1.本技术涉及物料发放领域,特别涉及一种物料发放机构、劈刀自动发放机及领料方法。
背景技术:
2.在半导体装置的制造工序中,进行通过细丝来连接半导体元件与引线框架的丝焊。丝焊中,用焊接劈刀将细丝的一端接合于半导体元件的电极垫(第一次焊接)。接下来拉着细丝接合于引线(第二次焊接)。在接合细丝时,在用焊接劈刀按压细丝的状态下外加超声波。劈刀在长时间使用或损坏后,即需要对旧的劈刀进行回收以及领取新的劈刀进行更换。
3.现有对于劈刀的领取仍采用人工的方式,从库房内进行取货和登记。但在实际使用中,物料(劈刀)在进行领取时,并不能做到有效的监管,经常出现误领、冒领和多领的情形,导致物料的使用成本增加。此外,人工库房取货和登记的方式,流程冗长,耗时较长,且需要额外的工作人员进行负责,进一步的增加了人工成本。
技术实现要素:
4.本技术的目的在于提供一种物料发放机构、劈刀自动发放机及领料方法,可以对物料进行自动监管发放。
5.为实现上述目的,本技术一方面提供一种物料发放机构,至少包括料仓、xyz轴移动机构和取放机构;所述料仓上设置有若干料槽,并且若干所述料槽位于所述xyz轴移动机构的移动范围之内;所述xyz轴移动机构的移动端与所述取放机构连接,所述取放机构朝向若干所述料槽设置;所述取放机构至少包括基板、抓取结构、状态检测单元和物料扫码单元,其中所述基板与所述xyz轴移动机构的移动端连接,所述抓取结构固定在所述基板上。
6.为实现上述目的,本技术另一方面还提供一种劈刀自动发放机,用于对劈刀进行发料,包括加锁机架、废料收集箱、控制端和上述的物料发放机构,其中所述物料发放机构、废料收集箱位于所述加锁机架内;所述加锁机架上设置有外置加料口、出料口和废料回收口;所述外置加料口和所述出料口均位于所述xyz轴移动机构的移动范围内;所述废料回收口与所述废料收集箱对应,以使得废料经过所述废料回收口进入所述废料收集箱内;所述控制端基于所述废料收集箱所回收废料的数量,控制所述出料口的出料量。
7.为实现上述目的,本技术另一方面还提供一种领料方法,判断废料回收口是否检测到存在废料放入;若所述废料回收口检测到存在废料放入,则判断放入的废料数量,并基于所述废料数量控制物料发放机构发放对应数量的物料;若所述废料回收口未检测到存在废料放入,则控制物料发放机构不予出料。
8.由此可见,本技术提供的技术方案,可以通过设置位于加锁机架内的料仓和与xyz轴移动机构连接的取放机构,通过登记领取人员信息和是否放入废料俩判断是否控制xyz轴移动机构带动取放机构进行自动取料发料,从而避免人工误领、冒领和多领的情形,进而
实现对物料进行自动监管发放的作用。
附图说明
9.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
10.图1是本技术提供的一种实施方式中物料发放机构的结构示意图;
11.图2是图1中部分结构示意图;
12.图3是图2中部分结构示意图;
13.图4是本技术提供的一种实施方式中料仓的结构示意图;
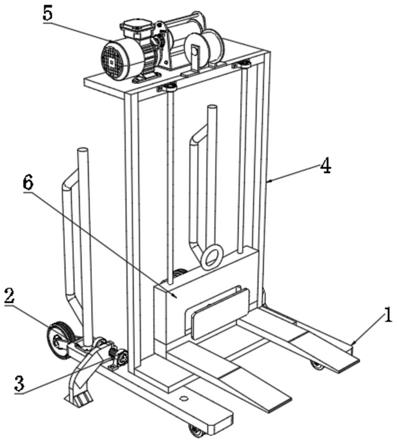
14.图5是本技术提供的一种实施方式中劈刀自动发放机的结构示意图;
15.图6是本技术提供的一种实施方式中料仓和加料箱的使用状态结构示意图;
16.图7是本技术提供的一种实施方式中加料箱的结构示意图;
