1.本实用新型涉及旋转机械手及纸浆模塑装置技术领域,特别涉及一种旋转机械手及带旋转机械手的纸浆模塑装置。
背景技术:
2.纸浆模塑是一种立体造纸技术,以废纸、木浆或其它纤维材料为原料,在模塑机上由特殊的模具塑造出一定形状的纸浆制品,加工的纸浆制品作为餐盒餐具、蛋盒蛋托、水果托、花盆及包装盒而广泛使用。
3.纸浆模塑基本工艺过程是浆料制备、模塑成型、热压定型、切边整形四道工序。常见生产线配置为一台模塑成型设备匹配一台热压定型设备,因热压定型所需时间长,导致模塑成型设备使用率不高。在授权公告日为2012年9月5日、授权公告号为cn202416078u、名称为“一种双翻转纸浆模塑成型机”的中国实用新型专利中提及“可以在成型工位两侧分别设置左右热压整形工位和左右接料平台,从而可以成倍提高生产效率”,这样也提高了模塑成型设备使用率。实际使用中仍存在不足,主要体现在:1、生产线直线式安装,需要厂房足够长,一些厂房安装受限;2、转移模板水平移动,机械手占地大,需要厂房足够宽。
技术实现要素:
4.本实用新型提供了一种旋转机械手,可应用于一机多配套式生产线中,配套设备安装灵活,旋转式机械手占地小,节省空间;还提供了带旋转机械手的纸浆模塑装置,将旋转机械手具体应用于纸浆模塑生产线中,一台成型模塑设备向两台热压定型设备供料,“l”型布局,节省了设备实际使用占地空间,提高了模塑成型设备使用率。
5.具体技术方案是一种旋转机械手,包括:旋转组件,所述旋转组件中,旋转电机固定安装在电机座上方,所述电机座固定安装在滑座上,旋转座通过传动轴与所述旋转电机传动连接,旋转夹具固定安装在所述旋转座上,所述旋转组件通过所述滑座直线滑动安装在框架上。
6.优选地,所述旋转夹具上开有定位槽,所述定位槽一侧敞口。
7.优选地,所述框架为龙门架,所述龙门架中,横梁架水平固定安装在支柱上方,所述横梁架中间设置导轨,所述导轨中间开有导槽,所述滑座安装在所述导轨上,所述传动轴穿过所述导槽。
8.优选地,所述滑座上转动安装滑轮,所述滑轮嵌入所述导轨中。
9.带旋转机械手的纸浆模塑装置,包括:第一热压定型设备、转移模板和前述旋转机械手,所述转移模板安装在所述旋转组件上。
10.优选地,带旋转机械手的纸浆模塑装置还包括:模塑成型设备和第二热压定型设备,所述第一热压定型设备、所述第二热压定型设备和所述模塑成型设备呈“l”型安装,所述第一热压定型设备和所述第二热压定型设备分别位于所述模塑成型设备的一侧,所述旋转组件安装在所述模塑成型设备和所述第一热压定型设备之间、沿着所述模塑成型设备及
所述第二热压定型设备侧部直线移动。
11.优选地,带旋转机械手的纸浆模塑装置的所述模塑成型设备中,成型支架底部固定安装成型下板、上方固定安装着进料桶,成型上板位于所述成型下板与所述进料桶之间,第三升降增压缸上端固定在所述成型支架上、下端连接着所述成型上板;所述第一热压定型设备中,上方固定安装着第一定型上板、下方固定安装着第一定型下板,第一定型中板位于所述第一定型上板与所述第一定型下板之间,第一升降增压缸固定安装在所述第一定型上板上、底部连接着所述第一定型中板;所述第二热压定型设备,上方固定安装着第二定型上板、下方固定安装着第二定型下板,第二定型中板位于所述第二定型上板与所述第二定型下板之间,第二升降增压缸固定安装在所述第二定型上板上、底部连接着所述第二定型中板。
12.优选地,带旋转机械手的纸浆模塑装置中,所述第一定型中板和所述第二定型中板下方固定安装着加热板,所述第一定型下板和所述第二定型下板上方固定安装着加热板。
13.优选地,带旋转机械手的纸浆模塑装置中,所述第一定型中板和所述第二定型中板上开有孔。
14.由于采用了以上技术方案,与现有技术相比,本实用新型中所述旋转组件不仅能够进行旋转,而且所述旋转组件通过所述滑座滑动安装在框架上能够进行直线移动,该旋转式机械手占地小,可应用于多种一机多配套式生产线中,配套设备安装灵活,能够更加合理布局;将旋转机械手具体应用于纸浆模塑生产线中,一台成型模塑设备向两台热压定型设备供料,“l”型布局,节省了设备实际使用占地空间,提高了模塑成型设备使用率。
