一种防堵式3d打印储粉装置
技术领域
1.本发明涉及3d打印技术领域,具体涉及一种防堵式3d打印储粉装置。
背景技术:
2.激光选区熔化金属3d打印技术(selective laser melting,slm)采用精密聚焦激光光斑快速熔化预置铺好的一层层金属粉末,几乎可以直接获得任意形状以及具有完全冶金结合的功能零件,是目前用途最广的金属增材制造技术之一。slm技术可以制备高性能、高致密度、高精度等的复杂精密零件,已被广泛应用于航空航天、医疗和汽车等领域钢、钛合金、高温合金、铝合金零件的制备。
3.slm打印技术的送粉方式主要有上送粉和下送粉两种。其中,上送粉可以不停机换粉,实现不间断打印,具有高效、适合打印大尺寸构件等优点。当前,在上送粉式3d打印系统中,送粉方式大多采用自重力落料到铺粉装置中,在此运转过程中,细小的金属粉末容易团聚在出粉口处,从而出现出粉口卡阻而无法持续供料的问题,最终导致打印工作停止进行,严重制约了打印过程的可靠性。如何保证送粉过程中粉末能够稳定、流畅地落到铺粉装置中,是实现高效率打印必须解决的问题。
4.例如,中国实用新型专利“储粉容器”(申请号201820826121.5,授权公告号cn 208322118u,授权公告日2019.01.04)中公开了一种3d打印设备用储粉送料容器,该容器完全通过重力落粉方式输送粉末,当粉末堆积到底部出粉口后,由于储粉送料容器内部上方会形成负压区,因此导致出粉口出粉困难,影响打印效率。
技术实现要素:
5.针对上述现有技术的缺陷,本发明提供了一种防堵式3d打印储粉装置,包括:整体呈倒圆锥形的储粉仓,所述储粉仓上端的尺寸宽于其下端的尺寸,所述储粉仓的顶部设有进粉口,底端设置出粉口,所述储粉仓内设有一传输管,所述传输管的上端位于所述进粉口处,下端位于所述出粉口处,用于连通所述储粉仓内部的上方空间与底部空间。
6.可选地,所述进粉口处安装有进粉控制阀,所述出粉口处安装有出粉控制阀。
7.可选地,所述储粉仓外侧设有圆柱形的外部保护壳。
8.可选地,还包括一叉运槽,所述储粉仓通过所述外部保护壳的底部架设在所述叉运槽上。
9.可选地,所述储粉仓顶部设有宽口径的清理口以及与所述清理口相配的清理口盖子,所述进粉口以及进粉控制阀安装在所述清理口盖子上。
10.可选地,所述清理口盖子上设有一与打印仓相连的通气管,用于连接所述储粉仓内部空间与打印仓的内部空间。
11.可选地,所述传输管的上端部贴合于所述清理口的边缘处,所述传输管的下端部贴合于所述出粉口处。
12.可选地,所述清理口盖子上还设有泄气阀。
13.可选地,所述传输管采用不锈钢材质制成,其内径为5-15mm。
14.由于上述技术方案运用,本发明与现有技术相比具有下列优点:
15.本技术提供的防堵式3d打印储粉装置,通过优化设计实现了储粉容器上部空间与出粉口处的气压平衡,提高了粉末的流动性,可以避免粉末卡阻在出粉口,实现持续稳定的输送粉末到打印设备中,确保铺粉打印工作高效运行。
16.本技术结构简单,无需额外操作,有效解决了上送粉式打印设备在送粉环节发生粉末卡阻,导致打印过程不稳定的问题,提高了粉末的送粉效率,保证了铺粉打印工作高效运行,同时便于清理内腔。
附图说明
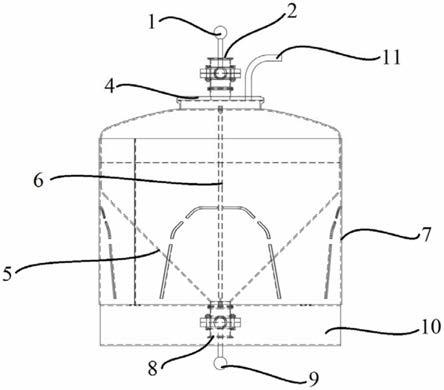
17.图1为本技术一个实施例的防堵式3d打印储粉装置的主视图;
18.图2为图1所示防堵式3d打印储粉装置的侧视图;
19.图3是图1所示防堵式3d打印储粉装置的俯视图。
20.附图标记:
