一种基于嵌入式plc的数控机床自动控制系统
技术领域
1.本发明涉及机床清理技术领域,具体为一种基于嵌入式plc的数控机床自动控制系统。
背景技术:
2.现在数控机床均配有相应的plc控制系统,进而实现机床的智能控制,目前,卡盘用于对工件的夹持,进而方便刀具对工件进行加工,通常为了保证车床卡盘在长时间的使用后,为了有良好的精度,润滑工作时必不可少的,通常是人工进行加油润滑,或是进行拆分清洁后润滑,但这些过程都是进行人工亲自处理的,过程繁杂,若是在每次工件加工结束后进行卡盘内的自检,将会实现卡盘清洁及润滑的自动化,同时加大机床的智能化。因此,设计一种实现卡盘自检和润滑的系统是本领域人员亟待解决的问题。
技术实现要素:
3.本发明的目的在于提供一种基于嵌入式plc的数控机床自动控制系统,以解决上述背景技术中提出的问题。
4.为了解决上述技术问题,本发明提供如下技术方案:一种基于嵌入式plc的数控机床自动控制系统,包括机箱和卡盘清理系统,所述卡盘清理系统包括杂质检测模块、数据分析模块和运行控制模块,所述杂质检测模块包括压力接收模块、位置感应模块和时间记录模块,所述数据分析模块包括杂物判断模块和受力判断模块,所述运行控制模块包括校准转动模块、润滑调节模块和循环控制模块。
5.本发明进一步说明,所述机箱的内腔左壁上转动连接有卡盘,所述卡盘的右侧表面上开设有一组滑槽,一组所述滑槽的内部滑动连接有卡块,所述卡块朝内一侧固定有若干齿块,所述卡盘的内部安装有大锥齿轮,所述卡盘的侧面上方开设有插孔,所述插孔的内部转动连接有套管,所述套管的底部一周固定有小锥齿轮,所述套管为中空结构,所述小锥齿轮与大锥齿轮啮合连接,所述大锥齿轮与卡块接触的表面上设置有多道螺旋槽,若干所述齿块与螺旋槽相配合,所述卡盘的侧面下方开设有出油孔,所述滑槽的凸出部的下表面上固定有挤压板,所述滑槽的外周边上固定有感应灯,所述机箱的正面右方上设置有显示屏和若干按钮。
6.本发明进一步说明,所述机箱的左侧安装有储油箱,所述机箱的右侧表面上安装有供油泵,所述储油箱与供油泵管道连接,所述机箱的内腔上壁且位于卡盘的上方处固定有通油管,所述通油管与供油泵之间管道连接,且管道上安装有控制阀,所述通油管的下方安装有伸缩管,所述伸缩管的下端处轴承连接有圆管,所述圆管的下方一周固定有传动齿轮二,所述圆管的下端固定有多棱管,所述多棱管的尺寸与套管的尺寸相配合,所述卡盘的上方且位于机箱的内腔左壁内部安装有电机,所述电机的输出端固定有传动齿轮一,所述卡盘的下方固定有回收盒。
7.本发明进一步说明,所述位置感应模块与感应灯电连接,所述压力接收模块与挤
压板电连接,所述进液单元与控制阀电连接,所述调速单元与电机电连接,所述杂质检测模块通过数据分析模块与运行控制模块电连接,所述卡盘清理系统安装于机箱内部。
8.本发明进一步说明,所述卡盘清理系统的运行过程如下:
9.当工件加工结束后,工人通过按动卡盘清理工序的启动按钮,卡盘自动检测和清理工序启动,具体步骤如下:
10.s1:工序启动后,杂质检测模块先进行卡盘内部的杂质以及磨损检测;
11.s2:数据分析模块对检测的杂质堵塞程度以及磨损程度数据进行采集并分析,得出具体的状态;
12.s3:预先在运行控制模块中输入多种解决方案,运行控制模块根据具体状态选定具体的解决方案,当确定完具体的解决方案后,运行控制模块去执行相应的方案内容,以实现对卡盘中的清洁。
13.本发明进一步说明,所述s1中的检测包括滑槽内的杂质堵塞程度检测和卡盘内部的磨损程度检测,预先设定挤压板的标准承压值为w0,w0为卡盘未投入使用时卡块在滑槽内滑动时挤压板所承受的压力值,在卡盘投入使用后,将在进行检测过程中挤压板的受压力值记为w’,同时设定在卡盘未投入使用,且小锥齿轮以转速r0带动卡块从伸出滑槽的极限位置滑动到感应灯检测的到位置时所耗费的时间为t0,当卡盘的内部出现磨损时,小锥齿轮依旧以转速r0带动卡块从伸出滑槽的极限位置滑动到感应灯检测得到的位置,但将其过程中所耗费的时间记为t’,数据分析模块对检测数据进行采集,并进行相应情况的等级判定。
