1.本发明属于模具塑形技术领域,具体涉及一种行程可控的脱螺纹模具。
背景技术:
2.注塑工件是最常见的一种生产材料,特别是日常生活用具生产中被广泛使用,其原料及加工成本相对较低,经久耐用,市场需求量大且稳定;注塑工件常需要加工出内螺纹结构,以方便与其他部件的连接。但注塑成型后内螺纹处与模具难于脱离,且脱模费时费力,脱模效率低,无法实现自动脱模;当对模具设计有更高的要求时,脱模须及时且模具温度高,易对操作人员造成伤害。
3.专利cn110733164a所阐述的一种内螺纹注塑件模具及其脱模方法,通过螺纹模芯在前模芯上设置的弹性件,确保螺纹模芯能在前模芯上可进行靠拢或分开移动,通过嵌块设置在螺纹模芯中且嵌块前端较后端薄,前端较后端窄,一是在合模前确保螺纹模芯的分开,二是确保脱模后,螺纹模芯能自动靠拢;在合模中顶板固定不动,通过嵌块固定连接在顶板,脱模时嵌块能退出螺纹模芯一部分,确保螺纹模芯能自动靠拢,便于能快速脱模;通过嵌块两侧设有与连接板对应的通孔,安装孔模杆前端穿过嵌块设置,对嵌块起到稳固的作用,防止在合模或脱模过程中上下摆动,但是只能做到塑形外螺纹的效果,不能塑形内螺纹,且在挤压成形的时候没有散热结构,所以模具成形时间会逐渐延长,降低效率。
技术实现要素:
4.针对现有技术存在的不足,本发明目的是提供一种行程可控的脱螺纹模具,具备可以塑形内螺纹和外螺纹的效果、散热成型快和可以控制外螺纹螺杆长度的优点。
5.为实现上述目的,本发明提供如下技术方案:一种行程可控的脱螺纹模具,包括主体、第二塑模底板、第一成形模件和第二成形模件,所述主体的内壁设置有压模机构,所述主体的外壁固定连接有成模盒,所述成模盒的外壁固定连接有支撑架,所述成模盒的内壁底部设置有第一塑模底板,所述第一塑模底板的底部设置有控制结构,所述控制结构包括液压机,所述液压机的外壁固定连接有转动电机,所述转动电机的输出端固定连接有固定板,所述固定板的外壁固定连接有第一控制电机,所述第一控制电机的输出端固定连接有限位螺杆。
6.通过上述技术方案,起到了塑形螺纹的效果,主体上的压模机构会将压块伸入成模盒内,在成模盒上的成形槽会与压块将浇注的成形熔料挤压成形,在成模盒的底部开设了滑槽,可以用来更换第一塑模底板和第二塑模底板,第一塑模底板可以塑形出外螺纹,第二塑模底板用来塑形内螺纹,在塑形外螺纹时,将第一塑模底板安装在成模盒的滑槽内,之后启动液压机将限位螺杆插入塑形柱内,之后转动第一控制电机用来控制限位螺杆插入塑形柱中的深度,这样就可以起到控制成品上螺杆的长度,塑形完成之后,启动液压机降下固定板的同时,第一控制电机会转动限位螺杆,使得限位螺杆会与模型的螺纹进行脱离,在塑形的时候,散热板可以加速模具成型,风机可以加速气流的流动,从而提高散热的速度,提
高散热效果。
7.优选的,所述固定板的底部外壁固定连接有第二控制电机,所述第二控制电机的输出端固定连接有固定底块,所述固定底块的外壁固定连接有外筒,所述固定底块的外壁固定连接有内螺杆。
8.通过上述技术方案,起到了塑形外螺纹的效果,固定板可以被液压机旋转半圈,从而将第二控制电机的一面转向成模盒的一侧,之后通过液压机将外筒插入对接槽的内部,熔料会流入外筒内,配合内螺杆就会塑形出内螺纹,出模的时候液压机降下固定板的同时第二控制电机旋转外筒,使得内螺杆的螺纹壁与模具螺纹可以脱离。
9.优选的,所述压模机构包括固定块,所述固定块的内壁滑动连接有液压杆,所述液压杆的一端固定连接有振动机,所述振动机的外壁固定连接有压块,所述压块的外壁固定连接有密封块。
10.通过上述技术方案,起到了脱模的效果,压模机构通过降下液压杆模式的压块与成形槽之间的空隙将模具挤压出来,等模具塑形好之后,启动控制结构使得底部模具首先脱模,将压块抬起,成品会被压块带起,之后振动机会将成品脱离压块。
