案,第二气孔的开设一方面能够提高硅胶件适配不同位置的咪头的性能,另一方面能够进一步便于空气穿过硅胶件并由硅胶件的第一沉槽排出。
18.优选的,所述电子烟本体还包括油罐,所述油罐位于所述烟杆的头部与所述电池之间,所述油罐的两端均开设有呈十字形的第三沉槽,所述第三沉槽的端部均贯穿所述油罐端部的外壁。
19.通过采用上述技术方案,第三沉槽的开设用于将吸入烟杆内的空气引至油罐处,从而便于使用者更顺畅地吸入在油罐内产生的烟雾。
20.优选的,所述电路板的朝向所述烟杆尾部的一面设置有充电接口,所述充电接口可以为micro usb接口、type-c接口或lightning接口。
21.通过采用上述技术方案,通过不同类型的充电接口,使得电子烟的产品多样化,增
加使用者的使用选择。
22.第二方面,本技术提供的一种电子烟生产工艺,用于生产上述电子烟,采用如下的技术方案:s1:将从油罐伸出的两根电热阻丝通过机器焊接到电路板的焊盘上;s21:将带有正极引脚和负极引脚的盖帽套接在电池的端部;s22:使正极引脚和负极引脚穿过硅胶件至盖帽与硅胶件抵接,之后使正极引脚和负极引脚分别一一对应地过电路板的正极端子和负极端子至正极引脚和负极引脚分别卡紧于正极端子和负极端子;s3:将油罐、电池、电路板放入烟杆内进行组装。
23.通过采用上述技术方案,通过免焊接的方式实现了电池的电极与电路板的连接,该生产方式对工人的技术要求较低,降低了电子烟成品的质量对工人技术要求的依赖,使得电子烟成品的质量更好且更稳定,并有效降低了人工成本和时间成本。
24.优选的,在s22中,正极端子和负极端子设置在电路板的工艺为:多个电路板放置于治具中,之后将带有多组正极端子和负极端子的端子带放置于治具上,使多组正极端子和负极端子分别处于多个电路板的预焊接位置,再利用开孔的盖板将端子带压紧于治具上,最后将治具送入回流焊炉以使正极端子和负极端子焊接于电路板上。
25.通过采用上述技术方案,能够快速将多组正极端子和负极端子分别焊接在多个电路板上,进一步加快了生产效率。
26.综上所述,本技术包括以下至少一种有益技术效果:1.正极引脚和负极引脚分别插接在正极端子和负极端子后,实现电池与电路板的电连接,此连接结构能够实现电池与电路板的免焊接连接,避免在将电池与电路板进行连接的时候易于造成电路板的损伤;2.硅胶件的结构能够对吸入的空气起到引流效果,从而增强咪头的感应效果;3.通过免焊接的方式实现了电池的电极与电路板的连接,该生产方式对工人的技术要求较低,降低了电子烟成品的质量对工人技术要求的依赖,使得电子烟成品的质量更好且更稳定,并有效降低了人工成本和时间成本;4.快速将多组正极端子和负极端子分别焊接在多个电路板上,进一步加快了生产效率。
附图说明
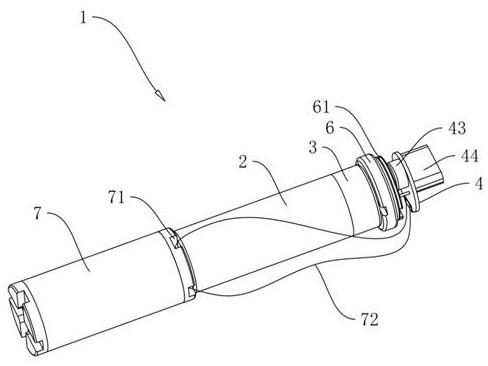
27.图1是本技术实施例一中电子烟的整体结构图;图2是本技术实施例一中电子烟的内部结构图;图3是本技术实施例一中电池、硅胶件与电路板之间的结构爆炸图;图4是本技术实施例一中电池、硅胶件与电路板之间的另一视角的结构爆炸图;图5是本技术实施例二中电子烟的内部结构图;图6是本技术实施例一中正极端子和负极端子的结构示意图。
28.附图标记说明:1、电子烟本体;2、电池;3、盖帽;31、正极引脚;32、负极引脚;4、电路板;41、正极端子;42、负极端子;43、咪头;44、充电接口;5、烟杆;51、吸嘴;52、底盖;6、硅胶件;61、配合端;62、引脚孔;63、第一气孔;64、第二气孔;65、第一沉槽;66、第二沉槽;7、油
罐;71、第三沉槽;72、电热阻丝;81、弹性卡脚;82、连接耳。
具体实施方式
29.以下结合附图1-6对本技术作进一步详细说明。
30.本技术实施例公开了一种电子烟。
