1.本实用新型涉及打包机技术领域,尤其涉及一种自动打包生产线。
背景技术:
2.光伏产业的不断发展,光伏玻璃的生产和运输量逐渐增大。而再光伏玻璃生产完成后,需要先进行打包然后再进行运输。而由于光伏玻璃容易破损,在打包前,则需要在码垛好的光伏玻璃外设置护板,具体的,需要在码垛好的光伏玻璃的顶部、四角以及侧壁设置护板。中国专利公告号cn 206691507 u公开了一种光伏玻璃的全自动打包装置,其包括输送设备和打包设备,在实际使用过程中,需要人工将护板放置在光伏玻璃的四周。而人工放置护板一方面造成人工劳动强度较大,另一方面也导致打包效率较低。因此,如何设计一种自动放置护板以降低工人劳动强度并提高打包效率的打包技术是本实用新型所要解决的技术问题。
技术实现要素:
3.本实用新型提供一种自动打包生产线,实现自动放置护板,以降低工人劳动强度并提高打包效率。
4.本实用新型提供一种自动打包生产线,包括:
5.输送设备,所述输送设备用于输送待打包的货物;
6.打包设备,所述打包设备用于利用捆扎带对所述输送设备上的货物捆扎打包;
7.竖向放板机构,其包括第一机械手和第二机械手,所述第一机械手上设置有第一夹具,所述第二机械手上设置有多个第二夹具,多个所述第二夹具并排布置,所述第一机械手用于通过所述第一夹具将护板放在所述第二夹具中,所述第二机械手用于通过所述第二夹具在所述输送设备上的货物侧部竖向放置护板。
8.通过在输送设备的一侧配置竖向放板机构,竖向放板机构配置有多个第二夹具,利用多个第二夹具加持多个护板一次性的贴靠在货物表面进行打包,进而可以有效的提高打包效率;同时,在货物进行正常打包过程中,第二夹具复位,第二夹具上的护板则通过第一机械手上的第一夹具进行夹取并放置到第二夹具中,这样,可以在货物通过打包设备进行打包的同时,利用第一夹具同步向空的第二夹具放置护板,进而在在一个货物来到后及时的将护板贴靠在货物的侧壁,有效的提高了生产效率,自动打包生产线通过竖向放板机构实现自动放置护板,以降低工人劳动强度并提高打包效率。
9.进一步的,还包括:横向放板机构,其包括第三机械手,所述第三机械手上设置有第三夹具,所述第三机械手用于通过所述第三夹具在所述输送设备上的货物顶部横向放置护板。
10.进一步的,所述第二机械手设置有安装支架,所述第二夹具设置在所述安装支架上。
11.进一步的,所述第二夹具可滑动地设置在所述安装支架上。
12.进一步的,所述安装支架上设置有驱动模块,所述驱动模块用于驱动所述第二夹具在所述安装支架上滑动。
13.进一步的,所述驱动模块包括多个电推杆,所述电推杆设置在所述安装支架上并与对应的所述第二夹具连接。
14.进一步的,所述驱动模块包括多个同步带组件,所述同步带组件包括两个同步轮、同步带和电机,两个所述同步轮可转动地设置在所述安装支架上,所述同步带绕在两个所述同步轮上,所述电机与其中一所述同步轮驱动连接;所述第二夹具与对应的所述同步带组件的所述同步带连接。
15.进一步的,所述第二夹具包括升降机构、夹爪气缸和两个夹爪,所述夹爪气缸设置在所述升降机构的上,两个所述夹爪相对布置并设置在所述夹爪气缸上,所述升降机构设置在所述第二机械手上。
16.进一步的,所述夹爪气缸上还固定设置有第一定位板和微动传感器,所述第一定位板竖向布置并位于两个所述夹爪之间;所述第二机械手上还设置有第二定位板,所述第二定位板横向布置并位于所述第二夹具的下方。
17.进一步的,所述输送设备为输送线、rgv或agv。
18.进一步的,所述输送设备的两侧分布布置有所述竖向放板机构。
19.进一步的,沿所述输送设备输送方向,所述横向放板机构和所述竖向放板机构依次布置。
附图说明
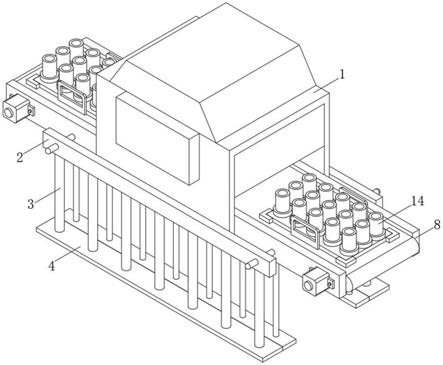
