1.本技术涉及工艺回收领域,特别涉及一种催化干气中除杂的方法。
背景技术:
2.催化裂化和催化裂解是重要的石油加工过程.这些加工过程产生的废尾气(催化裂化干气和催化裂解干气等,统称催化干气)超过550万吨/年,其中含乙烯约100万吨/年,此外还含有h2,ch4,c2h6,c3h6,co,co2,h2o和h2s等组分。由于纯乙烯资源短缺,乙烯的回收和直接转化研究很多,也见少数有关氢气回收的研究。
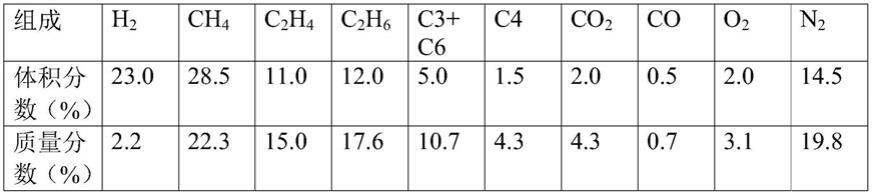
3.实际上,催化干气中的典型组成见下表1,氢气的体积分数过大,而质量分数却很低,这给催化干气的回收带来不必要的空间和时间成本,此外,人们往往忽略了催化干气中的含量较高的甲烷组分,直接将其排放或者除去,造成了资源的浪费,污染环境,而且导致温室效应的加剧,也达不到催化干气的充分利用。
4.表1
5.
技术实现要素:
6.鉴以此,本技术提出一种催化干气中除杂的方法,在回收粗乙烯的同时,回收甲烷,以达到催化干气的充分回收和利用。
7.本技术的技术方案是这样实现的:
8.一种催化干气中除杂的方法,包括以下步骤:
9.(1)干气预处理:将干气进行除酸处理和二级压缩后,将干气压力提高到1.5-2.6mpa;
10.(2)冷油吸收:将经步骤(1)预处理后的干气从吸收塔底部进入,经过吸收塔内部的吸附层,吸附层将包含碳二的组分吸附后从吸收塔底流出,吸收塔顶排出未被吸收的气体;步骤(2)所述吸附层除吸附碳二组分外,还吸附碳二以上的组分,如碳三、碳四、碳五、芳烃类。
11.(3)解吸:将步骤(2)所述吸附有包含碳二组分的吸附层液体进入解吸塔解吸;
12.(4)冷分离:将步骤(3)解吸后的气体在-55℃至-42℃下分离得到含有乙烷的乙烯气体和含有丙烯、丙烷的液体;
13.(5)还原:步骤(2)中所述未被吸收的气体经过还原塔中的脱氧层,除掉氧化性气体,得到甲烷粗分。
14.进一步的技术方案是,步骤(1)所述干气预处理的温度为0-15℃。
15.进一步的技术方案是,所述二级压缩为依次经过一级压缩和二级压缩,所述一级压缩后的干气压力为0.5-1.0mpa。
16.进一步的技术方案是,步骤(1)所述干气预处理顺序依次为除酸、一级压缩、除酸、二级压缩。
17.进一步的技术方案是,所述除酸物质为碱石灰或胺液,所述胺液包括一乙醇胺、二乙醇胺、二异丙醇胺、n-甲基二乙醇胺中的一种或多种以任意比例混合。
18.进一步的技术方案是,步骤(2)中所述吸收塔的温度为-20℃-15℃,压力为1.0-2.6mpa。
19.进一步的技术方案是,步骤(2)所述吸附层包含碳五馏分或芳烃馏分。
20.进一步的技术方案是,步骤(3)所述解吸塔的温度为20℃-40℃,压力为0.05-1.0mpa。
21.进一步的技术方案是,步骤(5)所述脱氧层为含有亚铁离子、碘离子、亚硫酸根离子、苯酚、肼中的一种或多种物质。
22.进一步的技术方案是,步骤(5)所述还原塔的条件为温度为0℃-40℃,压力为0.1-3mpa。
23.本技术所述干气预处理中压缩的目的,一是为了去除催化干气中存在的游离状态的灰尘、微粒、以及气溶胶状态的烟和雾,二是为了压缩干气的体积,使得干气组分的体积分数和质量分数更为接近,以缩短后续步骤处理时间,提高处理效率;采用二级压缩的为了充分除去催化干气中的灰尘和烟雾。由于催化干气在压缩过程中会放热,为了减少放热过程组分间的化学反应及其引起的不必要的危险因素,经过研究保持干气预处理温度在0-15℃。
