1.本实用新型涉及铆接设备技术领域,特别涉及一种散热齿片的上料装置。
背景技术:
2.随着通信技术的发展,4g和5g通信设备已经逐渐普及应用。通信设备散热器壳体是通信设备的关键部件,其结构包括散热器壳体和散热齿片,将散热器壳体与散热齿片组合之后,即为通信设备散热器壳体,在组装散热齿片的过程中,需要将散热齿片进行上料。在现有技术中,散热齿片的上料主要有两种方式,第一种方式是人工上料,其速度慢、效率低、成本高;第二种方式为采用上料装置上料,现有散热齿片的上料装置为上料机械手,将散热齿片送至上料机械手的抓取位置之后,再由上料机械手抓取散热齿片传送至散热器壳体与散热齿片组合设备,但这种上料方式仍然需要工人多次放置工件,机械手效率不高。
技术实现要素:
3.本实用新型要解决的技术问题是,针对上述现有技术中的不足,提供一种散热齿片的上料装置,其能实现自动上料,大幅减少人工操作量,提高工作效率。
4.为解决上述技术问题,本实用新型的技术方案是:一种散热齿片的上料装置,包括安装支架、上料机械手、送料机构和切换机构,所述上料机械手、送料机构和切换机构均安装于安装支架上,所述切换机构包括可转动的切换转盘和驱动切换转盘前后移动的第一无杆气缸,第一无杆气缸设有第一缸体,所述切换转盘可转动的安装于第一无杆气缸的第一缸体之上,所述切换转盘的前后两端均设有用于叠放散热齿片的工件放置槽,所述送料机构包括可上下移动的托料板,所述托料板与工件放置槽适配,所述上料机械手包括可前后移动的上料组件,所述上料组件包括可上下移动的吸料头。
5.作为一种优选方案,所述第一无杆气缸还包括一第一缸筒、两第一导向杆和两第一端盖,两第一导向杆平行设置于第一缸筒的左右两侧,所述第一缸体安装于第一缸筒和两第一导向杆之上,第一缸筒和两第一导向杆的两端连接所述的第一端盖。
6.作为一种优选方案,所述切换机构还包括驱动切换转盘转动的旋转气缸,所述旋转气缸固定安装于第一无杆气缸的第一缸体上,所述切换转盘与旋转气缸的动力输出端固定连接。
7.作为一种优选方案,所述送料机构还包括丝杆、丝杆滑座、第二导向杆和驱动托料板上下移动的驱动电机,所述驱动电机固定安装于安装支架上,所述丝杆和第二导向杆竖向设置于安装支架上,所述第二导向杆平行设置于丝杆的左右两侧,所述丝杆与驱动电机的输出轴固定连接,所述丝杆滑座滑动安装于丝杆和第二导向杆上,所述托料板与丝杆滑座固定连接。
8.作为一种优选方案,所述上料机械手还包括第二无杆气缸,所述第二无杆气缸包括一第二缸体、一第二缸筒、两第三导向杆和两第二端盖,两第三导向杆平行设置于第二缸筒的左右两侧,所述第二缸体安装于第二缸筒和两第三导向杆之上,第二缸筒和两第三导
向杆的两端连接所述的第二端盖,所述上料组件安装于第二缸体之上。
9.作为一种优选方案,所述上料机械手还包括安装块,所述安装块固定安装于第二缸体上,所述上料组件为两个,两上料组件左右相对安装于安装块上。
10.作为一种优选方案,所述上料组件还包括安装板和驱动吸料头上下移动的驱动气缸,所述驱动气缸固定安装于安装块上,所述安装板与驱动气缸的推出块固定连接,所述吸料头固定安装于安装板上。
11.本实用新型的有益效果是:通过切换机构、送料机构和上料机械手的配合能实现自动化上料,过程无需人工操作,有效提高工作效率;切换机构设置能使切换转盘上放置更多工件,可以减少操作人员放置工件的次数,从而进一步提高工作效率。
附图说明
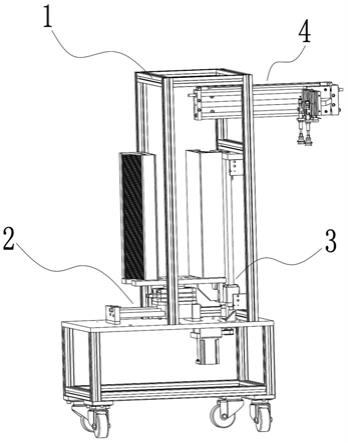
12.图1为本实用新型之实施例的组装结构图。
13.图2为本实用新型之送料机构和切换机构的组装机构图。
14.图3为本实用新型之上料机械手的组装结构图。
具体实施方式
15.下面结合附图对本实用新型的结构原理和工作原理作进一步详细说明。
