1.本实用新型涉及一种灌装阀,属于灌装技术领域。
背景技术:
2.目前,在调味品(例如:酱油、醋、料酒等)、饮料、酒类(例如白酒、葡萄酒、黄酒、米酒等)、液体药品等不含气非粘稠类液体的液体包装行业中,灌装阀是灌装机的核心部件,传统的液体包装机灌装阀在灌装液体介质时,存在以下问题:
3.1、灌装阀内部阀芯与阀体之间为动密封,一般采用y型或o型硅胶密封圈,开关阀时阀芯密封圈随同阀芯上下移动,y型或o型硅胶密封圈密封面与灌装阀体内壁摩擦,长时间摩擦使用会导致密封圈逐渐受损失效。
4.对于上述动密封环节,对密封件要求有一定预压量来保持密封功能,又要求预压量越小越好以保持阀芯动作的高度灵活性,现有的灌装阀阀芯与阀体之间的密封结构不能同时满足密封性和阀芯动作的灵活性。
5.另外,由于密封件本身具备一定的吸水性和热膨胀性,故不同物料、不同温度、初始状态和长时间浸泡状态,都会影响到阀芯呈现不同的运动灵活性。这样一定会对灌装定量精度造成不好的影响。
6.2、目前的常规式灌装阀,既有上关阀也有下关阀,出液嘴结构通常包括隔套和多层阻尼网。一方面,现有出液嘴结构具有以下缺点:1)隔套 阻尼网结构尽管能够消除一定的压力冲击,但减缓冲击的效果依然不很理想; 2)不能很好地约束和优化灌装液柱;3)灌装结束对阀腔末端物料的悬逆止断性能稍差,且关阀时间偏长之后,有时会出现轻微滴料现象(余沥);鉴于以上缺点,现有出液嘴结构会造成的不良结果是:很难达到开关阀及灌装全过程的对液柱理想状态的要求。
7.另一方面,上关阀尽管开关阀冲击小,但由于现有的出液嘴结构的限制,仍然存在液柱冲击。下关阀的缺点则是会明显存在冲击。
8.综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
9.本实用新型要解决的技术问题是针对以上不足,提供一种灌装阀,可以实现以下目的:
10.1、可以适应多种物料液体,适应常温或高温灌装,
11.2、可以改善开关阀冲击、杜绝迸溅余沥、优化灌装液柱状态。
12.为解决以上技术问题,本实用新型采用以下技术方案:一种灌装阀,包括阀体,所述阀体的下部连通流口套,所述阀体和流口套内设有可上下移动的阀芯;所述阀芯的下端设有关阀锥,上端与双行程气缸连接;所述流口套内设有与关阀锥相配合的锥口关阀套;通过双行程气缸控制阀芯带动关阀锥上下移动,使关阀锥与锥口关阀套内壁密封接触或者分离;
13.所述流口套的下端设有出液嘴,所述出液嘴内设有出液孔,所述出液孔内设有周向交错设置的若干个第一翅片和若干个第二翅片。
14.进一步地,所述阀芯与阀体通过膜片密封圈密封,所述膜片密封圈的内圈通过锁紧套压紧固定在阀芯上;所述膜片密封圈的外圈压紧固定在阀体内腔壁上。
15.进一步地,所述第一翅片、第二翅片均沿出液孔周向均匀布置,所述第一翅片的长度小于第一翅片的长度,所述第一翅片的半径小于出液孔的半径;所述第一翅片和第二翅片均固定在出液孔孔壁上;所述第一翅片和第二翅片均向出液孔中心径向延伸。
16.进一步地,所述阀芯的上端通过阀芯上导套滑动穿出阀芯导座,所述阀芯导座安装于阀体上部;
17.所述阀芯顶端与双行程气缸的活塞杆正对设置。
18.进一步地,所述阀芯顶端安装有弹簧座;所述弹簧座上安装有关阀弹簧,所述关阀弹簧的下端安装在阀芯导座上。
19.进一步地,所述关阀锥与锥口关阀套配合面为锥形面,所述关阀锥与锥口关阀套之间通过关阀密封圈密封,所述关阀密封圈套设在关阀锥上。
20.进一步地,所述流口套内上部设有定位阀套,所述流口套通过定位阀套与阀体固定连接;
