使用半结晶材料打印3d零件的基于选择性沉积的增材制造设备和方法
1.本技术在作为所有国家的指定申请人的美国国营公司evolve additive solutions公司,以及在作为所有国家的指定发明人的美国公民j.samuel batchelder和作为所有国家的指定发明人和申请人的美国公民eric carl stelter的名义下作为pct国际专利申请于2020年5月29日提交,并且要求于2019年5月31日提交的美国临时专利申请号62/855,566的优先权,该临时专利申请的内容通过引用以其全部内容结合在此。
背景技术:
2.本披露内容涉及用于使用半结晶材料生产三维(3d)零件的增材制造系统和方法。具体地,本披露内容涉及用于使用半结晶聚合物生产3d零件的基于选择性沉积的增材制造系统,以及使用基于选择性沉积的增材制造系统用具有半结晶聚合物基体的原料材料生产3d零件的方法。
3.增材制造通常是用于利用物体的计算机模型以增材方式制造三维(3d)物体的方法。增材制造系统的基本操作由以下操作组成:将三维计算机模型切割成薄的截面;将结果转换成位置数据;以及位置数据以控制设备,该设备使用一种或多种增材制造技术以分层方式制造三维结构。增材制造的制造方法需要许多不同的途径,包括熔融沉积成型、喷墨、选择性激光烧结、粉末/粘合剂喷射、电子束熔化、电子照相成像和立体光刻工艺。
4.在通过沉积零件材料的层来制造3d零件时,支撑层或结构通常被构建在悬伸部分下方或构造中的物体的腔中,这些悬伸部分或腔不被零件材料本身支撑。可以利用与沉积零件材料的技术相同的沉积技术来构建支撑结构。主计算机生成附加几何形状,充当所形成的3d零件的悬伸段或自由空间段的支撑结构,并且在一些情况下,充当所形成的3d零件的侧壁的支撑结构。支撑材料在制造期间粘附到零件材料上,并且在打印过程完成时可以从完成的3d零件上移除。
5.在静电照相3d打印过程中,使用电子照相引擎打印3d零件及其支撑结构的数字表示的切片或使其显影。静电照相引擎通常根据2d电子照相打印过程,使用被配制用于构建3d零件的带电粉末材料(例如,聚合物调色剂材料)操作。静电照相引擎通常使用涂覆有光电导材料层的支撑鼓,其中在由光源按成像方式暴露光电导层之后,通过静电充电形成静电潜像。静电潜像然后被移动到显影站,在该显影站处,聚合物调色剂被施加到带电区域,或者替代性地被施加到光电导绝缘体的放电区域,以形成表示3d零件的切片的带电粉末材料层。显影的层被转印到转印介质,通过热和压力将该层从转印介质输注到先前打印的层,以构建3d零件。
6.除了上述可商购获得的增材制造技术之外,已经出现了一种新颖的增材制造技术,其中首先在成像过程中选择性地沉积颗粒,从而形成与要制造的零件的切片相对应的层;然后将这些层相互粘合,从而形成零件。这是选择性沉积工艺,与例如其中成像和零件形成同时发生的选择性烧结相反。选择性沉积工艺中的成像步骤可以使用电子照相术来完成。在二维(2d)打印中,电子照相术(即,静电复印术)是用于在诸如打印纸等平面基底上创