24.本技术提到的碱石灰中各组分的重量份数为氧化钙75-80份,水15-25份、氢氧化钠1-2份、氢氧化钾1-2份。除酸处理主要用来除去催化干气中硫化氢等酸性气体,以减少其对机械的损伤,降低机械维护成本,提高生产效率和经济收益。本技术提到的除酸物质优选碱石灰,碱石灰不仅费用低,可以去除酸性物质,还具有去除水分的作用。本技术通过冷分离步骤将乙烷、乙烯、丙烯、丙烷等气液分离。
25.甲烷是一种燃料,如果直接排放在空气中,不仅造成资源浪费,还会污染环境,引起温室效应。本技术将现有技术中直接排放的未被吸收的气体(h2、ch4、o2、co2、co、n2)通过还原脱氧,去除其中的氧化性气体,保证了ch4等气体的回收和稳定性,为后续甲烷的利用提供了条件。
26.与现有技术相比,本技术的有益效果是:
27.(1)本技术利用冷油吸收回收轻烃,利用冷分离分离碳二和碳三等组分,在利用还原脱氧回收以甲烷为主的未吸收组分,达到了粗乙烯和粗甲烷的回收。
28.(2)本技术提供了一种回收乙烯和甲烷的催化干气除杂方法,粗乙烯的平均回收率在33.16%左右,其中乙醇的纯度在60.97%;粗甲烷的平均回收率在46.01%左右,其中甲烷的纯度在73.93%。
具体实施方式
29.为了更好理解本技术技术内容,下面提供具体实施例,对本技术做进一步的说明。
30.实施例1
31.一种催化干气中除杂的方法,包括以下步骤:
32.(1)干气预处理:所述干气预处理顺序依次为除酸、一级压缩、除酸、二级压缩。所述干气预处理的温度为15℃。所述一级压缩后的干气压力为0.5mpa,一级压缩后的干气压力为1.5mpa;所述除酸物质为碱石灰。
33.(2)冷油吸收:将经步骤(1)预处理后的干气从吸收塔底部进入,经过吸收塔内部的吸附层,吸附层将包含碳二的组分吸附后从吸收塔底流出,吸收塔顶排出未被吸收的气体;步骤(2)所述吸附层除吸附碳二组分外,还吸附碳二以上的组分,如碳三、碳四、碳五、芳烃类。所述吸收塔的温度为15℃,压力为2.6mpa。所述吸附层为碳五馏分。
34.(3)解吸:将步骤(2)所述吸附有包含碳二组分的吸附层液体进入解吸塔解吸;所述解吸塔的温度为40℃,压力为1.0mpa。
35.(4)冷分离:将步骤(3)解吸后的气体在-42℃下分离得到含有乙烷的乙烯气体和含有丙烯、丙烷的液体;
36.(5)还原:步骤(2)中所述未被吸收的气体经过还原塔中的脱氧层,除掉氧化性气体,得到甲烷粗分。所述脱氧层为质量分数为35%-硫酸亚铁溶液。所述还原塔的条件为温度为40℃,压力为0.1mpa。
37.实施例2
38.一种催化干气中除杂的方法,包括以下步骤:
39.(1)干气预处理:所述干气预处理顺序依次为除酸、一级压缩、除酸、二级压缩。所述干气预处理的温度为0℃。所述一级压缩后的干气压力为1.0mpa,二级压缩后的干气压力为2.6mpa;所述除酸物质为碱石灰。
40.(2)冷油吸收:将经步骤(1)预处理后的干气从吸收塔底部进入,经过吸收塔内部的吸附层,吸附层将包含碳二的组分吸附后从吸收塔底流出,吸收塔顶排出未被吸收的气体;步骤(2)所述吸附层除吸附碳二组分外,还吸附碳二以上的组分,如碳三、碳四、碳五、芳烃类。所述吸收塔的温度为-20℃,压力为1.0mpa。步骤(2)所述吸附层为芳烃馏分。