21.所述阀芯的下端滑动设置在阀芯下导套,所述阀芯下导套的下部固定在锥口关阀套内腔中,所述阀芯下导套的上部固定在定位阀套内;阀芯下导套上沿轴向设有贯穿孔。
22.进一步地,所述双行程气缸包括气缸体,所述气缸体内滑动设置有两个活塞,两个活塞将气缸体的内腔间隔成下腔体、中腔体和上腔体三个腔体;三个腔体各连通设置有一个气口。
23.进一步地,所述气缸体的上下两端分别固定有气缸前盖和气缸尾盖,通过气缸前盖和气缸尾盖密封气缸体;双行程气缸通过气缸前盖固定在气缸支柱上;所述气缸支柱底部固定在固定在阀芯导座上。
24.进一步地,两个活塞分别为下活塞和上活塞;所述下活塞的活塞杆穿过并与气缸前盖滑动连接;所述下活塞的活塞杆与阀芯顶端正对设置;所述上活塞的活塞杆穿过并与气缸尾盖滑动连接,所述上活塞的活塞杆上设置有调节螺套。
25.本实用新型采用以上技术方案后,与现有技术相比,具有以下优点:
26.1、本实用新型阀芯与阀体之间采用膜片密封圈软连接结构密封,使得灌装阀密封环节彻底改变往常y型或o型硅胶密封圈性能上的磨损泄漏失效、预压阻滞、吸水和受热膨胀等导致阀芯运动不够灵活等种种弊端。可灌装物料的种类范围大大拓宽,只要是不含气的非粘稠类液体,温度介于常温至95℃之间的,都可以很好地进行灌装生产。
27.膜片密封圈的正常使用寿命可达500万次以上;按目前灌装行业正常使用状态,膜片密封圈的使用寿命可至少5年,彻底改进了常规式称重定量灌装阀阀芯密封件易损的缺点。
28.2、本实用新型设置的出液嘴设置花齿孔,可以改善开关阀冲击、杜绝迸溅余沥、优化灌装液柱状态。
29.3、本实用新型采用阀芯上提关阀、下压开阀并配合在出液嘴设置花齿孔,显著改善了下关阀模式在开关阀以及灌装过程因压力冲击造成的迸溅、歪斜、冲击等种种不良状
态;
30.4、本实用新型采用双行程气缸,控制慢速精灌的上活塞的其行程改进为可调式,这样对于调整慢速精灌状态,可靠保证灌装定量精度非常关键,对于拓宽可灌装的物料种类及状态非常重要。
31.下面结合附图和实施例对本实用新型进行详细说明。
附图说明
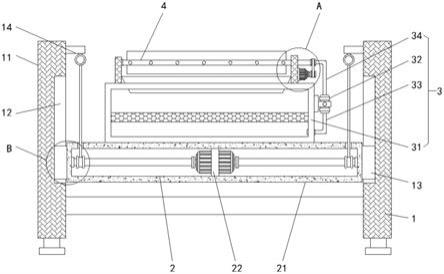
32.图1是本实用新型的结构示意图;
33.图2是图1中a处放大图;
34.图3是出液嘴的结构示意图;
35.图中,
36.1-阀体,2-流口套,3-阀芯,4-关阀锥,5-双行程气缸,51-气缸尾盖,52-气缸体,53-下活塞,54-气缸前盖,55-上活塞,56-调节螺套,57-气动密封,58-活塞密封圈,59-气口,510-缓冲垫,6-锥口关阀套,7-关阀密封圈,8-定位阀套,9-o型密封圈,10-出液嘴,101-第一翅片,102-第二翅片,11-出液嘴密封圈,12-膜片密封圈,13-阀芯下导套,14-阀芯上导套,15-阀芯导座,16-弹簧座,17-关阀弹簧,18-气缸支柱,19-进液管,20-进液密封圈,21-锁紧套。
具体实施方式
37.为了对本实用新型的技术特征、目的和效果有更加清楚的理解,现对照附图说明本实用新型的具体实施方式。
38.实施例1
39.如图1-3所示,本实用新型提供一种灌装阀,包括阀体1,所述阀体1的下部连通流口套2,所述阀体1和流口套2内设有可上下移动的阀芯3;所述阀芯3的下端设有关阀锥4,上端与双行程气缸5连接;所述流口套2内设有与关阀锥4相配合的锥口关阀套6;通过双行程气缸5控制阀芯3带动关阀锥4上下移动,使关阀锥4与锥口关阀套6内壁密封接触或者分离,实现灌装阀的开阀、关阀、慢灌装以及慢灌装时阀门开启大小的微调。
