1.本实用新型涉及压缩机技术领域,尤其涉及一种压缩机。
背景技术:
2.现有技术中的多气缸转子式压缩机,其气缸与壳体之间采用间隙配合,使气缸的外周壁和壳体的内周壁之间留有间隙,并且现有技术中气缸缸体的一部分为环形结构,另一部分为外周壁径向外延而形成的扇形结构,使得环形结构的气缸外周壁与其对应的壳体内周壁之间的间隙较大。在压缩机实际运行的过程中,考虑旋转式压缩机的高背压特性,其气缸周壁和壳体之间的间隙内充满了高压冷媒和冷冻油的混合物,不利于气缸的散热,而通过压缩机内部热力学分析发现,气缸内壁温度过高直接影响吸气腔内冷媒的密度,导致吸气量减少,进而导致冷量降低,同时考虑压缩腔温度随转角增大不断升高,无法及时排出热量,造成功耗不断增加,进而对压缩机的能效产生不利影响。
技术实现要素:
3.本实用新型的目的在于提供一种压缩机,以解决现有技术中多气缸转子式压缩机散热性能差的问题。
4.为达此目的,本实用新型采用以下技术方案:
5.一种压缩机,包括:
6.壳体;
7.气缸,设置于所述壳体内,所述气缸的数量为多个,且多个所述气缸沿所述壳体的轴向间隔分布,所述气缸的外周为圆形;
8.中间板,相邻的两个所述气缸之间均设置有所述中间板,所述中间板于所述壳体轴向的两个端面均与对应侧所述气缸的端面贴合;
9.第一金属环,所述第一金属环的内周壁与所述气缸的外周壁连接,位于两端的所述第一金属环的外侧壁与对应侧所述壳体的外侧壁连接;
10.第二金属环,所述第二金属环的内周壁与所述中间板的外周壁连接,所述第二金属环于所述壳体轴向的两个端面均与对应侧所述第一金属环的端面连接;
11.所述第一金属环与所述气缸连接后熔为一体,所述第二金属环与所述中间板连接后熔为一体,致使所述第一金属环与所述气缸之间和所述第二金属环与所述中间板之间能够消除径向上的间隙,所述气缸产生的热量能够经过所述第一金属环和所述第二金属环传导至所述壳体,并由所述壳体散出。
12.可选地,所述中间板的外周壁与所述气缸的外周壁对齐设置。
13.可选地,所述第一金属环的内周壁与所述气缸的外周壁焊接,位于两端的所述第一金属环的外侧壁与对应侧所述壳体的外侧壁焊接。
14.可选地,所述第二金属环于所述壳体轴向的两个端面均与对应侧所述第一金属环的端面焊接。
15.可选地,所述壳体的外侧壁上开设有环形嵌槽,位于两端的所述第一金属环的外周壁均嵌设于对应侧的所述环形嵌槽内。
16.可选地,还包括上壳盖和下壳盖,所述上壳盖与所述下壳盖分别罩设于所述壳体的两端,所述上壳盖和所述下壳盖均与所述壳体焊接。
17.可选地,壳体、所述上壳盖、所述下壳盖、所述第一金属环及所述第二金属环的材质相同。
18.可选地,所述气缸还包括上缸盖和下缸盖,其中所述上缸盖设置于位于最上端的所述气缸的上端面上,所述下缸盖设置于位于最下端的所述气缸的下端面上,且所述上缸盖、所述下缸盖、位于最上端的所述气缸的上端面以及位于最下端的所述气缸的下端面上均涂覆有绝热材料。
19.可选地,所述气缸上开设有多个回油孔,且多个所述回油孔沿所述气缸的周向间隔分布。
20.可选地,所述第一金属环和所示第二金属环的材质为钢。
21.有益效果:
22.本实用新型提供的压缩机,通过将多个气缸的外周设置为圆形,进一步减小了气缸外周壁与壳体内周壁之间的间隙,并且通过设置第一金属环和第二金属环,第一金属环的内周壁与气缸的外周壁连接,第二金属环的内周壁与中间板的外周壁连接,位于两端的第一金属环的外侧壁与对应侧壳体的外侧壁连接,且第二金属环于壳体轴向的两个端面均与对应侧第一金属环的端面连接,第一金属环与气缸连接后熔为一体,第二金属环与中间板连接后熔为一体,致使第一金属环与气缸之间以及第二金属环与中间板之间能够消除径向上的间隙,有效消除了气缸与壳体之间的接触热阻,从而能够将气缸内部产生的热量通过第一金属环和第二金属环无间隙地传递至壳体,然后通过热辐射和对流作用散出,进一步增强气缸的散热性能,进而提升压缩机的能效。