20.图1为本实用新型在线式制托盘打包线处于使用状态下的结构示意图之一;
21.图2为本实用新型在线式制托盘打包线处于使用状态下的结构示意图之二;
22.图3为本实用新型在线式制托盘打包线中第二机械手与第二夹具的组装图;
23.图4为本实用新型在线式制托盘打包线中第二夹具和安装支架的组装图;
24.图5为本实用新型在线式制托盘打包线中第二夹具的结构示意图。
25.附图说明:
26.输送线1;
27.打包设备2;
28.横向放板机构3;
29.第三机械手31、第三夹具32;
30.竖向放板机构4;
31.第一机械手41、第二机械手42、第一夹具43、第二夹具44、安装支架45、驱动模块46、第二定位板47;
32.升降机构441、夹爪气缸442、夹爪443、第一定位板444、微动传感器445。
具体实施方式
33.下面结合附图对本实用新型进行详细说明。
34.如图1-图5所示,本实施例自动打包生产线,包括:
35.输送线1,输送线1用于输送待打包的货物;
36.打包设备2,打包设备2用于利用捆扎带对输送线1上的货物捆扎打包;
37.竖向放板机构4,其包括第一机械手41和第二机械手42,第一机械手41上设置有第一夹具43,第二机械手42上设置有多个第二夹具44,多个第二夹具44并排布置,第一机械手41用于通过第一夹具43将护板放在第二夹具44中,第二机械手42用于通过第二夹具44在输送线1上的货物侧部竖向放置护板。
38.具体而言,在实际使用过程中,待打包处理的货物放置在输送线1上朝向打包设备2方向输送,而在输送到指定位置处后,可以通过横向放板机构3以及竖向放板机构4在货物的顶部和侧部放置护板。
39.其中,对于输送线1而言,还可以采用rgv或agv等输送设备进行替代,在此不做限制和赘述。
40.对于竖向放板机构4而言,也可以配置有对应的料仓来存放护板。竖向放板机构4先通过第一机械手41带动第一夹具43夹取护板,然后,第一机械手41将护板运送到对应位置处的第二夹具44上;重复上述操作,直至所有的第二夹具44上放置上护板,然后,第二机械手42则带动各个第二夹具44移动,以使的护板能够贴靠在货物的外壁。
41.在货物的侧部放置护板后,便可以通过打包设备2进行捆扎打包。一般情况下,由于货物侧部的护板容易倾倒,还可以在通过打包设备在对货物的周圈捆扎打包一次后,第二夹具44再松动各个护板并由第二机械手42带动回位。
42.而在货物捆扎打包过程中,通过第一机械手41带动第一夹具43可以继续给各个第二夹具44补充护板,以减少货物运输到位后,等待护板上料的时间,进而提高包装效率。
43.优选地,本实施例自动打包生产线还包括横向放板机构3,其包括第三机械手31,第三机械手31上设置有第三夹具32,第三机械手31用于通过第三夹具32在输送线1上的货物顶部横向放置护板。
44.具体的,对于横向放板机构3而言,其一侧可以配置有料仓存放护板,第三机械手31通过第三夹具32夹取护板,然后,第三机械手31将护板放置在货物的顶部。重复上述操作,便可以在货物的顶部放置多个护板。
45.其中,沿输送线1输送方向,横向放板机构3和竖向放板机构4依次布置。这样,可以先通过横向放板机构3在货物的顶部放护板,然后,货物移动到打包设备2的打包工位,先通过竖向放板机构4放板后,再进行打包。横向放板机构3和竖向放板机构4间隔布置,可以分步放置护板,更有利于进一步的提高生产效率。
46.另外,输送线1的两侧分布布置有竖向放板机构4,通过两侧的竖向放板机构4在货物的两侧同步放置护板。