11.优选的,所述成模盒包括成形盒,所述成形盒的内壁开设有成形槽,所述成形盒的外壁固定连接有入料板。
12.通过上述技术方案,起到了方便入料的效果,成形盒固定有入料板,入料板具有一定的倾斜角度,可以使得熔料入槽时更加方便,优化入料效果。
13.优选的,所述成形盒的外壁固定连接有风机,所述风机的内壁开设有入风口,所述风机的内壁连通有出风口,所述成形盒的外壁固定连接有散热板,所述成形盒的内壁开设有滑槽。
14.通过上述技术方案,起到了散热的效果,风机安装在成形盒的外壁,风机的入风口可以将气流引入风机,再将气流从出风口排出,出风口对着散热板,使得气流可以将散热板上传来的热量排出。
15.优选的,所述第一塑模底板包括第一滑板,所述第一滑板的外壁固定连接有第一滑块,所述第一滑板的外壁固定连接有加强块,所述加强块的外壁固定连接有塑形柱。
16.通过上述技术方案,起到了成形外螺纹效果,第一塑模底板用来成形外螺纹,塑形柱内的螺纹起到塑形的作用,塑形出的产品为第一成形模件。
17.优选的,所述第二塑模底板包括第二滑板,所述第二滑板的外壁固定连接有第二滑块,所述第二滑板的内壁开设有对接槽。
18.通过上述技术方案,起到了成形内螺纹的效果,第二塑模底板用来成形内螺纹,主要起到密封的作用,成形的产品为第二成形模件。
19.优选的,所述对接槽的内壁与外筒的外壁卡接。
20.通过上述技术方案,利用对接槽可以提高与外筒的密封。
21.与现有技术相比,本发明的有益效果是:
22.1、压模机构通过降下液压杆模式的压块与成形槽之间的空隙将模具挤压出来,等模具塑形好之后,启动控制结构使得底部模具首先脱模,将压块抬起,成品会被压块带起,之后振动机会将成品脱离压块,主体上的压模机构会将压块伸入成模盒内,成形盒固定有入料板,入料板具有一定的倾斜角度,可以使得熔料入槽时更加方便,优化入料效果,在成
模盒上的成形槽会与压块将浇注的成形熔料挤压成形,在成模盒的底部开设了滑槽,可以用来更换第一塑模底板和第二塑模底板,第一塑模底板可以塑形出外螺纹,第二塑模底板用来塑形内螺纹,在塑形外螺纹时,将第一塑模底板安装在成模盒的滑槽内,之后启动液压机将限位螺杆插入塑形柱内,之后转动第一控制电机用来控制限位螺杆插入塑形柱中的深度,这样就可以起到控制成品上螺杆的长度,塑形完成之后,启动液压机降下固定板的同时,第一控制电机会转动限位螺杆,使得限位螺杆会与模型的螺纹进行脱离。
23.2、固定板可以被液压机旋转半圈,从而将第二控制电机的一面转向成模盒的一侧,之后通过液压机将外筒插入对接槽的内部,熔料会流入外筒内,配合内螺杆就会塑形出内螺纹,出模的时候液压机降下固定板的同时第二控制电机旋转外筒,使得内螺杆的螺纹壁与模具螺纹可以脱离,第一塑模底板用来成形外螺纹,塑形柱内的螺纹起到塑形的作用,塑形出的产品为第一成形模件,第二塑模底板用来成形内螺纹,主要起到密封的作用,成形的产品为第二成形模件。
24.3、在塑形的时候,散热板可以加速模具成型,风机可以加速气流的流动,从而提高散热的速度,提高散热效果,风机安装在成形盒的外壁,风机的入风口可以将气流引入风机,再将气流从出风口排出,出风口对着散热板,使得气流可以将散热板上传来的热量排出。
附图说明
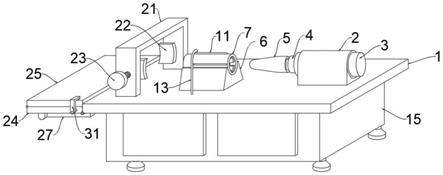
25.图1为本发明的主体结构示意图;
26.图2为本发明的成模盒侧视结构示意图;
27.图3为本发明的成模盒结构示意图;
28.图4为本发明的控制结构底部结构示意图;
29.图5为本发明的控制结构结构示意图;
30.图6为本发明的压模机构结构示意图;
31.图7为本发明的第一塑模底板结构示意图;