附图说明
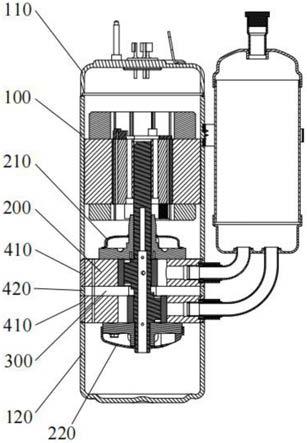
23.图1是本实用新型压缩机的结构剖视图;
24.图2是本实用新型金属环分别与壳体和气缸装配结构的俯视图。
25.图中:
26.100、壳体;110、上壳盖;120、下壳盖;
27.200、气缸;210、上缸盖;220、下缸盖;230、回油孔;240、叶片槽;
28.300、中间板;
29.410、第一金属环;420、第二金属环。
具体实施方式
30.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
31.在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连
接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
32.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
33.在本实施例的描述中,术语“上”、“下”、“右”、等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
34.本实施例提供一种压缩机,具体为一种多缸转子式压缩机,参照图1至图2所示,压缩机包括壳体100、气缸200、中间板300、第一金属环410和第二金属环420,其中气缸200设置于壳体100内,气缸200的数量为多个,且多个气缸200沿壳体100的轴向间隔分布,气缸200的外周为圆形,中间板300设置于相邻的两个气缸200之间,中间板300于壳体100轴向的两个端面均与对应侧气缸200的端面贴合,第一金属环410的内周壁与气缸200的外周壁连接,位于两端的第一金属环410的外侧壁与对应侧壳体100的外侧壁连接,第二金属环420的内周壁与中间板300的外周壁连接,第二金属环420于壳体100轴向的两个端面均与对应侧第一金属环410的端面连接,第一金属环410与气缸200连接后熔为一体,第二金属环420与中间板300连接后熔为一体,致使第一金属环410与气缸200之间和第二金属环420与中间板300之间能够消除径向上的间隙,气缸200产生的热量能够经过第一金属环410和第二金属环420传导至壳体100,并由壳体100散出。
35.于本实施例中,通过将多个气缸200的外周设置为圆形,进一步减小了气缸200外周壁与壳体100内周壁之间的间隙,相比于现有技术中使用环形结构与扇形结构相结合的外形,本实施例中的气缸200外形能够与第一金属环410的内径相适配,更加便于气缸200和第一金属环410的装备,此外通过设置圆形的气缸200外形,相当于增加了气缸200扇形面处的刚度,进而减少气缸200的叶片槽240处因受力而产生的变形,减小冷媒的泄漏量,进一步提升压缩机的容积效率。
36.此外,多缸转子式压缩机较单缸压缩机在大冷量应用场景下,噪音和震动都得到了明显的改善,但随着空调制冷剂r32的广泛应用,压缩机排气温度越来越高,致使多个气缸200工作的热环境更为恶劣,气缸200的吸气密度和指示效率都收到很大的影响,本实施例中通过将多个气缸200设置为圆形,圆形气缸200作为泵体的支撑,将进一步提高压缩机泵体的指示效率及能耗比,同时提高压缩机轴系工作的稳定性。
37.进一步地,继续参照图1所示,以双缸转子式压缩机为例,位于上端的气缸200的外周壁与第一金属环410的内周壁连接以组合成上气缸组件,位于下端的气缸200的外周壁与第一金属环410的内周壁连接以组合成下气缸组件,中间板300的外周壁与第二金属环420的内肘部连接以组合成中间板组件。在进行连接后,第一金属环410与气缸200连接后熔为