建2d图像的流行技术。电子照相系统包括涂覆有光电导材料层的导电支撑鼓,其中通过充电然后由光源按成像方式暴露光电导层来形成静电潜像。静电潜像然后被移动到显影站,在该显影站处,调色剂被施加到光电导绝缘体的带电区域,以形成可视图像。形成的调色剂图像然后被转印到基底(例如,打印纸)上,并且通过加热或压力附着到基底上。
技术实现要素:
7.在一个方面,本披露内容涉及一种能够利用半结晶聚合物材料构建三维(3d)零件的基于选择性沉积的增材制造系统。该系统包括:至少一个静电照相引擎,其被配置为使半结晶聚合物材料的颗粒的一个或多个层显影,该一个或多个层与3d零件的3d模型的一个或多个切片相对应。该系统包括:转印介质,其被配置为在正面上从该至少一个静电照相引擎接收该半结晶聚合物材料的颗粒的该一个或多个层并将该一个或多个层移动远离该静电照相引擎;以及台板,其被配置为携载正在打印的该3d零件或支撑件。该系统包括:台架,其耦接到该台板并被配置为将该台板移动成与该一个或多个层配准;以及加热器,其被配置为将正在打印的该3d零件的顶表面加热到输注温度。该系统包括:层转印组件,其具有接触该转印介质的背面的辊;以及驱动器,其被配置为致使该层从该转印介质的该正面转印到该零件的所加热的顶表面。该系统包括:冷却器,其被配置为以至少20℃每秒的最大速率冷却所融化的半结晶聚合物材料,使得该半结晶材料处于过冷状态,其中该半结晶聚合物材料最初不完全结晶。
8.另一个方面包括:一种利用基于选择性沉积的增材制造系统使用半结晶聚合物材料以分层方式打印3d零件的方法。该方法包括:使用至少一个静电照相引擎使半结晶聚合物材料的第一部分层显影;以及使用转印介质将该第一层从该至少一个静电照相引擎传送到输注组件。该方法包括:使用台架将携载正在打印的3d零件的台板移动到该输注组件上游的位置;以及将该3d零件的顶层加热到输注温度。该方法包括:将该层与该3d零件配准;以及将该3d零件和该层移动通过输注组件,以在使用辊向该转印介质的背表面施加压力的同时将该层热转印到该3d零件的该顶表面。该方法包括:以至少20℃每秒的速率冷却输注的层使得该半结晶材料过冷;以及重复上述步骤,直到打印出该3d零件。
9.本概述仅以举例而非限制的方式提供。鉴于本披露内容的全部内容,包括全文、权利要求和附图,将理解本发明的其他方面。
10.定义
11.除非另有说明,否则如在此使用的以下术语具有下面提供的含义:
12.术语“共聚物”是指具有两种或更多种单体物质的聚合物,并且包括三元共聚物(即,具有三种单体物质的共聚物)。
13.术语“至少一个”和“一个或多个”要素可互换地使用,并且具有包括单个要素和多个要素的相同含义,并且还可以由要素末端的后缀“(s)”表示。例如,“至少一种聚酰胺”、“一种或多种聚酰胺(one or more polyamides)”和“一种或多种聚酰胺(polyamide(s))”可以可互换地使用并且具有相同的含义。