40.所述关阀锥4与锥口关阀套6配合面为锥形面,所述关阀锥4与锥口关阀套6之间通过关阀密封圈7密封,所述关阀密封圈7套设在关阀锥4上。
41.所述流口套2用于存储待流出的灌装液;所述流口套2内上部设有定位阀套8,所述流口套2通过定位阀套8与阀体1固定连接,所述定位阀套8与阀体1之间通过o型密封圈9密封。
42.所述流口套2的下端设有出液嘴10,所述出液嘴10与流口套2内腔连通,灌装液通过出液嘴10流入到灌装瓶当中。所述出液嘴10与流口套2之间通过出液嘴密封圈11密封,防止灌装液渗漏。所述出液嘴10内设有出液孔,所述出液孔内设有若干个第一翅片101和若干个第二翅片102,所述第一翅片101、第二翅片102均沿出液孔周向均匀布置,所述第一翅片101和第二翅片102交错布置,所述第二翅片102的长度小于第一翅片101的长度,所述第一翅片101的半径小于出液孔的半径;所述第一翅片101和第二翅片102均固定在出液孔孔壁上;所述第一翅片101和第二翅片102均向出液孔中心径向延伸。
43.所述阀芯3与阀体1通过膜片密封圈12密封,所述膜片密封圈12的内圈通过锁紧套21压紧固定在阀芯3上;所述膜片密封圈12的外圈压紧固定在阀体1内腔壁上,所述膜片密封圈12在阀芯3和阀体1之间形成密封软连接。
44.所述阀芯3的下端滑动设置在阀芯下导套13,所述阀芯下导套13的下部固定在锥口关阀套6内腔中,所述阀芯下导套13的上部固定在定位阀套8内;阀芯下导套13上沿轴向设有贯穿孔,以便于液体流通。
45.所述阀芯3的上端通过阀芯上导套14滑动穿出阀芯导座15,所述阀芯导座15安装于阀体1上部。
46.所述阀芯3顶端与双行程气缸5的活塞杆正对设置;所述双行程气缸5的活塞杆向下移动与阀芯3接触,并推动阀芯3向下移动。
47.所述阀芯3顶端安装有弹簧座16,所述弹簧座16为两半结构。所述弹簧座16上安装有关阀弹簧17,所述关阀弹簧17的下端安装在阀芯导座15上,关闭弹簧17具有缓冲的作用,同时在双行程气缸5停止工作的情况下,通过关闭弹簧17自身的弹力带动阀芯3向上移动,使关阀锥4与锥口关阀套6密封而基础,实现关阀动作,防止灌装液渗漏。
48.所述双行程气缸5固定在气缸支柱18上;所述气缸支柱18底部固定在阀芯导座15上。
49.所述双行程气缸5竖向设置;所述双行程气缸5包括气缸体52,所述气缸体52的上下两端分别固定有气缸前盖54和气缸尾盖51,通过气缸前盖54和气缸尾盖51密封气缸体52;双行程气缸5通过气缸前盖54固定在气缸支柱18上;所述关闭弹簧17的上端固定在气缸前盖54上。
50.所述气缸体52内滑动设置有两个活塞,两个活塞在气缸体52内可单独滑动,也可同时滑动;两个活塞将气缸体52的内腔间隔成下腔体、中腔体和上腔体三个腔体;三个腔体的大小可随各腔体内的气压大小而改变。
51.两个活塞分别为下活塞53和上活塞55;所述下活塞53的活塞杆部穿过并与气缸前盖54滑动连接;所述下活塞53的活塞杆与阀芯3顶端正对设置。
52.所述上活塞55的活塞杆部穿过并与气缸尾盖51滑动连接,所述上活塞55的活塞杆上设置有调节螺套56,旋转调节螺套56可调节上活塞55的行程,从而可调节灌装末端的阀芯3关阀缝隙大小,起到调节慢速精灌快慢的作用。所述气缸尾盖51的顶端设置缓冲垫510,在上活塞55下行时,起缓冲减震作用。