一体,第二金属环420与中间板300连接后熔为一体,使得上气缸组件、下气缸组件以及中间板组件于径向上能够完全消除间隙,在进行使用时能够将气缸200内部产生的热量无间隙地传递至壳体100,然后通过热辐射和对流作用散出,有效消除了气缸200外周壁与壳体100之间的接触热阻,进一步增强气缸200的散热性能,使气缸200的工作温度下降。随着气缸200温度的下降,也使得压缩机泵体处温度下降,进而改善压缩机整机的温度场,进而延长压缩机各零部件的使用寿命。
38.于本实施例中,第一金属环410的内周壁与气缸200的外周壁焊接,第二金属环420的内周壁与中间板300的外周壁焊接。具体地,焊接工艺选择为激光穿透焊接,激光穿透焊接热影响区金相变化范围小,热传导而产生的变形量小,且激光束易于聚焦、对准及受光学仪器所导引,无需电极,不会受到电极污染而受损的影响。具体地,将第一金属环410与第二金属环420分别套设于气缸200和中间板300后,第一金属环410与气缸200的连接位置以及第二金属环420与中间板300的连接位置即为焊接位置,对焊接位置进行圆周激光焊接,从而使第一金属环410与气缸200熔为一体,第二金属环420与中间板300熔为一体,进而得到上气缸组件、中间板组件以及下气缸组件。
39.进一步地,中间板300的外周壁与气缸200的外周壁对齐设置,这样可以进一步保证上气缸组件、中间板组件以及下气缸组件装配的可靠性,并且在后续进行与第一金属环410与第二金属环420的连接时,进一步消除间隙,进而保证接触热阻的有效消除。
40.进一步地,气缸200还包括上缸盖210和下缸盖220,其中上缸盖210设置于位于最上端的气缸200的上端面上,下缸盖220设置于位于最下端的气缸200的下端面上,且上缸盖210、下缸盖220、位于最上端的气缸200的上端面以及位于最下端的气缸200的下端面上均涂覆有绝热材料。于本实施例中,依次将上缸盖210、上气缸组件、中间板组件、下气缸组件以及下缸盖220进行装配,从而得到泵体组件,随后将泵体组件与壳体100进行装配,使位于两端的第一金属环410的外侧壁与对应侧壳体100的外侧壁接触,第二金属环420于壳体100轴向的两个端面均与对应侧第一金属环410的端面接触。在本实施例中,两端的第一金属环410的外侧壁与对应侧壳体100的外侧壁焊接,且每个第二金属环420于壳体100轴向的两个端面均与对应侧第一金属环410的端面焊接,焊接工艺同样选用激光穿透焊接。以第一金属环410与壳体100的连接处与第二金属环420与第一金属环410的连接处为焊接位置进行圆周激光焊接,上缸盖210与位于最上端的气缸200上端面进行圆周激光焊接,下缸盖220与位于最下端的气缸200的下端进行圆周激光焊接,进而将上气缸组件、中间板组件以及下气缸组件可靠地与壳体100进行连接,同时也消除了第一金属环410的外周壁与壳体100内周壁之间的间隙,并且也将上缸盖210以及下缸盖220进行连接。并且在本实施例中,在进行焊接后,第一金属环410与第二金属环420均与外界环境接触,气缸200产生的热量可以沿第二金属环420直接散出壳体100外,也可以经过第一金属环410传递至壳体100后通过热辐射和对流作用散出,有效提升散热功效。进一步地,于本实施例中,壳体100内设置有润滑油,气缸200会有多半甚至全部都可能浸于润滑油中,而在气缸200工作时润滑油的温度普遍较高,高温的润滑油对气缸200会产生二次加热。本实施例通过在上缸盖210、下缸盖220、位于最上端的气缸200的上端面以及位于最下端的气缸200的下端面上均涂覆绝热材料,可以有效消除高温润滑油对气缸200造成的二次加热,并且可以进一步消除高温冷媒对气缸200表面的传热,进一步降低了气缸200内部与吸气孔连通的吸气腔的温度,改善气体比热容,有效
提升压缩机能效。在本实施例中,绝热材料可以选用隔绝传导型绝热涂料、也可以选用反射型绝热涂料,绝热材料需要不与冷媒和润滑油互溶,并且绝热材料的导热系数优选不大于0.05w(m