32.图8为本发明的第二塑模底板结构示意图;
33.图9为本发明的成形模具结构示意图。
34.图中:1、主体;2、压模机构;3、成模盒;4、支撑架;5、第一塑模底板;6、控制结构;7、第一成形模件;8、第二成形模件;9、第二塑模底板;200、固定块;201、液压杆;202、振动机;203、压块;204、密封块;300、成形盒;301、成形槽;302、入料板;303、风机;304、出风口;305、散热板;306、滑槽;307、入风口;500、第一滑板;501、第一滑块;502、加强块;503、塑形柱;600、液压机;601、转动电机;602、固定板;603、第一控制电机;604、限位螺杆;605、第二控制电机;606、固定底块;607、外筒;608、内螺杆;900、第二滑板;901、第二滑块;902、对接槽。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.请参阅图1-图9,本发明提供一种技术方案:一种行程可控的脱螺纹模具,包括主体1、第二塑模底板9、第一成形模件7和第二成形模件8,主体1的内壁设置有压模机构2,主体1的外壁固定连接有成模盒3,成模盒3的外壁固定连接有支撑架4,成模盒3的内壁底部设置有第一塑模底板5,第一塑模底板5的底部设置有控制结构6,控制结构6包括液压机600,液压机600的外壁固定连接有转动电机601,转动电机601的输出端固定连接有固定板602,固定板602的外壁固定连接有第一控制电机603,第一控制电机603的输出端固定连接有限位螺杆604。
37.本实施方案中,主体1上的压模机构2会将压块203伸入成模盒3内,在成模盒3上的成形槽301会与压块203将浇注的成形熔料挤压成形,在成模盒3的底部开设了滑槽306,可以用来更换第一塑模底板5和第二塑模底板9,第一塑模底板5可以塑形出外螺纹,第二塑模底板9用来塑形内螺纹,在塑形外螺纹时,将第一塑模底板5安装在成模盒3的滑槽306内,之后启动液压机600将限位螺杆604插入塑形柱503内,之后转动第一控制电机603用来控制限位螺杆604插入塑形柱503中的深度,这样就可以起到控制成品上螺杆的长度,塑形完成之后,启动液压机600降下固定板602的同时,第一控制电机603会转动限位螺杆604,使得限位螺杆604会与模型的螺纹进行脱离,在塑形的时候,散热板305可以加速模具成型,风机303可以加速气流的流动,从而提高散热的速度,提高散热效果。
38.具体的,固定板602的底部外壁固定连接有第二控制电机605,第二控制电机605的输出端固定连接有固定底块606,固定底块606的外壁固定连接有外筒607,固定底块606的外壁固定连接有内螺杆608。
39.本实施例中,固定板602可以被液压机600旋转半圈,从而将第二控制电机605的一面转向成模盒3的一侧,之后通过液压机600将外筒607插入对接槽902的内部,熔料会流入外筒607内,配合内螺杆608就会塑形出内螺纹,出模的时候液压机600降下固定板602的同时第二控制电机605旋转外筒607,使得内螺杆608的螺纹壁与模具螺纹可以脱离。
40.具体的,压模机构2包括固定块200,固定块200的内壁滑动连接有液压杆201,液压杆201的一端固定连接有振动机202,振动机202的外壁固定连接有压块203,压块203的外壁固定连接有密封块204。
41.本实施例中,压模机构2通过降下液压杆201模式的压块203与成形槽301之间的空隙将模具挤压出来,等模具塑形好之后,启动控制结构6使得底部模具首先脱模,将压块203抬起,成品会被压块203带起,之后振动机202会将成品脱离压块203。