14.本发明进一步说明,所述杂物判断模块用于确定堵塞等级,所述受力判断模块用于确定磨损程度等级,所述数据分析模块对获取的堵塞以及磨损等级情况进行状态分类。
15.本发明进一步说明,所述润滑调节模块包括进液单元和调速单元,所述进液单元用于控制供油泵与控制阀的开闭,所述调速单元用于改变电机的输出功率,根据所得出的状态,运行控制模块将会相应的解决对应问题。
16.本发明进一步说明,所述循环控制模块用于确定电机控制输出端的正反转次数。
17.与现有技术相比,本发明所达到的有益效果是:本发明,采用卡盘清理系统,在工件加工结束后,卡盘自动进行内部堵塞以及磨损检测,并根据检测结果进行内部除杂以及润滑,进而提高卡盘的使用精度,方便下一次的使用,有效提高卡盘润滑的智能化。
附图说明
18.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
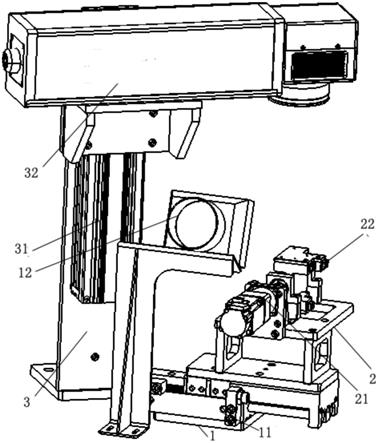
19.图1是本发明的整体正面结构示意图;
20.图2是本发明的卡盘结构示意图;
21.图3是本发明的a区域结构示意图;
22.图4是本发明的圆管连接半剖示意图;
23.图5是本发明的系统示意图;
24.图中:1、机箱;2、卡盘;3、回收盒;4、供油泵;5、控制阀;6、通油管;7、伸缩管;8、插孔;9、卡块;10、圆管;11、多棱管;12、传动齿轮一;13、传动齿轮二;14、电机;15、小锥齿轮;
16、大锥齿轮;18、出油孔;19、挤压板;20、感应灯。
具体实施方式
25.以下结合较佳实施例及其附图对本发明技术方案作进一步非限制性的详细说明。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.请参阅图1-5,本发明提供技术方案:一种基于嵌入式plc的数控机床自动控制系统,包括机箱1和卡盘清理系统,卡盘清理系统包括杂质检测模块、数据分析模块和运行控制模块,杂质检测模块包括压力接收模块、位置感应模块和时间记录模块,数据分析模块包括杂物判断模块和受力判断模块,运行控制模块包括校准转动模块、润滑调节模块和循环控制模块。
27.杂质检测模块用于进行滑槽内的杂质检测,并将检测结果传输至数据分析模块,数据分析模块用于进行检测结果分类,运行控制模块用于根据检测结果进行解决方案执行,以此及时对卡盘2进行润滑和除杂,方便下一次的使用。
28.通过设置卡盘清理系统,在工件加工结束后,卡盘自动进行内部堵塞以及磨损检测,并根据检测结果进行内部除杂以及润滑,进而提高卡盘的使用精度,方便下一次的使用,有效提高卡盘润滑的智能化。
29.机箱1的内腔左壁上转动连接有卡盘2,卡盘2的右侧表面上开设有一组滑槽,一组滑槽的内部滑动连接有卡块9,卡块9朝内一侧固定有若干齿块,卡盘2的内部安装有大锥齿轮16,卡盘2的侧面上方开设有插孔8,插孔8的内部转动连接有套管,套管的底部一周固定有小锥齿轮15,套管为中空结构,小锥齿轮15与大锥齿轮16啮合连接,大锥齿轮16与卡块9接触的表面上设置有多道螺旋槽,若干齿块与螺旋槽相配合,卡盘2的侧面下方开设有出油孔18,滑槽的凸出部的下表面上固定有挤压板19,滑槽的外周边上固定有感应灯20,机箱1的正面右方上设置有显示屏和若干按钮。
30.当小锥齿轮15转动并大锥齿轮16转动时,齿块在螺旋槽内移动并带动卡块9在滑槽内部滑动,以此实现卡块9对工件的夹持与松开,套管内进油,出油孔18出油,挤压板19用于感应卡块9对滑槽内壁施加压力的情况,感应灯20用于感应卡块9移动到滑槽外的情况。