41.(3)解吸:将步骤(2)所述吸附有包含碳二组分的吸附层液体进入解吸塔解吸;所述解吸塔的温度为20℃,压力为0.05mpa。
42.(4)冷分离:将步骤(3)解吸后的气体在-55℃下分离得到含有乙烷的乙烯气体和含有丙烯、丙烷的液体;
43.(5)还原:步骤(2)中所述未被吸收的气体经过还原塔中的脱氧层,除掉氧化性气体,得到甲烷粗分。所述脱氧层为苯酚与甘油以质量比1:5混合的物质。所述还原塔的条件为温度为0℃,压力为3mpa。
44.实施例3
45.一种催化干气中除杂的方法,包括以下步骤:
46.(1)干气预处理:所述干气预处理顺序依次为除酸、一级压缩、除酸、二级压缩。步骤(1)所述干气预处理的温度为10℃。所述一级压缩后的干气压力为0.8mpa,二级压缩后的干气压力为2.0mpa;所述除酸物质为质量分数为50%的二异丙醇胺溶液。
47.(2)冷油吸收:将经步骤(1)预处理后的干气从吸收塔底部进入,经过吸收塔内部的吸附层,吸附层将包含碳二的组分吸附后从吸收塔底流出,吸收塔顶排出未被吸收的气
体;步骤(2)所述吸附层除吸附碳二组分外,还吸附碳二以上的组分,如碳三、碳四、碳五、芳烃类。所述吸收塔的温度为4℃,压力为1.5mpa。步骤(2)所述吸附层为碳五馏分和芳烃馏分以重量比为1:1的混合物。(3)解吸:将步骤(2)所述吸附有包含碳二组分的吸附层液体进入解吸塔解吸;所述解吸塔的温度为30℃,压力为0.08mpa。
48.(4)冷分离:将步骤(3)解吸后的气体在-45℃下分离得到含有乙烷的乙烯气体和含有丙烯、丙烷的液体;
49.(5)还原:步骤(2)中所述未被吸收的气体经过还原塔中的脱氧层,除掉氧化性气体,得到甲烷粗分。所述脱氧层为质量分数为1%的肼溶液。所述还原塔的条件为温度为25℃,压力为2.5mpa。
50.对比例1
51.与实施例2相比,还原塔的条件为温度为-1℃,压力为3mpa,其他步骤与实施例2相同。
52.对比例2
53.与实施例2相比,还原塔的条件为温度为0℃,压力为4mpa,其他步骤与实施例2相同。
54.对比例3
55.与实施例2相比,所述干气预处理的温度为18℃,其他步骤与实施例2相同。
56.乙烯和甲烷的收率和纯度检测结果
57.粗乙烯收率=(m1/m0)*100%,其中m1为经过本技术所述催化干气除杂方法冷分离步骤后得到的含有乙烷的乙烯气体(粗乙烯)质量,m0催化干气除杂前的质量。粗甲烷收率=(m2/m0)*100%,其中m2为经过本技术所述催化干气除杂方法还原步骤后得到的甲烷粗分(粗甲烷)质量,m0催化干气除杂前的质量。并采用hplc法检测粗乙烯中乙烯的纯度、粗甲烷中甲烷的纯度。
58.表2
[0059][0060][0061]
由表2可知,本技术所述催化干气的除杂方法,粗乙烯的平均回收率在33.16%左右,其中乙醇的纯度在60.97%;粗甲烷的平均回收率在46.01%左右,其中甲烷的纯度在73.93%。
[0062]
而对比例1-2还原塔的条件对粗乙烯的回收率和纯度、对粗甲烷的回收率影响不大,但是对粗甲烷的纯度有显著影响,可见,控制还原塔的条件可以提高粗甲烷的纯度。对
比例3提高了预处理的温度,对粗乙烯和粗甲烷的回收率也影响不大,但却降低了粗乙烯和粗甲烷的纯度,可见预处理的温度不能太高,合理控制预处理的温度可以提高粗乙烯和粗甲烷的纯度。
[0063]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。