42.具体的,成模盒3包括成形盒300,成形盒300的内壁开设有成形槽301,成形盒300的外壁固定连接有入料板302。
43.本实施例中,成形盒300固定有入料板302,入料板302具有一定的倾斜角度,可以使得熔料入槽时更加方便,优化入料效果。
44.具体的,成形盒300的外壁固定连接有风机303,风机303的内壁开设有入风口307,风机303的内壁连通有出风口304,成形盒300的外壁固定连接有散热板305,成形盒300的内壁开设有滑槽306。
45.本实施例中,风机303安装在成形盒300的外壁,风机303的入风口307可以将气流引入风机303,再将气流从出风口304排出,出风口304对着散热板305,使得气流可以将散热板305上传来的热量排出。
46.具体的,第一塑模底板5包括第一滑板500,第一滑板500的外壁固定连接有第一滑块501,第一滑板500的外壁固定连接有加强块502,加强块502的外壁固定连接有塑形柱503。
47.本实施例中,第一塑模底板5用来成形外螺纹,塑形柱503内的螺纹起到塑形的作用,塑形出的产品为第一成形模件7。
48.具体的,第二塑模底板9包括第二滑板900,第二滑板900的外壁固定连接有第二滑块901,第二滑板900的内壁开设有对接槽902。
49.本实施例中,第二塑模底板9用来成形内螺纹,主要起到密封的作用,成形的产品为第二成形模件8。
50.具体的,对接槽902的内壁与外筒607的外壁卡接。
51.本实施例中,对接槽902可以提高与外筒607的密封。
52.本发明的工作原理及使用流程:主体1上的压模机构2会将压块203伸入成模盒3内,在成模盒3上的成形槽301会与压块203将浇注的成形熔料挤压成形,在成模盒3的底部开设了滑槽306,可以用来更换第一塑模底板5和第二塑模底板9,第一塑模底板5可以塑形出外螺纹,第二塑模底板9用来塑形内螺纹,在塑形外螺纹时,将第一塑模底板5安装在成模盒3的滑槽306内,之后启动液压机600将限位螺杆604插入塑形柱503内,之后转动第一控制电机603用来控制限位螺杆604插入塑形柱503中的深度,这样就可以起到控制成品上螺杆的长度,塑形完成之后,启动液压机600降下固定板602的同时,第一控制电机603会转动限位螺杆604,使得限位螺杆604会与模型的螺纹进行脱离,在塑形的时候,散热板305可以加速模具成型,风机303可以加速气流的流动,从而提高散热的速度,提高散热效果,固定板602可以被液压机600旋转半圈,从而将第二控制电机605的一面转向成模盒3的一侧,之后通过液压机600将外筒607插入对接槽902的内部,熔料会流入外筒607内,配合内螺杆608就会塑形出内螺纹,出模的时候液压机600降下固定板602的同时第二控制电机605旋转外筒607,使得内螺杆608的螺纹壁与模具螺纹可以脱离,压模机构2通过降下液压杆201模式的压块203与成形槽301之间的空隙将模具挤压出来,等模具塑形好之后,启动控制结构6使得底部模具首先脱模,将压块203抬起,成品会被压块203带起,之后振动机202会将成品脱离压块203,成形盒300固定有入料板302,入料板302具有一定的倾斜角度,可以使得熔料入槽时更加方便,优化入料效果,风机303安装在成形盒300的外壁,风机303的入风口307可以将气流引入风机303,再将气流从出风口304排出,出风口304对着散热板305,使得气流可以将散热板305上传来的热量排出,第一塑模底板5用来成形外螺纹,塑形柱503内的螺纹起到塑形的作用,塑形出的产品为第一成形模件7,第二塑模底板9用来成形内螺纹,主要起到密封的作用,成形的产品为第二成形模件8。
53.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。