31.实施例一,参照图1和图2,电子烟包括电子烟本体1,电子烟本体1包括烟杆5、油罐7、电池2、硅胶件6和电路板4。烟杆5为具有薄壁的长圆筒,烟杆5沿轴线具有两端圆形开口且两端圆形开口相互连通,烟杆5的头部和尾部分别插接有吸嘴51和底盖52,吸嘴51与烟杆5内部连通,底盖52开设有进气孔,使用者在使用该电子烟进行吸烟时,先是外部的空气从底盖52的进气孔被吸入,最后烟雾从吸嘴51处被吸出。油罐7、电池2、硅胶件6和电路板4均设置在烟杆5内并沿烟杆5的头部至尾部的方向依序分布。其中,油罐7内具有烟油和雾化器,油罐7内伸出有两根电热阻丝72,两根电热阻丝72焊接在电路板4的焊盘上,电热阻丝72通电后会发热并在油罐7内通过烟油和雾化器形成供使用者吸入的烟雾。电路板4的朝向电池2的一面设置有咪头43,咪头43能够感应使用者的吸力,并通过改变电压的方式来改变经过电热阻丝72的电流,从而实现根据使用者的吸力调改变烟雾大小的过程。
32.参照图1和图2,电池2的直径小于烟杆5的内径,以便于吸入的空气从电池2的外壁与烟杆5的内壁之间通过。电池2为电容式电池2,电池2的用于朝向电路板4的一端套接有盖帽3,盖帽3设置有用于连接电池2正极的正极引脚31和用于连接电池2负极的负极引脚32。对应的,电路板4开设有正极端子41和负极端子42,正极端子41和负极端子42分别一一对应地供正极引脚31和负极引脚32插接,正极引脚31与正极端子41之间以及负极引脚32和负极端子42之间均为过盈连接,使得正极引脚31和负极引脚32能够分别稳定地插接于正极端子41和负极端子42。正极引脚31和负极引脚32分别插接在正极端子41和负极端子42后,实现了电池2与电路板4的电连接,此连接结构能够实现电池2与电路板4的免焊接连接,避免在将电池2与电路板4进行连接的时候易于造成电路板4的损伤。
33.具体的,参照图3和图6,正极端子41和负极端子42均具有弹性卡脚81,以使得正极引脚31和负极引脚32可稳定插接于正极端41子和负极端子42内。正极端子41和负极端子42的两侧均具有连接耳82,正极端子41和负极端子42通过连接耳82连接于电路板4。
34.参照图3和图4,硅胶件6呈圆饼状,硅胶件6的外壁抵紧于烟杆5的内壁,硅胶件6具有弹性,能够使得硅胶件6更好地抵紧烟杆5的内壁,在保证硅胶件6的外壁与烟杆5的内壁之间的气密性的同时,能够使硅胶件6稳定地设置于烟杆5内,以提高烟杆5内的零部件的结构稳定性。硅胶的两端之间开设有供正极引脚31和负极引脚32穿过的引脚孔62,引脚孔62的形状尺寸对应正极引脚31和负极引脚32形状尺寸开设,且引脚孔62对应正极引脚31和负极引脚32的数量开设有两个。硅胶件6开设有第一气孔63,在本实施例中,第一气孔63为圆孔,第一气孔63的两端分别贯穿硅胶件6的两端,第一气孔63对齐咪头43。在使用该电子烟时,吸入的空气经过咪头43并由硅胶件6的第一气孔63穿过硅胶件6,在此过程中,由于第一气孔63与咪头43对齐,因此咪头43能够更准确地感应到吸力的大小。进一步的,硅胶件6的朝向电池2的一面凹设有第一沉槽65,在本实施例中,第一沉槽65的数量为两条,两条第一沉槽65相互连通且两条第一沉槽65均与第一气孔63连通,其中一条第一沉槽65的两端均贯穿硅胶件6的外壁,另一条第一沉槽65的一端贯穿硅胶件6的外壁,两条第一沉槽65均避让