附图说明
15.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
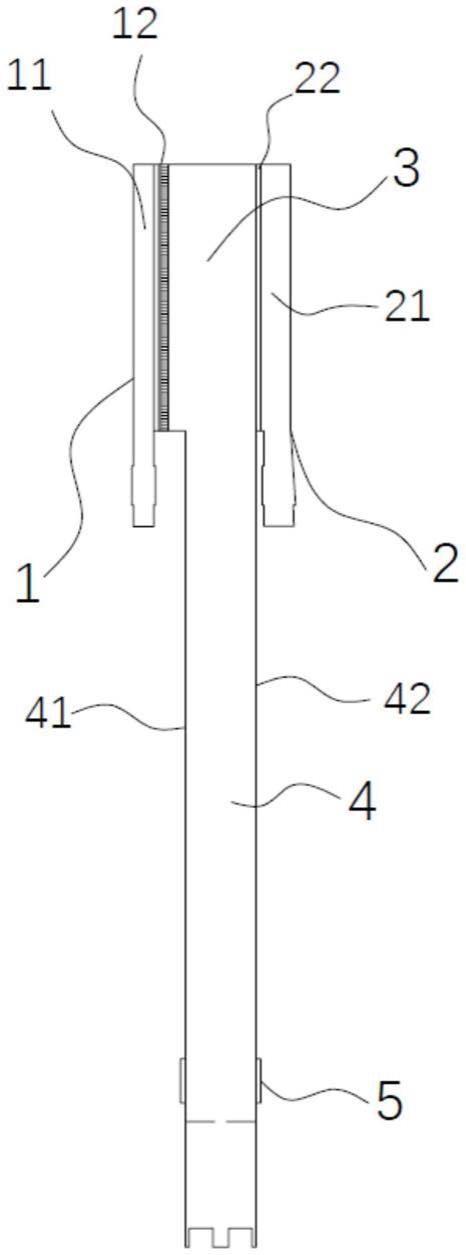
16.图1为实施例1中一种旋转机械手主视图;
17.图2为图1中a-a处剖视图;
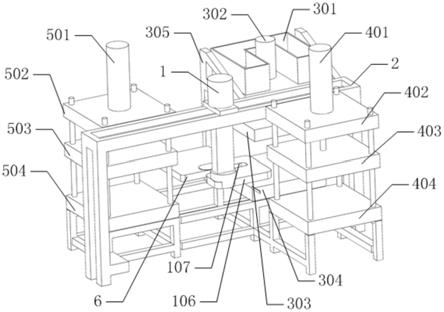
18.图3为实施例2中带旋转机械手的纸浆模塑装置俯视图;
19.图4为带旋转机械手的纸浆模塑装置结构示意图;
20.其中:
21.1、旋转组件,2、龙门架,3、模塑成型设备,4、第一热压定型设备,5、第二热压定型设备,6、转移模板,
22.101、旋转电机,102、电机座,103、滑座,104、传动轴,105、旋转座,106、旋转夹具,107、定位槽,108、滑轮,
23.201、支柱,202、横梁架,203、导轨,204、导槽,
24.301、进料桶,302、第三升降增压缸,303、成型上板,304、成型下板,305、成型支架,
25.401、第一升降增压缸,402、第一定型上板,403、第一定型中板,404、第一定型下板,
26.501、第二升降增压缸,502、第二定型上板,503、第二定型中板,504、第二定型下
板。
具体实施方式
27.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施方式和附图,对本实用新型作进一步详细说明。在此,本实用新型的示意性实施方式及其说明用于解释本实用新型,但并不作为对本实用新型的限定。
28.在本实用新型的描述中,需要说明的是,术语“内”、“外”、“左”、“右”是指示的方位或位置关系为基于附图所示的位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.下面是结合附图1-4对本实用新型进行的描述:
30.旋转机械手,包括:旋转组件1,所述旋转组件1中,旋转电机101固定安装在电机座102上方,所述电机座102固定安装在滑座103上,旋转座105通过传动轴104与所述旋转电机101传动连接,旋转夹具106固定安装在所述旋转座105上,所述旋转组件1通过所述滑座103直线滑动安装在框架上。
31.在所述旋转电机101作用下,所述旋转座105带着所述旋转夹具106进行旋转,所述旋转组件1通过所述滑座103直线滑动安装在框架上,设置直行动力机构驱动所述滑座103,所述旋转组件1能够进行直线移动,该旋转式机械手占地小,可应用于多种一机多配套式生产线中,配套设备安装灵活、能够更加合理布局。
32.在一个实施例中,所述旋转夹具106上开有定位槽107,所述定位槽107一侧敞口。所述定位槽107对准某定位杆,比如设备机台上的支撑杆,能够便于定位,当所述旋转座105运行轨迹出错,易于发现,也便于设置智能控制。
33.在一个实施例中,所述框架为龙门架2,所述龙门架2中,横梁架202水平固定安装在支柱201上方,所述横梁架202中间设置导轨203,所述导轨203中间开有导槽204,所述滑座103安装在所述导轨203上,所述传动轴104穿过所述导槽204。
34.在一个实施例中,所述滑座103上转动安装滑轮108,所述滑轮108嵌入所述导轨203中。所述滑轮108始终位于所述导轨203中并沿着导轨203进行直线运动,保证所述旋转座105部分运行平稳,多次重复移动轨迹一致。
35.带旋转机械手的纸浆模塑装置,包括:第一热压定型设备4、转移模板6和前述旋转机械手,所述转移模板6安装在所述旋转组件1上。这是对上述所述旋转组件1的具体应用,对于已有一台模塑成型设备和一台热压定型设备的生产线,只需再配套一台热压定型设备和本技术所述旋转机械手,即可实现“l”型布置和模塑成型设备使用率的提高。