17.图中:1、料仓;11、料槽;12、支柱;13、内置加料口;2、xyz轴移动机构;21、x轴直线移动结构;22、y轴直线移动机构;23、z轴直线移动结构;3、取放机构;31、基板;32、抓取结构;321、旋转结构;3211、电机;3212、带轮组件;3213、随动转轴;322、夹取单元;33、状态检测单元;34、物料扫码单元;4、加锁机架;41、外置加料口;42、出料口;43、废料回收口;44、用户识别单元;45、废料扫码单元;5、废料收集箱;6、加料箱;61、载板;62、把手;63、条形槽;a、物料发放机构。
具体实施方式
18.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施方式作进一步地详细描述。本技术使用的例如“上”、“上方”、“下”、“下方”、“第一端”、“第二端”、“一端”、“另一端”等表示空间相对位置的术语是出于便于说明的目的来描述如附图中所示的一个单元或特征相对于另一个单元或特征的关系。空间相对位置的术语可以旨在包括设备在使用或工作中除了图中所示方位以外的不同方位。例如,如果将图中的设备翻转,则被描述为位于其他单元或特征“下方”或“之下”的单元将位于其他单元或特征“上方”。因此,示例性术语“下方”可以囊括上方和下方这两种方位。设备可以以其他方式被定向(旋转90度或其他朝向),并相应地解释本文使用的与空间相关的描述语。
19.此外,术语“安装”、“设置”、“设有”、“连接”、“滑动连接”、“固定”、“套接”应做广义理解。例如,“连接”可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
20.目前常用的对于物料(劈刀)的领取仍采用人工的方式,从库房内进行取货和登记。但在实际使用中,物料(劈刀)在进行领取时,并不能做到有效的监管,经常出现误领、冒领和多领的情形,导致物料的使用成本增加。此外,人工库房取货和登记的方式,流程冗长,耗时较长,且需要额外的工作人员进行负责,进一步的增加了人工成本。针对于上述问题,
因此急需一种物料发放机构、劈刀自动发放机及领料方法,可以对物料进行自动监管发放。
21.下面将结合附图,对本技术实施方式中的技术方案进行清楚、完整地描述。显然,本技术所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
22.在一种可实现的实施方式中,请一并参见图1至图4所示,一种物料发放机构a,可以包括料仓1、xyz轴移动机构2和取放机构3。料仓1上设置有若干料槽11,若干料槽11可以呈矩形阵列设置在料仓1内,并且若干料槽11位于xyz轴移动机构2的移动范围之内。xyz轴移动机构2的移动端与取放机构3连接,取放机构3朝向若干料槽11设置,从而可以使得xyz轴移动机构2带动取放机构3对任意一个料槽11内的物料进行抓取或将物料放入至任意一个料槽11内。取放机构3可以包括基板31、抓取结构32、状态检测单元33和物料扫码单元34,其中基板31与xyz轴移动机构2的移动端连接,抓取结构32固定在基板31上。
23.在实际应用中,当进行存料时,状态检测单元33用于查看物料上料时的状态,从而由抓取结构32对物料进行抓取并将物料旋转至需要的状态以及将条码旋转朝向物料扫码单元34进行扫码登记,接着将物料存储至料槽11内。当进行取料时,xyz轴移动机构2带动取放机构3从若干料槽11内抓取新的物料,并送至外侧进行上料。
24.需要解释的,抓取结构32带动物料旋转的旋转范围位于
±
180
°
,从而避免旋转圈数过多,影响线束或气路连接。
25.值得一提的是,本技术中状态检测单元33用于检测物料上料时的状态(可以是判断物料外表面条码是否朝上),状态检测单元33可以采用ccd相机等,在此不作限定。其中,物料扫码单元34用于对物料上料和/或出料进行扫码登记,物料扫码单元34可以采用扫码器等,在此不作限定。