16.如图1~图3所示,一种散热齿片的上料装置,包括安装支架1、上料机械手4、送料机构3和切换机构2,所述上料机械手4、送料机构3和切换机构2均安装于安装支架1上,所述切换机构2包括可转动的切换转盘21和驱动切换转盘21前后移动的第一无杆气缸,第一无杆气缸设有第一缸体22,所述切换转盘21可转动的安装于第一无杆气缸的第一缸体22之上,所述切换转盘21的前后两端均设有用于叠放散热齿片的工件放置槽27,所述送料机构3包括可上下移动的托料板31,所述托料板31与工件放置槽27适配,所述上料机械手4包括可前后移动的上料组件41,所述上料组件41包括可上下移动的吸料头411。
17.作为一种优选方案,所述第一无杆气缸还包括一第一缸筒23、两第一导向杆24和两第一端盖26,两第一导向杆24平行设置于第一缸筒23的左右两侧,所述第一缸体22安装于第一缸筒23和两第一导向杆24之上,第一缸筒23和两第一导向杆24的两端连接所述的第一端盖26。
18.作为一种优选方案,所述切换机构2还包括驱动切换转盘21转动的旋转气缸25,所述旋转气缸25固定安装于第一无杆气缸22的第一缸体22上,所述切换转盘21与旋转气缸25的动力输出端固定连接。
19.作为一种优选方案,所述送料机构3还包括丝杆32、丝杆滑座33、第二导向杆34和驱动托料板31上下移动的驱动电机35,所述驱动电机35固定安装于安装支架1上,所述丝杆32和第二导向杆34竖向设置于安装支架1上,所述第二导向杆34平行设置于丝杆32的左右两侧,所述丝杆32与驱动电机35的输出轴固定连接,所述丝杆滑座33滑动安装于丝杆32和第二导向杆34上,所述托料板31与丝杆滑座33固定连接。
20.作为一种优选方案,所述上料机械手4还包括第二无杆气缸,所述第二无杆气缸包括一第二缸体44、一第二缸筒43、两第三导向杆45和两第二端盖42,两第三导向杆45平行设置于第二缸筒43的左右两侧,所述第二缸体44安装于第二缸筒43和两第三导向杆45之上,
第二缸筒43和两第三导向杆45的两端连接所述的第二端盖42,所述上料组件41安装于第二缸体44之上。
21.作为一种优选方案,所述上料机械手4还包括安装块46,所述安装块46固定安装于第二缸体44上,所述上料组件41为两个,两上料组件41左右相对安装于安装块46上。
22.作为一种优选方案,所述上料组件41还包括安装板412和驱动吸料头411上下移动的驱动气缸413,所述驱动气缸413固定安装于安装块46上,所述安装板412与驱动气缸413的推出块固定连接,所述吸料头411固定安装于安装板412上。
23.工作时,操作人员将散热齿片工件放置在切换转盘21上,通过第一无杆气缸和旋转气缸25的作用下,使托料板31置入切换转盘21的工件放置槽中,且托料板31置于工件的下方,在上料机械手4的作用下,将托料板31最上方的散热齿片工件上料,然后在驱动电机35的作用下,托料板31上移一个散热齿片工件的位置;当托料板31上最后一个散热齿片工件被上料机械手4上料时,驱动电机35将托料板31恢复到原始位置,而在第一无杆气缸和旋转气缸25的配合下,将切换转盘21上另一侧载有散热齿片工件置于托料板31上。
24.本实用新型的有益效果是:通过切换机构2、送料机构3和上料机械手4的配合能实现自动化上料,过程无需人工操作,有效提高工作效率;切换机构2设置能使切换转盘21上放置更多散热齿片工件,可以减少操作人员放置工件的次数,从而进一步提高工作效率。
25.以上所述,仅是本实用新型较佳实施方式,凡是依据本实用新型的技术方案对以上的实施方式所作的任何细微修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。