31.机箱1的左侧安装有储油箱,机箱1的右侧表面上安装有供油泵4,储油箱与供油泵4管道连接,机箱1的内腔上壁且位于卡盘2的上方处固定有通油管6,通油管6与供油泵4之间管道连接,且管道上安装有控制阀5,通油管6的下方安装有伸缩管7,伸缩管7的下端处轴承连接有圆管10,圆管10的下方一周固定有传动齿轮二13,圆管10的下端固定有多棱管11,多棱管11的尺寸与套管的尺寸相配合,卡盘2的上方且位于机箱1的内腔左壁内部安装有电机14,电机14的输出端固定有传动齿轮一12,卡盘2的下方固定有回收盒3。
32.回收盒3对流出出油孔18的油液进行收集,利用伸缩管7以及传动齿轮二13与传动齿轮一12的啮合,将多棱管11与套管相卡合,电机14启动后,带动小锥齿轮15的转动,实现卡块9在滑槽内的滑动,这样就可以不借助人工完成卡块9的移动。
33.位置感应模块与感应灯20电连接,压力接收模块与挤压板19电连接,进液单元与控制阀5电连接,调速单元与电机14电连接,杂质检测模块通过数据分析模块与运行控制模
块电连接,卡盘清理系统安装于机箱1内部。
34.卡盘清理系统的运行过程如下:
35.当工件加工结束后,工人通过按动卡盘清理工序的启动按钮,卡盘自动检测和清理工序启动,具体步骤如下:
36.s1:工序启动后,杂质检测模块先进行卡盘2内部的杂质以及磨损检测;
37.s2:数据分析模块对检测的杂质堵塞程度以及磨损程度数据进行采集并分析,得出具体的状态;
38.s3:预先在运行控制模块中输入多种解决方案,运行控制模块根据具体状态选定具体的解决方案,当确定完具体的解决方案后,运行控制模块去执行相应的方案内容,以实现对卡盘2中的清洁。
39.s1中的检测包括滑槽内的杂质堵塞程度检测和卡盘2内部的磨损程度检测,预先设定挤压板19的标准承压值为w0,w0为卡盘2未投入使用时卡块9在滑槽内滑动时挤压板19所承受的压力值,在卡盘2投入使用后,将在进行检测过程中挤压板19的受压力值记为w’,同时设定在卡盘2未投入使用,且小锥齿轮15以转速r0带动卡块9从伸出滑槽的极限位置滑动到感应灯20检测的到位置时所耗费的时间为t0,当卡盘2的内部出现磨损时,小锥齿轮15依旧以转速r0带动卡块9从伸出滑槽的极限位置滑动到感应灯20检测得到的位置,但将其过程中所耗费的时间记为t’,数据分析模块对检测数据进行采集,并进行相应情况的等级判定;
40.杂质堵塞程度检测的具体过程为:
41.a1:在检测工序启动后,卡盘2复位,位置感应模块先不启动,插孔8对准多棱管11下方,校准转动模块控制伸缩管7下移并使得下侧多棱管11插进插孔8内部,并与内部套管卡接,且当传动齿轮一12与传动齿轮二13啮合时,电机14启动,并以输出功率p0带动传动齿轮二13转动,传动齿轮二13再带动下侧多棱管11以及套管进行顺时针转动,进而使小锥齿轮15以转速r0带动大锥齿轮16转动,使得卡块9移动到前方极限位置;
42.a2:压力接收模块启动,电机14再次启动,并以输出功率p0带动传动齿轮二13反向转动,传动齿轮二13再带动下侧多棱管11以及套管进行逆时针转动,卡块9从前方极限位置沿滑槽移动到后方极限位置,在此过程中,压力接收模块对挤压板19进行10次压力数据获取,并结合挤压板19总数进行平均压力值计算,记为取,并结合挤压板19总数进行平均压力值计算,记为其中n为挤压板19个数,i表示次数序号,j表示挤压板序号;
43.a3:在得到后,压力接收模块进行压力比值计算,并标记为σ,且σ≥1,并将σ传输至杂物判断模块,若是σ值越大,说明滑槽内杂质越多,杂质堵塞程度越高。
44.磨损程度检测的具体过程为:
45.b1:在上述检测结束后,电机14再次启动,且使得卡块9移动到前方极限位置,位置感应模块与时间记录模块均启动;
46.b2:电机14再启动,使得卡块9从前方极限位置沿滑槽移动,且位置感应模块控制感应灯20对卡块9进行感应,当卡块9从滑槽内开始滑出,且感应灯20感应到卡块9时,控制电机14关闭,时间记录模块对此过程中的时间进行记录,若是卡盘2内部出现磨损时,时间
将会延长,时间记录模块对所有的卡块9移动时间进行记入,并求出平均耗时值,记为将会延长,时间记录模块对所有的卡块9移动时间进行记入,并求出平均耗时值,记为m为卡块9总个数,k为卡块9的个数序号;
47.b3:在得出后,时间记录模块进行耗时比值计算,并标记为τ,τ≥1,并将τ传输至受力判断模块,若是τ越大,说明耗时越长,内部磨损程度越高。
48.杂物判断模块用于确定堵塞等级,受力判断模块用于确定磨损程度等级,数据分析模块对获取的堵塞以及磨损等级情况进行状态分类。
49.s2的具体内容如下:
50.s21:当1≤σ≤1.2时,说明滑槽内部的卡块9能正常在滑槽内移动,堵塞程度低,记为堵塞i级,当σ>1.2时,说明受工件废屑影响,滑槽与卡块9的间隙中卡入废屑,记为堵塞二级;
51.s22:设定当1≤τ≤1.2时,磨损程度低,可不进行润滑,能进行下一次加工工件的继续使用,记为磨损i级,当τ>1.2时,记为磨损ii级,说明磨损程度高,应及时进行润滑,提高卡盘的夹取性能;
52.s23:根据上述情况,先进行堵塞程度检测,根据堵塞程度执行相关指令,以解决堵塞问题,之后再进行磨损程度检测,根据数据具体分为四类卡盘状态:
53.当堵塞i级,磨损i级时,设定为状态1;
54.当堵塞i级,磨损ii级时,设定为状态2;
55.当堵塞ii级,磨损i级时,设定为状态3;
56.当堵塞ii级,磨损ii级时,设定为状态4。
57.润滑调节模块包括进液单元和调速单元,进液单元用于控制供油泵4与控制阀5的开闭,调速单元用于改变电机14的输出功率,根据所得出的状态,运行控制模块将会相应的解决对应问题。
58.循环控制模块用于确定电机14控制输出端的正反转次数。
59.具体解决方案如下:
60.当结果为状态1时,对应解决方案1,电机14启动,使得卡块9复位到初始状态的位置,随后,电机14关闭,伸缩管7上移至初始位置,检测结束;
61.当结果为状态2时,对应解决方案2,说明堵塞程度低,但内部磨损导致卡块9不能及时到达预设位置,应当及时进行润滑,因此在得出τ后,若是1.2《τ≤1.5时,供油泵4启动,且经管道,总计有体量q的润滑油进入卡盘2的内部,电机14以输出功率p0带动传动齿轮二13进行双向转动,以此进行内部润滑,若是τ>1.5时,总计有体量2q的润滑油进入卡盘2的内部,电机14以输出功率2p0带动传动齿轮二13进行双向转动,加强内部润滑,润滑结束后,进行方案1步骤;
62.当结果为状态3时,对应解决方案3,当得出σ>1.2时,先进行内部废屑除杂,通过卡块9在滑槽内的来回滑动可以将滑槽内的废屑推出,电机14以输出功率p0启动,并进行双向转动,以1次双向转动为1次循环,循环控制模块根据σ值进行循环次数修改,设定初始循环次数值为10,那么实际循环次数为10σ,结果取整,在清理结束后,由于检测结果为磨损i级,因此内部无须进行润滑,所以进行方案1步骤;
63.当结果为状态4时,对应解决方案4,先进行方案3中的除杂步骤,再进行方案2中的润滑步骤,结束后,完成方案1中的复位。
64.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
65.最后需要指出的是:以上实施例仅用以说明本发明的技术方案,而非对其限制。尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。