26.在一种可实现的实施方式中,关于xyz轴移动机构2的具体结构,请参见图2所示,xyz轴移动机构2可以包括x轴直线移动结构21、y轴直线移动机构22和z轴直线移动结构23,并且,y轴直线移动机构22与x轴直线移动结构21的移动端连接,x轴直线移动结构21与z轴直线移动结构23的移动端连接。物料扫码单元34和状态检测单元33固定在x轴直线移动结构21的移动端,如此从而使得在y轴直线移动机构22带动取放机构3伸出进行取放物料时,物料扫码单元34和状态检测单元33不随着取放机构3进行移动,从而避免物料扫码单元34和状态检测单元33与料仓1发生干涉。在y轴直线移动机构22带动取放机构3缩回时,取放机构3的抓取端与物料扫码单元34对应,从而由物料扫码单元34对取放机构3的抓取端所抓取物料进行扫码。
27.在实际应用中,x轴直线移动结构21、y轴直线移动机构22和z轴直线移动结构23可以采用伺服直线模组。
28.进一步的,抓取结构32可以通过设置有旋转结构321和夹取单元322,采用旋转结构321带动夹取单元322进行旋转。请具体参见图3所示,旋转结构321固定在基板31上,夹取单元322与旋转结构321连接,从而使得旋转结构321带动夹取单元322转动,对物料进行状态调整以及旋转至物料扫码单元34位置进行扫码。
29.其中,旋转结构321包括可以电机3211、带轮组件3212和随动转轴3213。电机3211固定在基板31上,随动转轴3213转动连接在基板31上并且夹取单元322与随动转轴3213同
轴连接。电机3211通过带轮组件3212与随动转轴3213驱动连接。带轮组件3212可以参考现有技术,在此不再赘述。
30.在实际应用中,夹取单元322可以采用气动夹爪或电动夹爪等。旋转结构321除了采用上述结构外,也可以直接选择电机进行带动。
31.基于相同的发明构思,请具体参见图1至图5所示,本技术还提供了一种劈刀自动发放机,用于对劈刀进行发料,其可以包括加锁机架4、废料收集箱5、控制端(未示出)和上述的物料发放机构a,其中物料发放机构a、废料收集箱5位于加锁机架4内,从而防止无关人员直接进入加锁机架4内领取物料发放机构a发放的物料和将废料放入至废料收集箱5内。加锁机架4上设置有外置加料口41、出料口42和废料回收口43,外置加料口41用于从此处对料仓1进行补料。出料口42为发放的物料的出口,即将物料从出料口42发放至加锁机架4的外侧。废料回收口43用于回收废料。外置加料口41和出料口42均位于xyz轴移动机构2的移动范围内,从而便于物料发放机构进行收料和出料。废料回收口43与废料收集箱5对应,从而使得废料经过废料回收口43进入废料收集箱5内。控制端基于废料收集箱5所回收废料的数量,控制出料口42的出料量。
32.需要指出的是,本技术所限定的加锁机架4为带有锁的机架,其目的是为了,允许特定人员对劈刀自动发放机进行维修或不经过出料口42和废料回收口43对物料和废料进行处理。
33.进一步的,加锁机架4上还设置有用户识别单元44。用户识别单元44与控制端电性连接,以识别领料用户并给予登记。
34.在实际应用中,用户识别单元44可以是磁卡识别模块,用于与用户的rfid卡进行配合使用。当用户需要领料时,通过刷取rfid卡用于识别用户的个人信息,进行登记,从而便于后续了解物料的出处。
35.进一步的,加锁机架4上还可以设置有废料扫码单元45和放料感应器,其中放料感应器内置在废料回收口43内。放料传感器可以是激光传感器和/或计数传感器,可以对放入的废料进行感应和/或计数。废料扫码单元45则是一种扫码器,用于对废料上的二维码进行扫描获取废料信息。废料扫码单元45用于识别废料上的条码和对废料登记。