两个引脚孔62,此时,两条第一沉槽65的开设便于经过硅胶件6的空气由电池2盖帽3与硅胶件6之间的抵接处排出,即便于空气从硅胶件6的朝向电池2的一端排出,并且两条第一沉槽65避让两个引脚孔62后,能够减少吸入的空气经过电池2端部的正极引脚31和负极引脚32的情况,从而提高安全性。进一步的,第一沉槽65的槽底均开设有第二气孔64,在本实施例中,第二气孔64同样为圆孔,第二气孔64由第一沉槽65的槽底贯穿至硅胶件6的朝向电路板4的一端,第二气孔64的开设一方面能够提高硅胶件6适配不同位置的咪头43的性能,另一方面能够进一步便于空气穿过硅胶件6并由第一沉槽65排出。另外,硅胶件6的朝向电路板4的一面凹设有第二沉槽66,第二沉槽66的两端均贯穿硅胶件6的外壁,第二沉槽66位于硅胶件6的端部的中部位置,并且第二沉槽66与第一气孔63连通。第二沉槽66的开设对吸入的空气起到引流效果,便于吸入的空气有第二沉槽66流至第一气孔63处,第二沉槽66位于硅胶件6的端部的中部位置则能进一步提高其对空气的引流效果。而为了增加硅胶件6沿安装方向的变形能力,提高硅胶件6的适配性,硅胶件6的朝向电路板4的端部一体构造有配合端61,配合端61同样呈圆饼状,配合端61的直径小于硅胶件6外壁的直径,配合端61的外壁沿安装方向呈波浪状,达到提高配合端61沿安装方向变形的效果,从而提高硅胶件6的变形能力和适配性能。具体的,引脚孔62、第一气孔63均贯穿配合端61,且第二沉槽66开设于硅胶件6的配合端61。
35.参照图2,油罐7的两端开设有呈十字形的第三沉槽71,第三沉槽71的端部均贯穿油罐7端部的外壁,第三沉槽71的开设用于将吸入烟杆5内的空气引至油罐7处,从而便于使用者更顺畅地吸入在油罐7内产生的烟雾。
36.实施例二,参照图5,与实施例一不同之处在于,电路板4的朝向烟杆5尾部的一面设置有充电接口44,充电接口44可以为micro usb接口、type-c接口或lightning接口,通过不同类型的充电接口44,使得电子烟的产品多样化,增加使用者的使用选择,在本实施例中,充电接口44为type-c接口。对应的,底盖52开设有供充电接口44穿出的充电口。
37.本技术实施例还公开了一种电子烟生产工艺,用于生产上述电子烟,包括:s1:将从油罐7伸出的两根电热阻丝72通过机器焊接到电路板4的焊盘上;s21:将带有正极引脚31和负极引脚32的盖帽3套接在电池2的端部;s22:使正极引脚31和负极引脚32穿过硅胶件6至盖帽3与硅胶件6抵接,之后使正极引脚31和负极引脚32分别一一对应地穿过电路板4的正极端子41和负极端子42至正极引脚31和负极引脚32分别卡紧于正极端子41和负极端子42,其中正极端子41和负极端子42设置在电路板4的工艺为:多个电路板4放置于治具中,之后将带有多组正极端子41和负极端子42的端子带放置于治具上,使多组正极端子41和负极端子42分别处于多个电路板4的预焊接位置,再利用开孔的盖板将端子带压紧于治具上,最后将治具送入回流焊炉以使正极端子41和负极端子42焊接于电路板4上;s3:将油罐7、电池2、电路板4放入烟杆5内进行组装。
38.在上述生产工艺中,通过免焊接的方式实现了电池2的电极与电路板4的连接,该生产方式对工人的技术要求较低,降低了电子烟成品的质量对工人技术要求的依赖,使得电子烟成品的质量更好且更稳定,并有效降低了人工成本和时间成本,同时,通过快速将多组正极端子41和负极端子42分别焊接在多个电路板4上,能够进一步加快了生产效率。
39.本技术实施例的一种电子烟及其生产工艺的实施原理为:正极引脚31和负极引脚
32分别插接在正极端子41和负极端子42后,实现电池2与电路板4的电连接,此连接结构能够实现电池2与电路板4的免焊接连接,避免在将电池2与电路板4进行连接的时候易于造成电路板4的损伤;通过免焊接的方式实现了电池2的电极与电路板4的连接,该生产方式对工人的技术要求较低,降低了电子烟成品的质量对工人技术要求的依赖,使得电子烟成品的质量更好且更稳定,并有效降低了人工成本和时间成本。
40.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。