1.本实用新型涉及模具领域,尤其是涉及一种止回阀蜡模成型模具。
背景技术:
2.止回阀是指启闭件为圆形阀瓣并靠自身重量及介质压力产生动作来阻断介质倒流的一种阀门。属自动阀类,又称逆止阀、单向阀、回流阀或隔离阀。通常止回阀的阀体上设置有相通的进口、出口以及开口,进口与出口呈相对设置,工作时介质只能从进口流入,从出口流出。开口的设置便于对阀体内部的止回组件进行安装,后期开口将通过阀盖进行盖合。
3.工业上在对阀体进行加工时,通过采用蜡模精密铸造,铸造方法是:先把要做的阀体铸件用蜡料在模具内制成模型,并把模型用同种材料焊接到浇口棒上,制成模组。在模组表面蘸上耐火涂料(水玻璃或硅溶胶与细砂的混合物),再洒上耐火砂,(沾浆、撒砂要反复数次,使砂层足够厚),待其干燥固化后,给模组加热,把蜡料从浇口处脱出,形成空壳。将空壳焙烧,使之成为坚固的砂模,将金属液体从浇口浇入,冷凝后,就得到了毛坯铸件。
4.在制作上述阀体蜡模时,为了使蜡模内部形成空心结构,通常会将用于成型蜡模的内芯放置在模具的型腔中,注入蜡料时在内芯的格挡下便能使成型的蜡模内部形成空心结构。当蜡模成型后再将内芯分别从阀体蜡模的进口、出口以及开口抽出。相关技术中为了提高蜡模的生产效率,在同一模具上将会设置多组蜡模的型腔,但是原先的模具通常只能实现单一品种的生产,且只能手工操作从而导致生产效率较低,有待提高。
技术实现要素:
5.为了改善部分内芯难以顺利从蜡模内抽出的情况,本技术提供一种止回阀蜡模成型模具。
6.一种止回阀蜡模成型模具,包括有模体,所述模体上设置有多组用于成型不同蜡模的型腔;所述型腔内放置有用于成型蜡模内部空心结构的内芯;所述模体外侧壁上设置有靠近内芯的抽芯组件,所述抽芯组件包括有拉钩,所述拉钩沿各自相对内芯的抽芯方向滑移;相邻的所述内芯之间设置有连杆组件,所述连杆组件一端与其中一组拉钩联动,所述连杆组件另一端与另一组型腔内的内芯联动。
7.通过采用上述技术方案,将抽芯组件上的拉钩与各自相对的内芯进行连接后,通过将拉钩沿各自相对内芯的抽芯方向移动,此时在拉钩的作用下便能将与拉钩相对的内芯顺利从型腔内抽出;抽芯时随着拉钩的滑移,通过设置在拉钩上的连杆组件,将带动另一组型腔内的内芯同步从各自所在型腔内抽出,从而保证了部分内芯能更加顺利的从各自的型腔内抽出;方便了部分内芯的抽芯工作,使抽芯工作更加便捷。
8.可选的,所述抽芯组件还包括有设置在模体外侧壁上的安装架,所述安装架上沿抽芯方向滑动设置有滑座,所述拉钩设置在滑座上;所述连杆组件包括有设置在滑座上的拉杆,以及设置在所述拉杆上的插杆;所述插杆插入在另一组型腔内的内芯内。
9.通过采用上述技术方案,安装架能将滑座进行限位,使滑座能稳定滑动在安装架内,从而保证了设置在滑座上的拉钩能更加稳定的将各自相对的内芯从型腔内抽出;在将拉杆进行安装时,先将拉杆一端与滑座连接,接着再将拉杆上的插杆插入在另一组型腔内的内芯内,此时便完成了连杆组件的安装,整个安装过程十分方便快捷。
10.可选的,所述拉杆活动插设在滑座上,所述拉杆上设置有靠近滑座的腰型孔,所述滑座上设置有插入至腰型孔内的限位杆,所述限位杆通过腰型孔与拉杆相对位移。
11.通过采用上述技术方案,在将拉杆与滑座进行安装时,先将拉杆一端插入在滑座上;接着再将限位杆插入在腰型孔内,此时便实现了拉杆与滑座的活动连接,当需要将拉杆与滑座进行拆卸时,通过将限位杆从腰型孔内抽出,以解除拉杆与滑座的锁定,此时便能将拉杆从滑座内顺利拔出;由于拉杆两侧的内芯的抽芯行程难免存在差异,腰型孔的设置弥补了抽芯行程上的差异,保证了拉杆在抽芯时,拉杆两端的内芯均能顺利从各自的型腔内抽出。
12.可选的,所述型腔沿模体边沿设置,所述型腔还包括有阀盖成型槽与阀板成型槽。
13.通过采用上述技术方案,将型腔沿模体边沿设置,从而使模体能留出足够空间设置阀盖成型槽与阀板成型槽,进而使得模体的空间布局更加合理,优化了模体的整体布局。