21.进粉控制阀-1;进粉口-2;泄气阀-3;清理口盖子-4;储粉仓-5;
22.传输管-6;外部保护壳-7;出粉口-8;出粉控制阀-9;叉运槽-10;
23.通气管-11。
具体实施方式
24.结合附图及实施例对本发明作进一步描述:
25.图1为本技术一个实施例的防堵式3d打印储粉装置的主视图;图2为图1所示防堵式3d打印储粉装置的侧视图;图3是图1所示防堵式3d打印储粉装置的俯视图。参见图1-图3,所示的防堵式3d打印储粉装置,包括:整体呈倒圆锥形的储粉仓5,所述储粉仓5上端的尺寸宽于其下端的尺寸,所述储粉仓5的顶部设有进粉口2,底端设置出粉口8,粉末由上方的进粉口2进入储粉仓5,最后再从下方的出粉口8出来。所述储粉仓5内设有一传输管6,所述传输管6的上端位于所述进粉口2处,下端位于所述出粉口 8处,用于连通所述储粉仓5内部的上方空间与底部空间。
26.本技术提供的防堵式3d打印储粉装置,通过优化设计实现了储粉容器上部空间与出粉口8处的气压平衡,提高了粉末的流动性,可以避免粉末卡阻在出粉口8,实现持续稳定的输送粉末到打印设备中,确保铺粉打印工作高效运行。
27.本技术结构简单,无需额外操作,有效解决了上送粉式打印设备在送粉环节发生粉末卡阻,导致打印过程不稳定的问题,提高了粉末的送粉效率,保证了铺粉打印工作高效运行,同时便于清理内腔。
28.参见图1,所述进粉口2处安装有进粉控制阀1,所述出粉口8处安装有出粉控制阀9。通过进粉控制阀1可实现打开进粉口2或关闭进粉口2的目的。通过出粉控制阀9可实现打开出粉口8或关闭出粉口8的目的。
29.所述清理口盖子4上还设有泄气阀3。所述储粉仓5外侧设有圆柱形的外部保护壳7。所述储粉仓5通过所述外部保护壳7的底部架设在叉运槽10 上。当粉末周转装置需要安装时,利用叉车通过叉运槽10将储粉装置放置在打印机铺粉装置上端。
30.参见图1,所述储粉仓5顶部设有宽口径的清理口以及与所述清理口相配的清理口盖子4,所述进粉口2以及进粉控制阀1安装在所述清理口盖子 4上。当需要切换不同牌号粉末时,可打开清理口盖子4,通过清理口将罐体内部清理干净,有效防止粉末交叉污染。便于清理内腔。
31.在上述优选实施例中,所述清理口盖子4上设有一与打印仓相连的通气管11,用于连接所述储粉仓5内部空间与打印仓的内部空间。由此,可进一步减少储粉仓5内粉末上方的负压区,使粉末能顺利从出粉口8处流出。
32.所述传输管6的上端部贴合于所述清理口的边缘处,所述传输管6的下端部贴合于所述出粉口8处。
33.本技术所采用的传输管6采用不锈钢材质制成,其内径为5-15mm。
34.本技术提供的防堵式3d打印储粉装置在使用时采用如下的步骤:
35.步骤s1:利用叉车通过叉运槽10将储粉装置放置在打印机铺粉装置上端,关闭进粉控制阀1和出粉控制阀9,将送料装置出粉口8与储粉装置进粉口2连接,将铺粉装置进粉口2与出粉口8连接。
36.步骤s2:打开进粉控制阀1,送料装置通过进粉口2定量输送金属粉末至储粉仓5中;
37.步骤s3:当定量粉末全部进入储粉仓5后,关闭进粉控制阀1;
38.步骤s4:在打印时,由于传输管6道连通了储粉装置内部上方空间与出粉口8,可防止储粉仓5内的上下空间出现压力差,因此,打开出粉控制阀 9后,满足打印工艺要求的粉末可流畅地进入铺粉器;
39.步骤s5:当要切换不同牌号粉末时,可打开清理口盖子4,通过清理口将罐体内部清理干净,有效防止粉末交叉污染。
40.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
