1.本实用新型涉及一种用于低压铸造新能源汽车的铝合金制品模具,特别是一种用于低压铸造新能源汽车产品模具的镶件。
背景技术:
2.随着汽车轻量化的盛行,铝合金制品逐渐进入汽车领域,凭借质轻、美观、强度较高、耐腐蚀、易于加工等众多优势逐渐风靡一时。但铝合金金制品有个常见的通病,在铝液充填过程中会因为工艺参数设置不准确或者人为操作不当一系列不可控因素,导致气孔、缩孔的产生,极大地影响了产品的合格率,无形间给企业增加了生产成本。如:乘用汽车用常见副车架结构,因其结构复杂,是一种有弯曲且高度落差较大的空心壳体,一般采用低压铸造来成型。在成型过程中常常会因为凝固时补缩不足导致部分区域产生缩孔缺陷,导致产品合格率极具下降。根据x-ray检测结果显示,产品中间管口上模位置处有缩松缩孔缺陷,且都是大批量的缺陷,产生了大量的报废,不但带来了大量的经济损失,还影响了产品的交期。
技术实现要素:
3.本实用新型的目的是为了克服以上的不足,提供一种用于低压铸造新能源汽车产品模具的镶件。
4.本实用新型的目的通过以下技术方案来实现:一种用于低压铸造新能源汽车产品模具的镶件,包括与模具中上模芯连接的本体,本体上设有冒口、钨钢镶件和冷却水管,冒口靠近产品的一侧设有冒口颈,靠近产品一侧的冒口颈直径小于靠近冒口一侧的冒口颈直径,冒口颈由短颈边和长颈边组成,短颈边为直边,长颈边为“s”型边。
5.本实用新型的进一步改进在于:本体的周边上设有多个螺栓孔,本体与上模芯之间采用螺丝固定。
6.本实用新型的进一步改进在于:本体上还设有多个顶针孔,顶针孔均匀分布。
7.本实用新型的进一步改进在于:靠近产品一侧的冒口颈直径为33mm,靠近冒口一侧的冒口颈直径为45mm。
8.本实用新型的进一步改进在于:短颈边的长度为28mm,长颈边的长度为54mm。
9.本实用新型的进一步改进在于:长颈边的一端与冒口相切。
10.本实用新型与现有技术相比具有以下优点:
11.镶件的使用是为了方便修改加工模具,且容易更换,能延长模具的使用寿命;此种冒口颈的设计可以在有限的空间下增加对产品起到了较好的补缩作用,有利于缺陷位置的排气,减少气孔类缺陷,一定程度上保证产品的质量。
12.附图说明:
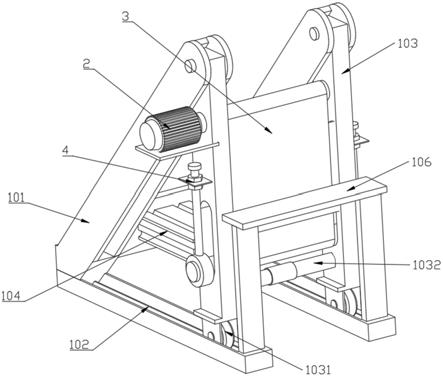
13.图1为本实用新型的结构示意图;
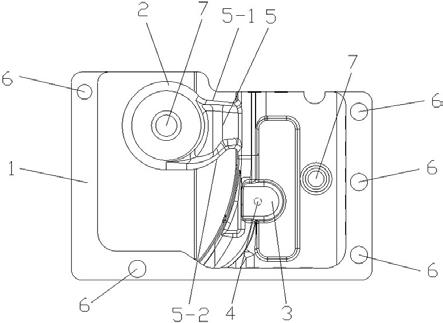
14.图2为冒口和冒口颈的结构示意图;
15.图中标号:1-本体、2-冒口、3-钨钢镶件、4-冷却水管、5-冒口颈、5-1-短颈边、5-2-长颈边、6-螺栓孔、7-顶针孔。
16.具体实施方式:
17.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。在本实用新型的一种实施方式中描述的元素和特征可以与一个或更多个其它实施方式中示出的元素和特征相结合。应当注意,为了清楚的目的,说明中省略了与本实用新型无关的、本领域普通技术人员已知的部件和处理的表示和描述。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.如图1和图2示出了本实用新型一种用于低压铸造新能源汽车产品模具的镶件的一种实施方式,镶件的使用是为了方便修改加工模具,且容易更换,能延长模具的使用寿命。镶件包括与模具中上模芯连接的本体1,即本体1的周边上设有多个螺栓孔6,本体1与上模芯之间采用螺丝固定,更换方便,能延长模具的使用寿命。
19.本体1上设有冒口2、钨钢镶件3和冷却水管4,冒口2靠近产品的一侧设有冒口颈5,冒口颈5用于连接冒口2和产品,靠近产品一侧的冒口颈直径小于靠近冒口一侧的冒口颈直径,其冒口颈的设计原理为:越靠近产品部位越窄,越靠近冒口部位越宽,用以给产品进行充分补缩。