36.在一个实施例中,带旋转机械手的纸浆模塑装置还包括:模塑成型设备3和第二热压定型设备5,所述第一热压定型设备4、所述第二热压定型设备5和所述模塑成型设备3呈“l”型安装,所述第一热压定型设备4和所述第二热压定型设备5分别位于所述模塑成型设备3的一侧,所述旋转组件1安装在所述模塑成型设备3和所述第一热压定型设备4之间、沿着所述模塑成型设备3及所述第二热压定型设备5侧部直线移动。
37.在一个实施例中,带旋转机械手的纸浆模塑装置的所述模塑成型设备3中,成型支架305底部固定安装成型下板304、上方固定安装着进料桶301,成型上板303位于所述成型
下板304与所述进料桶301之间,第三升降增压缸302上端固定在所述成型支架305上、下端连接着所述成型上板303;所述第一热压定型设备4中,上方固定安装着第一定型上板402、下方固定安装着第一定型下板404,第一定型中板403位于所述第一定型上板402与所述第一定型下板404之间,第一升降增压缸401固定安装在所述第一定型上板402上、底部连接着所述第一定型中板403;所述第二热压定型设备5,上方固定安装着第二定型上板502、下方固定安装着第二定型下板504,第二定型中板503位于所述第二定型上板502与所述第二定型下板504之间,第二升降增压缸501固定安装在所述第二定型上板502上、底部连接着所述第二定型中板503。
38.在一个实施例中,带旋转机械手的纸浆模塑装置中,所述第一定型中板403和所述第二定型中板503下方固定安装着加热板,所述第一定型下板404和所述第二定型下板504上方固定安装着加热板。加热均匀,传热快,模塑制品热压烘干定型快。
39.在一个实施例中,带旋转机械手的纸浆模塑装置中,所述第一定型中板403和所述第二定型中板503上开有孔。用于排气及吸附模塑制品。
40.实施例1:旋转机械手,包括:旋转组件1和龙门架2,所述旋转组件1中,旋转电机101固定安装在电机座102上方,所述电机座102固定安装在滑座103上,所述滑座103上转动安装滑轮108,旋转座105通过传动轴104与所述旋转电机101传动连接,旋转夹具106固定安装在所述旋转座105上,所述旋转夹具106上开有定位槽107,所述定位槽107一侧敞口,所述龙门架2中横梁架202水平固定安装在支柱201上方,所述横梁架202中间设置导轨203,所述导轨203中间开有导槽204,所述滑座103安装在所述导轨203上,所述传动轴104穿过所述导槽204,所述滑轮108嵌入所述导轨203中,设置直行动力机构驱动所述滑座103。
41.在所述旋转电机101作用下,所述旋转座105带着所述旋转夹具106进行旋转,所述旋转组件1通过所述滑座103直线滑动,所述旋转组件1能够进行直线移动,该旋转式机械手占地小,可应用于多种一机多配套式生产线中,配套设备安装灵活、能够更加合理布局;所述定位槽107对准设备机台上的支撑杆,能够便于定位,当所述旋转座105运行轨迹出错,易于发现,也便于设置智能控制;所述滑轮108始终位于所述导轨203中并沿着导轨203进行直线运动,保证所述旋转座105部分运行平稳,多次重复移动轨迹一致。
42.实施例2:将实施例1中的旋转机械手应用到纸浆模塑装置中,还包括:模塑成型设备3、第一热压定型设备4、第二热压定型设备5和转移模板6,所述转移模板6安装在所述旋转组件1上,所述第一热压定型设备4、所述第二热压定型设备5和所述模塑成型设备3呈“l”型安装,所述第一热压定型设备4和所述第二热压定型设备5分别位于所述模塑成型设备3的一侧,所述旋转组件1安装在所述模塑成型设备3和所述第一热压定型设备4之间、沿着所述模塑成型设备3及所述第二热压定型设备5侧部直线移动,