47.通过在输送线的侧方配置横向放板机构和竖向放板机构,横向放板机构中的第三机械手能够自动夹取护板,并通过第三机械手将护板放置在货物的顶部,另外,对于货物侧面放置的护板需要在打包前进行支撑,为此,则在竖向放板机构配置有多个第二夹具,利用第二夹具,利用多个第二夹具加持护板并贴靠在货物表面进行打包,与此同时,对于第二夹具上的护板则通过第一机械手上的第一夹具进行夹取并放置到第二夹具中,这样,可以在货物通过打包设备进行打包的同时,利用第一夹具同步向空的第二夹具放置护板,进而在在一个货物来到后及时的将护板贴靠在货物的侧壁,自动打包生产线通过两个放板机构实现自动放置护板,以降低工人劳动强度并提高打包效率。
48.进一步的,第二机械手42设置有安装支架45,第二夹具44设置在安装支架45上。
49.具体的,为了方便安装各个第二夹具44,可以在第二机械手42的活动端部配置安装支架45,安装支架45横向布置来安装多个第二夹具44。
50.又进一步的,为了满足不同长度尺寸的货物自动上护板的要求,第二夹具44可滑动地设置在安装支架45上。
51.具体的,根据打包货物的长度尺寸不同,可以对应的调节相邻两个第二夹具44的距离,进而满足不同规格尺寸货物上护板的要求,以提高设备的通用性。
52.再进一步的,为了实现自动调节第二夹具44的位置,安装支架45上设置有驱动模块46,驱动模块46用于驱动第二夹具44在安装支架45上滑动。
53.具体的,通过驱动模块46来驱动各个第二夹具44在安装支架45上滑动,以自动调节各个第二夹具44的距离,进而实现自动化调节距离。
54.其中,对于驱动模块46的表现实体可以有多种结构形式,例如:驱动模块46包括多个电推杆,所述电推杆设置在安装支架45上并与对应的第二夹具44连接。
55.或者,驱动模块46包括多个同步带组件461,所述同步带组件包括两个同步轮(未标记)、同步带(未标记)和电机(未标记),两个所述同步轮可转动地设置在安装支架45上,所述同步带绕在两个所述同步轮上,所述电机与其中一所述同步轮驱动连接;第二夹具44与对应的所述同步带组件的所述同步带连接。
56.基于上述技术方案,可选的,对于第二夹具44而言,进一步的,第二夹具44包括升降机构441夹爪气缸442、和夹爪443,夹爪气缸442设置在升降机构441上,夹爪443设置在夹爪气缸442上,升降机构441设置在第二机械手42上。
57.具体的,第二夹具44具有夹爪气缸442和升降机构441,通过夹爪气缸442带动两个夹爪443相对移动,以实现加紧或松弛护板。而对于升降机构441而言,可以带动护板向下移动,以确保护板的下端部能够贴靠到货物的底托上,进而提高打包质量。
58.优选地,所述夹爪气缸上还固定设置有第一定位板444和微动传感器445,所述第一定位板竖向布置并位于两个所述夹爪之间;所述第二机械手上还设置有第二定位板47,所述第二定位板横向布置并位于所述第二夹具的下方。
59.具体的,在实际使用过程中,通过所述第一机械手向各个所述第二夹具放置护板时,护板的表面可以通过所述第一定位板进行定位,而护板的下端部则可以通过所述第二定位板进行定位,以使得多个护板端部在底部齐平。而在护板通过两个定位板定位好后,微动传感器445则可以检测到护板放置到位,进而触发所述夹爪气缸动作,以通过两个所述夹爪将护板加持住,进而使得竖向的护板能够更加的平整,提高打包质量。
60.对于第三夹具32和第一夹具和夹爪443的具体表现实体,可以采用吸盘或夹爪等参考常规护板的夹持结构,再次不做限制和赘述。
61.另外,对于第一机械手41、第二机械手42和第三机械手31的具体表现实体,可以采用常规的多轴机器人和移动平台等结构,移动的自由度则可以根据实际需要进行设计,在此不做限制和赘述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。