14.可选的,所述模体上设置有靠近内芯的让位槽,所述让位槽与相邻的型腔连通。
15.通过采用上述技术方案,当需要将除与抽芯组件相对的其余内芯从型腔内抽出时,通过让位槽能供工具或人工的手指伸入,并将内芯从所在型腔内顺利抽出。
16.可选的,靠近所述抽芯组件的内芯包括有相互贴合的第一芯体与第二芯体;所述第一芯体与第二芯体相互独立;所述第一芯体上设置有用于与拉钩相互扣合的卡钩。
17.通过采用上述技术方案,将靠近抽芯组件的内芯分成相互独立的第一芯体与第二芯体,从而能将体积相对较大的内芯分成体积相对较小的两部分;当拉钩将第一芯体从所在型腔内抽出后,位于同一型腔内的第二芯体便将与第一芯体分离,此时第二芯体在撤去第一芯体的限位后,人工便能顺利将第二芯体从蜡模内取出。
18.可选的,所述模体上设置有靠近抽芯组件的限位槽,所述限位槽与型腔相通;所述第二芯体上设置有滑动在限位槽内的限位片。
19.通过采用上述技术方案,当将第二芯体放置在对应的型腔内并安装到位后,限位片将与限位槽靠近相邻型腔的内侧壁贴合,通过二者的相互贴合能对第二芯体的最大移动范围进行限位,预防第二芯体过度插入至型腔内。
20.可选的,所述第一芯体上设置有与限位片相对的限位块;所述限位块滑动设置在限位槽内。
21.通过采用上述技术方案,当将第一芯体放置在对应的型腔内并安装到位后,第一芯体将与第二芯体相互贴合,此时限位块将与限位片相互贴合,在限位块的作用下能将限位片进一步限位,使限位片更加稳定的与限位槽的内侧壁贴合。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.将型腔沿模体边沿设置,从而使模体能留出足够空间设置阀盖成型槽,进而使得模体的空间布局更加合理,优化了模体的整体布局。抽芯时随着拉钩的滑移,通过设置在拉钩上的连杆组件,将带动另一组型腔内的内芯同步从各自所在型腔内抽出,从而保证了部分内芯能更加顺利的从各自的型腔内抽出;方便了部分内芯的抽芯工作,使抽芯工作更加
便捷。
附图说明
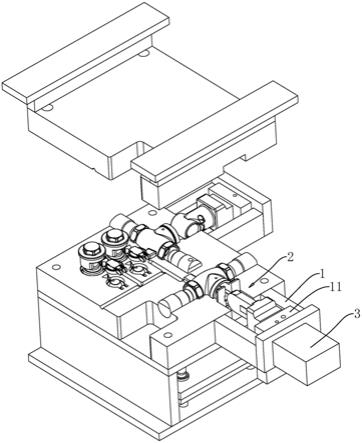
24.图1是本技术实施例将蜡模制作成型后的局部结构爆炸示意图。
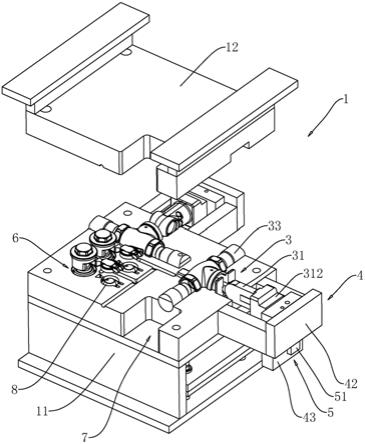
25.图2是图1隐藏部分蜡模后的局部结构示意图。
26.图3是凸显抽芯组件与连杆组件的局部结构爆炸示意图。
27.图4是图2中凸显滑孔处的局部结构示意图。
28.附图标记说明:
29.1、模体;11、下模;111、滑孔;12、上模;13、限位槽;2、型腔;3、内芯;31、第一芯体;311、卡钩;312、限位块;32、第二芯体;321、限位片;33、封堵塞;4、抽芯组件;41、拉钩;42、安装架;43、滑座;431、限位杆;5、连杆组件;51、拉杆;511、腰型孔;52、插杆;6、阀盖成型槽;7、让位槽;8、阀板成型槽。
具体实施方式
30.以下结合附图1-4对本技术作进一步详细说明。
31.本技术实施例公开一种止回阀蜡模成型模具。参照图1、图2,止回阀蜡模成型模具包括有模体1,模体1包括有相互盖合的下模11以及上模12。下模11与上模12上均设置有用于成型蜡模的型腔2,型腔2内放置有用于成型蜡模内部空心结构的内芯3。下模11的外侧壁上安装有用于将内芯3从各自型腔2内抽出的抽芯组件4。
32.如图1、图2所示,型腔2的数量可根据实际模具的大小进行增减,本实施例型腔2的数量为两组,相应的抽芯组件4同样设置有两组。并且抽芯组件4分别位于各自相邻的型腔2一侧。