20.由于镶件本体的上侧壁厚不足,如果强行缩短冒口颈的两侧颈长,会造成镶件强度达不到要求,产生开裂。所以,冒口颈5的一侧颈短,一侧颈长,即冒口颈5由短颈边5-1和长颈边5-2组成,能够防止冒口颈位置冷却过快,增大冒口对产品的补缩;短颈边5-1为直边,长颈边5-2为“s”型边,“s”型边使长颈边的长度加长到最大程度。具体方案为:靠近产品一侧的冒口颈直径为33mm,靠近冒口一侧的冒口颈直径为45mm,短颈边5-1的长度为28mm,长颈边5-2的长度为54mm,长颈边5-2的一端与冒口2相切,冒口颈5用来给产品部位充分补缩,有助于消除此处缩孔缺陷。
21.本体1上还设有多个顶针孔7,顶针孔7均匀分布,用来顶出产品。
22.镶件具体加工方法:
23.1、用机边气枪吹去夹具和镶件上的铝屑防止造成产品面的压伤及尺寸超差;
24.2、将镶件需要加工面朝上,水平放置在夹具上,夹紧定位;
25.3、启动程序程序开始运行;
26.4、先粗镗加工外轮廓后,再精镗加工,加工余量3-5mm,加工时间5-6min;
27.5、加工完毕,镗刀复位,夹具松开,手动取件。
28.验证结果:
29.加工镶件,改变冒口颈结构后重新铸造生产,并进行x-ray检测,发现缺陷位置的缩孔缺陷解除。从外观看,此处冒口相比于之前,变形更加明显,说明该冒口的设置对产品部位起到了较好的补缩作用。
30.最后应说明的是:虽然以上已经详细说明了本实用新型及其优点,但是应当理解在不超出由所附的权利要求所限定的本实用新型的精神和范围的情况下可以进行各种改变、替代和变换。而且,本实用新型的范围不仅限于说明书所描述的过程、设备、手段、方法
和步骤的具体实施例。本领域内的普通技术人员从本实用新型的公开内容将容易理解,根据本实用新型可以使用执行与在此所述的相应实施例基本相同的功能或者获得与其基本相同的结果的、现有和将来要被开发的过程、设备、手段、方法或者步骤。因此,所附的权利要求旨在在它们的范围内包括这样的过程、设备、手段、方法或者步骤。
技术特征:
1.一种用于低压铸造新能源汽车产品模具的镶件,包括与模具中上模芯连接的本体(1),所述本体(1)内设有冒口(2)、钨钢镶件(3)和冷却水管(4),所述冒口(2)靠近产品的一侧设有冒口颈(5),其特征在于:靠近产品一侧的冒口颈直径小于靠近冒口一侧的冒口颈直径,所述冒口颈(5)由短颈边(5-1)和长颈边(5-2)组成,短颈边(5-1)为直边,长颈边(5-2)为“s”型边。2.根据权利要求1所述一种用于低压铸造新能源汽车产品模具的镶件,其特征在于:所述本体(1)的周边上设有多个螺栓孔(6),所述本体(1)与上模芯之间采用螺丝固定。3.根据权利要求1所述一种用于低压铸造新能源汽车产品模具的镶件,其特征在于:所述本体(1)上还设有多个顶针孔(7),所述顶针孔(7)均匀分布。4.根据权利要求1所述一种用于低压铸造新能源汽车产品模具的镶件,其特征在于:靠近产品一侧的冒口颈直径为33mm,靠近冒口一侧的冒口颈直径为45mm。5.根据权利要求1所述一种用于低压铸造新能源汽车产品模具的镶件,其特征在于:短颈边(5-1)的长度为28mm,长颈边(5-2)的长度为54mm。6.根据权利要求1所述一种用于低压铸造新能源汽车产品模具的镶件,其特征在于:长颈边(5-2)的一端与冒口(2)相切。
技术总结
本实用新型涉及一种用于低压铸造新能源汽车产品模具的镶件,镶件的使用是为了方便修改加工模具,且容易更换,能延长模具的使用寿命。镶件通过螺栓与模芯固定,镶件包括与模具中上模芯连接的本体,本体上设有冒口、钨钢镶件和冷却水管,冒口靠近产品的一侧设有冒口颈,靠近产品一侧的冒口颈直径小于靠近冒口一侧的冒口颈直径,冒口颈由短颈边和长颈边组成,短颈边为直边,长颈边为“S”型边。此种冒口颈的设计可以在有限的空间下增加对产品起到了较好的补缩作用,有利于缺陷位置的排气,减少气孔类缺陷,一定程度上保证产品的质量。一定程度上保证产品的质量。一定程度上保证产品的质量。
技术研发人员:王俊有 周倩 卢润泽
受保护的技术使用者:江苏文灿压铸有限公司
技术研发日:2021.12.16
技术公布日:2022/5/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。