1.本发明涉及钎钢钎具加工技术领域,具体为一种90机钎尾翼部锻造生产工艺。
背景技术:
2.90机钎尾主要用于配套90凿岩钻机使用,然而现有的90机钎尾翼部加工是圆形棒料,加工余量大,材料的利用率不高,后续的机加工工序切削余量大,材料的利用率不高,生产效率比较低,加工成本高,质量不能满足客户需求。
技术实现要素:
3.本发明的目的在于提供一种90机钎尾翼部锻造生产工艺,通过采用锻造的方式取代传统棒料加工,以解决上述背景技术提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种机钎尾翼部锻造模具,包括模体和尾柄,所述模体和所述尾柄一体加工成型,所述模体的顶端内部开设有尾翼锻造槽,所述模体和所述尾柄的内部皆贯通开设有钎尾放置槽,所述尾翼锻造槽设置在所述钎尾放置槽的两侧。
5.一种机钎尾翼部锻造模具进行锻造的锻造生产工艺,包括如下步骤:
6.第一步:将锻造模具加工成型,使用感应线圈对钎尾进行加热,温度为1050-1150℃,加热区域应距尾柄端面距离为60-240mm,加热完毕后将钎尾放入钎尾放置槽的内部,并将一端靠近尾翼锻造槽。
7.第二步:加热完毕后将锻造模具以及钎尾放入冲压机下方,进行冲压锻造,使钎尾尾翼锻造成型。
8.第三步:锻造完成后将钎尾放入车底式电阻炉加热到720
±
10℃,保温480分钟后冷却,使尾翼硬度小于hb250。
9.与现有技术相比,本发明的有益效果是:通过采用锻造的方式取代原有的棒料切削,减少大量的切削余量,使90机钎尾所用原材料棒料由原来的的60mm缩短至42mm,节约了原料4.01kg,增加了材料的利用率,并且缩短了加工时长,降低加工成本。
附图说明
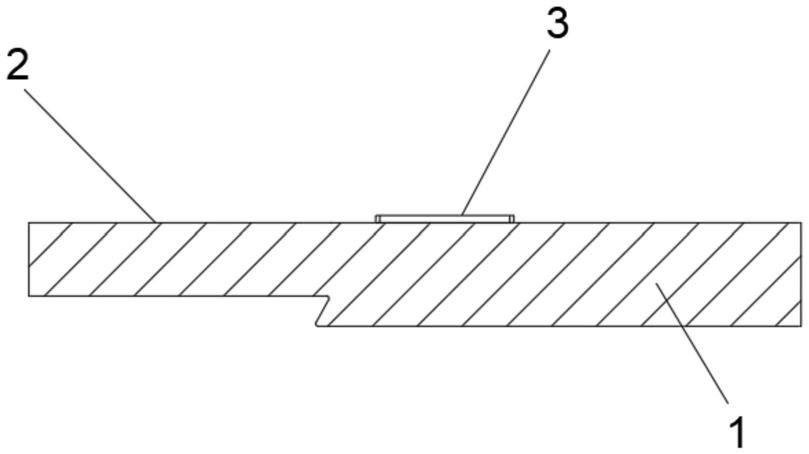
10.图1为本发明的锻造模具剖面图;
11.图2为本发明的锻造模具俯视图;
12.图3为本发明锻造模具a-a剖视图;
13.图4为本发明锻造模具的左向侧视图。
14.图中:1、模体,2、尾柄,3、尾翼锻造槽,4、钎尾放置槽。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.请参阅图1-4,本发明提供一种技术方案:
17.一种90机钎尾翼部锻造模具,包括模体1和尾柄2,模体1和尾柄2一体加工成型,模体1的顶端内部开设有尾翼锻造槽3,模体1和尾柄2的内部皆贯通开设有钎尾放置槽4,尾翼锻造槽3设置在钎尾放置槽4的两侧。
18.一种90机钎尾翼部锻造模具进行锻造的锻造生产工艺,包括如下步骤:
19.第一步:将上述的锻造模具加工成型,使用感应线圈对钎尾进行加热,温度为1050-1150℃,加热区域应距尾柄端面距离为60-240mm,加热完毕后将钎尾放入钎尾放置槽4的内部,并将一端靠近尾翼锻造槽3。
20.第二步:将锻造模具以及钎尾放入冲压机下方,进行冲压锻造,使钎尾尾翼锻造成型,节省加工时间,提高加工效率。
21.第三步:锻造完成后将钎尾放入车底式电阻炉加热到720
±
10℃,保温480分钟后冷却,使尾翼硬度小于hb250。
22.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种90机钎尾翼部锻造模具,包括模体(1)和尾柄(2),所述模体(1)和所述尾柄(2)一体加工成型,其特征在于:所述模体(1)的顶端内部开设有尾翼锻造槽(3),所述模体(1)和所述尾柄(2)的内部皆贯通开设有钎尾放置槽(4),所述尾翼锻造槽(3)设置在所述钎尾放置槽(4)的两侧。2.一种利用权利要求1所述的90机钎尾翼部锻造模具进行锻造的锻造生产工艺,其特征在于:包括如下步骤:第一步:根据权利要求1将锻造模具加工成型,再使用感应线圈对钎尾进行加热,温度为1050-1150℃,加热区域应距尾柄端面距离为60-240mm,加热完毕后将钎尾放入钎尾放置槽(4)的内部,并将一端靠近尾翼锻造槽(3);第二步:加热完毕后将锻造模具以及钎尾放入冲压机下方,进行冲压锻造,使钎尾尾翼锻造成型;第三步:锻造完成后将钎尾放入车底式电阻炉加热到720
±
10℃,保温480分钟后冷却,使尾翼硬度小于hb250。
技术总结
本发明公开一种90机钎尾翼部锻造生产工艺,包括锻造模具主要包括模体、尾柄、尾翼锻造槽和钎尾放置槽,将钎尾加热后放入模具内的钎尾放置槽内,然后将模具和钎尾放入冲压机下进行冲压锻造,完成尾翼锻造,最后再采用车底式电阻炉加热后保温480分钟后冷却,完成90机钎尾翼部的锻造成型加工,通过采用锻造的方式取代原有的棒料切削,减少大量的切削余量,使90机钎尾所用原材料棒料由原来的的60mm缩短至42mm,节约了原料4.01kg,增加了材料的利用率,并且缩短了加工时长,降低加工成本。降低加工成本。降低加工成本。
技术研发人员:覃君 刘修杰 唐维兵 马飞 吴峰全 杨光余 张松 王茜
受保护的技术使用者:贵州贵钢钎具制造有限责任公司
技术研发日:2022.03.22
技术公布日:2022/5/20
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