33.如图2、图3所示,位于同一型腔2内的内芯3包括有相互贴合的第一芯体31以及第二芯体32,第一芯体31与第二芯体32相互独立。第一芯体31与第二芯体32用于将阀体蜡模的开口处进行封堵。本实施例中第二芯体32的数量为两组,第二芯体32呈对称设置在第一芯体31两侧。抽芯组件4位于各自相邻的第一芯体31一侧,第一芯体31朝向抽芯组件4的侧壁上设置有卡钩311。抽芯组件4包括有固定安装在下模11上的安装架42,安装架42内滑动设置有滑座43,滑座43沿各自相对的第一芯体31的抽芯方向滑动。滑座43朝向各自相对第一芯体31的侧壁上安装有拉钩41,拉钩41与卡钩311呈相对设置。通过将滑座43向靠近第一芯体31的方向移动,最终拉钩41将与各自相对的卡钩311相互扣合,随后通过将滑座43向远离第一芯体31的方向移动,第一芯体31便能从各自所在的型腔2内抽出。当拉钩41将第一芯体31从所在型腔2内抽出后,位于同一型腔2内的第二芯体32便将与第一芯体31分离,此时第二芯体32在撤去第一芯体31的限位后,人工便能顺利将第二芯体32从蜡模内取出。
34.如图2、图3所示,模体1上设置有开口朝向相邻滑座43的限位槽13,限位槽13与相邻的型腔2相通。第二芯体32背离第一芯体31的侧壁上一体成型有位于限位槽13内的限位片321,限位片321跟随各自的第二芯体32滑动设置在限位槽13内。当将第二芯体32放置在对应的型腔2内并安装到位后,限位片321将与限位槽13靠近相邻型腔2的内侧壁贴合,通过二者的相互贴合能对第二芯体32的最大移动范围进行限位。第一芯体31靠近滑座43的一端一体成型有同样位于限位槽13内的限位块312,限位块312与两侧的限位片321相对。并且限
位块312跟随第一芯体31滑动设置在限位槽13内,卡钩311设置在限位块312上。
35.如图2、图3所示,位于同一型腔2内的内芯3还包括有两组呈对称设置的封堵塞33,位于同一型腔2内的两组封堵塞33的中心轴呈同轴设置。封堵塞33用于分别将阀体蜡模的进口与出口进行封堵。模体1上设置有靠近其中一组封堵塞33的让位槽7,让位槽7位于该封堵塞33背离所在型腔2的一侧,并且让位槽7与该封堵塞33所在的型腔2相通。
36.如图2、图3所示,位于不同型腔2内的封堵塞33的中心轴相互垂直。靠近让位槽7一侧的滑座43上安装有用于将位于另一型腔2内的相邻封堵塞33抽出的连杆组件5。连杆组件5位于下模11上,连杆组件5包括有一端设置在滑座43上的拉杆51,以及设置在拉杆51另一端上的插杆52。拉杆51活动插设在滑座43的底部,并且拉杆51上设置有靠近滑座43的腰型孔511,腰型孔511的长度方向沿滑座43的抽芯方向延伸。滑座43上安装有插入至腰型孔511内的限位杆431,限位杆431通过腰型孔511与拉杆51保持相对位移。
37.如图3、图4所示,下模11上设置有供插杆52沿相应封堵塞33抽芯方向滑移的滑孔111,插杆52从滑孔111的底部插入,并从滑孔111上方穿出,穿出后的插杆52插入在位于另一组型腔2内且靠近限位杆431的封堵塞33上。
38.如图2所示,两组型腔2沿模体1的边沿分布,模体1上形成有位于相邻两组型腔2之间的阀盖成型槽6与阀板成型槽8,阀盖成型槽6与阀板成型槽8用于分别成型与阀体相适配的阀盖与阀板组件。
39.本技术实施例一种止回阀蜡模成型模具的实施原理为:
40.将抽芯组件4上的拉钩41与各自相对的内芯3进行连接后,通过将拉钩41沿各自相对内芯3的抽芯方向移动,此时在拉钩41的作用下便能将与拉钩41相对的内芯3顺利从型腔2内抽出。抽芯时随着拉钩41的滑移,通过设置在拉钩41上的连杆组件5,将带动另一组型腔2内的封堵塞33同步从各自所在型腔2内抽出,从而保证了部分封堵塞33能更加顺利的从各自的型腔2内抽出。方便了部分内芯3的抽芯工作,使抽芯工作更加便捷。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。