36.在实际应用中,当用户需要领取物料时,用户需要首先通过在用户识别单元44上刷取rfid卡用于识别用户的个人信息,然后将废料放入至废料扫码单元45处进行扫码,扫码后将废料放入至废料回收口43内,进行回收,当控制端检测存在扫码信息、用户个人信息以及检测到废料回收口43存在废料放入时,方可控制进行物料发放机构a发放物料,并同时将废料扫码信息、用户个人信息和物料扫码信息进行绑定登记。
37.在一种可实现的实施方式中,料仓1的底部通过支柱12与加锁机架4连接,料仓1与出料口42上下错位设置,并且料仓1与出料口42均位于z轴直线移动结构23的移动范围内。如此,可以使得料仓1与底部之间留有空隙,从而便于出料的物料从料仓1的下方传递至出料口42,从而减少整机的体积。
38.进一步的,请参见图6所示,劈刀自动发放机还可以包括加料箱6。料仓1具有内置加料口13,并且内置加料口13与外置加料口41对应设置,以使得加料箱6通过外置加料口41和内置加料口13进入至料仓1和xyz轴移动机构2之间。
39.在实际应用中,外置加料口41和内置加料口13上可以设置滑槽,从而使得加料箱6
可以滑动进入至料仓1和xyz轴移动机构2之间。其中,加料箱6也可以设置多个,呈上下间隔设置在外置加料口41和内置加料口13内。
40.其中,加料箱6可以包括载板61。载板61的一端设置有把手62,载板61的顶面设置有若干条形槽63,若干条形槽63沿着载板61的长度方向直线阵列设置,并且若干条形槽63和把手62分别位于载板61的两端。
41.基于相同的发明构思,本技术还提供了一种取料方法,可以应用于上述劈刀自动发放机的控制端。
42.s1:控制端通过判断废料回收口是否检测到存在废料放入。
43.具体的,控制端可以通过接收放料感应器的信号,从而判断废料回收口是否检测到存在废料放入。当然也可以是,废料收集箱5内存在感应放料的功能模块。
44.s2:若废料回收口检测到存在废料放入,则判断放入的废料数量,并基于废料数量控制物料发放机构发放对应数量的物料。
45.具体的,当废料回收口内的放料感应器检测到存在物料放入,并将存在物料放入的信号和放入废料的数量发送至控制端,控制端根据放入废料的数量,控制物料发放机构a从料仓1抓取对应数量的物料进行发放。
46.s3:若废料回收口未检测到存在废料放入,则控制物料发放机构不予出料。
47.进一步的,在判断废料回收口是否检测到存在废料放入之前,还包括:
48.通过废料扫码单元识别废料上的条码信息形成回收信息,并通过用户识别单元识别领料用户信息;
49.对应的,在基于废料数量控制物料发放机构发放对应数量的物料之后,还包括:
50.通过物料扫码单元识别物料的条码信息形成出料信息,并将回收信息、出料信息以及领料用户信息绑定登记。
51.由此可见,本技术提供的技术方案,可以通过设置位于加锁机架内的料仓和与xyz轴移动机构连接的取放机构,通过登记领取人员信息和是否放入废料俩判断是否控制xyz轴移动机构带动取放机构进行自动取料发料,从而避免人工误领、冒领和多领的情形,进而实现对物料进行自动监管发放的作用。
52.进一步,本技术通过设置状态检测单元以及由旋转结构和夹取单元组成的抓取结构,从而无需判断物料在加料箱上的状态,状态检测单元可以识别物料状态,由旋转结构带动夹取单元可以将物料调节至预定状态,使用更加方便。
53.以上所述仅为本技术的较佳实施例,并不用以限制本技术,凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。