·
k)。
41.作为优选地,壳体100的外侧壁上开设有环形嵌槽,位于两端的第一金属环410的外周壁均嵌设于对应侧的环形嵌槽内。在本实施例中,将上缸盖210、上气缸组件、中间板组件、下气缸组件以及下缸盖220进行装配后放入壳体100,位于最上端的第一金属环410的外周壁与位于上端的壳体100侧端面的环形嵌槽抵接,位于最下端的第一金属环410的外周壁与位于下端的壳体100侧端面的环形嵌槽抵接,使第一金属环410与壳体100之间能够有更加充分的接触,使装配更加稳定可靠,在气缸200工作时也更有利于将气缸200的热量传导至壳体100并排出,此外设置环形嵌槽也能够使第一金属环410与壳体100之间的连接更加的牢固可靠,更加便于后面第一金属环410、第二金属环420与壳体100之间焊接工艺的进行。
42.进一步地,继续参照图1所示,压缩机还包括上壳盖110和下壳盖120,上壳盖110与下壳盖120分别罩设于壳体100的两端,上壳盖110和下壳盖120均与壳体100焊接。于本实施中,上壳盖110与壳体100、下壳盖120与壳体100之间的焊接工艺也优选设置为激光焊接。于本实施例中,下壳盖120与下端的壳体100一体成型设置,这样设置结构简单,便于装配。在其他实施例中,下壳盖120与壳体100也可以采用分体的设计,在装配时再进行拼装组合并通过焊接的方式连接。进一步地,壳体100、上壳盖110、下壳盖120、第一金属环410以及第二金属环420的材质相同,这样设置也能够便于上壳盖110、下壳盖120、第一金属环410、第二金属环420与壳体100之间的焊接装配。作为优选地,第一金属环410与第二金属环420的材质优选设置为钢,钢具有良好的强度、刚度及导热性,并且成本低廉,便于生产。本实施例不以此为限,第一金属环410与第二金属环420的材质还可以是其他强度高,导热性良好的材质,在此不做过多限定。
43.作为优选地,吸气孔与吸气侧管之间通过激光焊接的工艺进行连接,弹簧孔与弹簧孔堵头之间也通过激光焊接的工艺进行连接,进而保证吸气孔与吸气侧管之间、弹簧孔与弹簧孔堵头之间连接的可靠性和良好的密封性。
44.进一步地,参照图2所示,气缸200上开设有多个回油孔230,且多个回油孔230沿气缸200的轴向间隔分布。在本实施例中,通过设置多个回油孔230,处于上缸盖210及上端气缸200的上表面处的润滑油可以通过回油孔230输送至壳体100底部的油池。并且将回油孔230设置于气缸200上,也能够进一步减小上缸盖210的外径尺寸,对压缩机的整机进行进一步的轻量化。
45.示例性地,下面以一种双缸转子式压缩机为例,对一种双缸转子式压缩机组装连接的优选实施方式进行描述。首先将第一金属环410套设于气缸200,将第二金属环420套设于中间板300,随后以第一金属环410与气缸200的连接位置以及第二金属环420与中间板300的连接位置为焊接位置,进行圆周激光穿透焊接,进而使第一金属环410与气缸200熔为一体,第二金属环420与中间板300熔为一体,以得到上气缸组件、中间板组件和下气缸组件。随后分别将上缸盖210、上气缸组件、中间板组件、下气缸组件以及下缸盖220进行装配后与壳体100进行组装,将位于两端的第一金属环410外侧壁与对应侧壳体100的外侧壁、第二金属环420于壳体100轴向的两个端面与对应侧第一金属环410的端面、上缸盖210与位于
上端的气缸200、下缸盖220与位于下端的气缸200之间进行激光圆周焊接,并且将上壳盖110与壳体100、下壳盖120与壳体100以及吸气孔与吸气侧管之间也进行激光圆周焊接,进而将双缸转子式压缩机进行可靠有效的组装。
46.显然,本实用新型的上述实施例仅仅是为了清楚说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。