43.其中,所述模塑成型设备3中,成型支架305底部固定安装成型下板304、上方固定安装着进料桶301,成型上板303位于所述成型下板304与所述进料桶301之间,第三升降增压缸302上端固定在所述成型支架305上、下端连接着所述成型上板303;所述第一热压定型设备4中,上方固定安装着第一定型上板402、下方固定安装着第一定型下板404,第一定型中板403位于所述第一定型上板402与所述第一定型下板404之间,第一升降增压缸401固定安装在所述第一定型上板402上、底部连接着所述第一定型中板403;所述第二热压定型设备5,上方固定安装着第二定型上板502、下方固定安装着第二定型下板504,第二定型中板
503位于所述第二定型上板502与所述第二定型下板504之间,第二升降增压缸501固定安装在所述第二定型上板502上、底部连接着所述第二定型中板503,所述第一定型中板403和所述第二定型中板503下方固定安装着加热板,所述第一定型下板404和所述第二定型下板504上方固定安装着加热板。所述第一定型中板403、所述第二定型中板503和所述转移模板6上开有孔、并与吸气装置连接。
44.此外,所述成型上板303和所述成型下板304一凸模一凹模对应开设并形成纸浆制品的模具,所述第一定型中板403和所述第一定型下板404一凸模一凹模对应开设并形成纸浆制品的模具,所述第二定型中板503和所述第二定型下板504也是一凸模一凹模对应开设并形成纸浆制品的模具,所述转移模板6下方参照所述成型上板303开设凸模。这部分为方便理解下述使用过程,附图部分未示出。
45.对于纸浆模塑装置使用过程进行简单描述:s1、所述模塑成型设备3是注浆模塑设备,所述成型下板304上开有相应模塑制品的模具,所述成型上板303在所述第三升降增压缸302作用下、下降与所述成型下板304合模,进料桶301中的浆料注入到模具中,成型出初级模塑制品;
46.s2、所述模塑成型设备3开模,所述成型上板303在所述第三升降增压缸302作用下、上升与所述成型下板304分离,所述转移模板6行至所述所述成型下板304处,吸附初级模塑制品,设置直行拖链装置驱动所述滑座103,所述旋转组件1能够进行直线移动,所述转移模板6离开所述模塑成型设备3,模塑成型设备3重复s1制作下一个初级模塑制品过程;
47.s3、所述第一热压定型设备4开模,所述第一定型中板403在所述第一升降增压缸401作用下、上升与所述第一定型下板404分离,所述第一定型中板403吸附中级模塑制品,所述转移模板6行至所述第一定型下板404上方,将初级模塑制品落于所述第一定型下板404上,同时可接住所述第一定型中板403上中级模塑制品,所述转移模板6离开所述第一热压定型设备4,所述第一热压定型设备4合模进行热压定型;
48.s4、所述模塑成型设备3开模,所述转移模板6会原路返回至所述成型下板304上方,并吸附下一个初级模塑制品,所述转移模板6离开所述模塑成型设备3,模塑成型设备3重复s1制作下一个初级模塑制品过程;
49.s5、所述第二热压定型设备5开模,过程参照s3,在所述旋转电机101带动下,所述转移模板6在所述模塑成型设备3至所述第二热压定型设备5间进行旋转移动,所述转移模板6行至所述第二定型下板504上方,将初级模塑制品落于所述第二定型下板504上,同时可接住所述第二定型中板503上中级模塑制品,所述转移模板6离开所述第二热压定型设备5,所述第二热压定型设备5合模进行热压定型;
50.s6、所述模塑成型设备3开模,在所述旋转电机101带动下,所述转移模板6在所述模塑成型设备3至所述第二热压定型设备5间进行旋转移动,所述转移模板6行至所述成型下板304上方,之后重复步骤s2-s6。
51.实施例3:对于已有一台模塑成型设备和一台热压定型设备的生产线,只需再配套一台热压定型设备和本技术所述旋转机械手,即可实现“l”型布置和模塑成型设备使用率的提高。
52.以上所述,仅是本实用新型的优选实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同
变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。