53.所述气缸体52上连通设置有三个气口59,三个气口59分别设置在气缸体52的上部、中部和下部;三个气口59分别用于调节气缸体52上腔体、中腔体和下腔体内的气压;通过气口59对气缸体52三个腔体充气或者排气,从而使下活塞53和上活塞55在气缸体52内滑动,实现开阀、关阀和慢灌装流量大小的调节。上部气口接一个两位三通电磁阀,中部气口和下部气口共同连接一个两位五通电磁阀,电磁阀与plc控制系统连接,plc控制系统通过电磁阀控制三个气口的进气和排气。
54.所述气缸体52上部气口的气源通过一个调压阀独立调压,中部气口和下部气口通过所述两位五通电磁阀共用气源,并通过另一个调压阀独立调压。上部气口气源压力需明显高于中部气口、下部气口的气源压力。
55.所述下活塞53的活塞杆部与气缸前盖54之间通过气动密封57密封,所述上活塞55
与气缸尾盖51之间通过气动密封57密封,防止气缸漏气。
56.所述下活塞53、上活塞55与气缸体52之间通过活塞密封圈58密封,防止密封圈三个腔体之间串气。
57.所述阀体1的尾部连接进液管19,所述进液管19与阀体1之间通过进液密封圈20密封。
58.本实用新型的工作原理:
59.开阀时,plc控制系统通过电磁阀控制气缸体上部和中部的气口进气,下部的气口排气,下活塞下行向下压阀芯,阀芯带动关阀锥下移与锥口关阀套脱离,带动灌装阀打开至最大开度,开始快速灌装。流口套下端液体经出液嘴内的第一翅片和第二翅片阻尼优化后,出液自然落下、舒缓无冲击,液柱中正铅垂、饱满圆润,承上大下小的倒锥型。
60.上述过程中,因气缸体上部和中部的气口同时进气,则上活塞和下活塞同时下行,当上活塞下行至被调节螺套限位止停后,灌装过程气缸体上部的气口保持进气,上活塞保持压下状态。
61.随着快速灌装的进程,当容器内物料重量达到预设的快慢灌装转换节点时,plc控制系统通过电磁阀控制气缸体下部的气口通气,中部的气口排气,使下活塞上行,则阀芯在关阀弹簧的回弹力推动下,紧紧跟随下活塞同步上行。当下活塞上端上行至和正保持下压止停状态的上活塞下端面时,则下活塞被挡住限位止停,同时阀芯也同时被挡住限位止停。此时气缸体下部的气口保持通气,中部的气口保持排气。此时灌装阀开度明显减小,灌装速度明显减缓,灌装进入慢速精灌状态。
62.灌装末端慢速精灌进程中,容器内物料重量逐渐增加,当达到设定重量的瞬间(严格来讲应稍少于设定重量,其差值由关阀以后的飞料来补偿),plc控制系统通过电磁阀控制气缸体上部的气口排气,下部的气口进气,此时上活塞失去下压力,下活塞在气缸体下腔体内压力的推动下,上行直至推动上活塞顶紧气缸尾盖,此时下活塞和上活塞都同时被止停。此时阀芯也在随下活塞同步上行至关阀锥抵住锥口关阀套,关阀密封圈被压紧,灌装阀关闭,此灌装周期结束。
63.关阀后,流口套下端的物料,会因阀芯上提关阀形成的负压提吸力而被止留于流口套的内腔。并且还会因出液嘴内的第一翅片和第二翅片而被优化阻尼,并实现出液口部位的迅速截止,故实现关阀时要求可以达到关阀无冲击、无迸溅、无悬挂余沥,关阀利索干爽,瓶口无点溅残液。
64.本实用新型的动作顺序:开阀
→
快速灌装
→
转换节点
→
慢速精灌
→
关阀。
65.以上所述为本实用新型最佳实施方式的举例,其中未详细述及的部分均为本领域普通技术人员的公知常识。本实用新型的保护范围以权利要求的内容为准,任何基于本实用新型的技术启示而进行的等效变换,也在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。