14.术语“优选的”和“优选地”是指在某些情况下可以提供某些益处的本发明实施例。然而,在相同或其他情况下,其他实施例也可能是优选的。此外,对一个或多个优选实施例的叙述并不意味着其他实施例是无用的,并且不旨在将其他实施例排除在本披露内容的范
围之外。
15.诸如“上方”、“下方”、“顶部”、“底部”等定向取向是参考沿3d零件的打印轴线的方向进行的。在打印轴线是竖直z轴的实施例中,层打印方向是沿竖直z轴的向上方向。在这些实施例中,术语“上方”、“下方”、“顶部”、“底部”等基于竖直z轴。然而,在3d零件的层沿不同的轴线打印的实施例中,术语“上方”、“下方”、“顶部”、“底部”等相对于给定轴线。
16.当在权利要求中叙述时,诸如用于“提供材料”等术语“提供”不旨在要求所提供的物品的任何特定递送或接收。相反,为了清楚和易于阅读的目的,术语“提供”仅用于叙述将在一个或多个权利要求的后续要素中提及的项。
17.术语“选择性沉积”是指一种增材制造技术,其中一个或多个颗粒层随着时间的推移利用热和压力熔融到先前沉积的层,其中颗粒熔融在一起形成零件的层,并且还熔融到先前打印的层。
18.术语“静电照相术”是指形成和利用潜在静电荷图案,以在表面上形成零件、支撑结构或两者的层的图像。静电照相术包括但不限于使用光能形成潜像的电子照相术、使用离子形成潜像的离子照相术和/或使用电子形成潜像的电子束成像。
19.术语“半结晶”是指在熔化之后冷却时形成结晶结构的聚合物。半结晶材料的非限制性实例包括聚烯烃(诸如聚乙烯和聚丙烯);聚酯、聚酰胺(诸如但不限于尼龙)、聚砜(诸如聚醚砜(pes))和酮(诸如但不限于聚醚醚酮(peek)和聚醚酮酮(pekk))。
20.除非另有说明,否则在此提及的温度基于大气压力(即一个大气压)。
21.由于本领域的技术人员已知的预期变化(例如,测量中的限制和可变性),术语“约”和“基本上”在此关于可测量值和范围使用。
22.在此引用的所有参考文献均通过引用以其全部内容结合。
附图说明
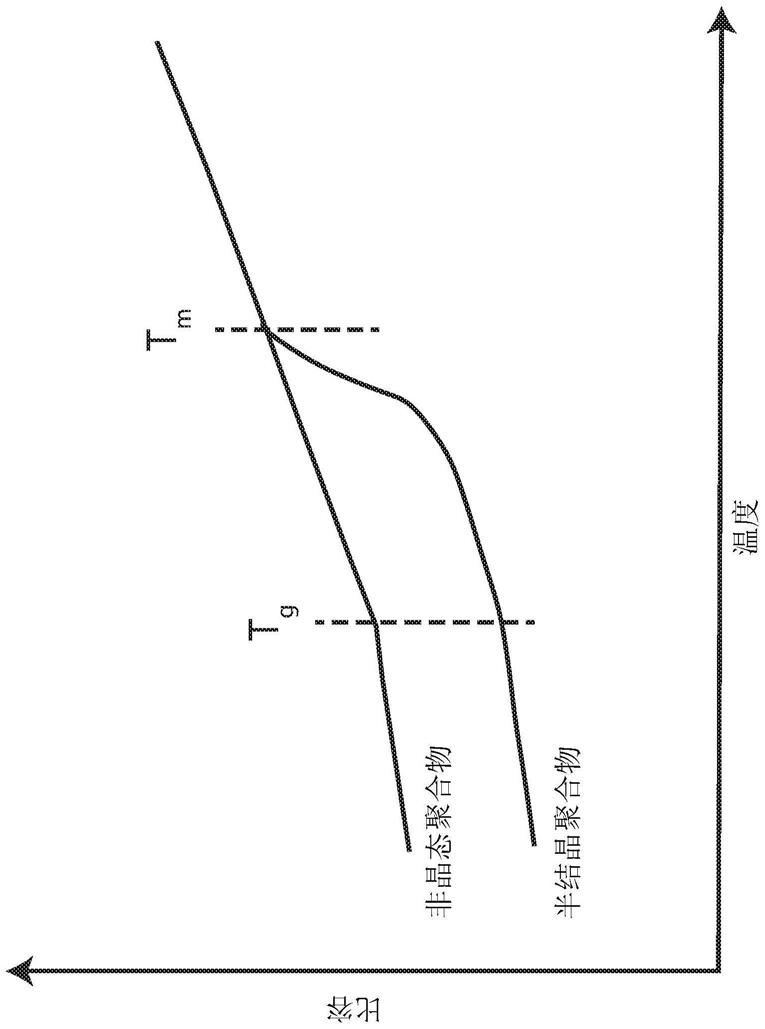
23.图1是典型的非晶态聚合物和典型的半结晶聚合物的比容相对于温度的图。
24.图2是根据本披露内容的实施例的用于打印3d零件和相关联的支撑结构的示例性基于电子照相术的增材制造系统的简化图。
25.图3是用于使零件和支撑材料的层显影的系统的一对示例性电子照相术(ep)引擎的示意性前视图。
26.图4是包括中间鼓或皮带的示例性电子照相术引擎的示意性前视图。
27.图5是用于对显影的层执行层输注步骤的系统的示例性输注组件的示意性前视图。
28.虽然上述附图阐述了本发明的一个或多个实施例,但是如讨论中所指出的,还可以设想其他实施例。在所有情况下,本披露内容通过表示而非限制的方式呈现本发明。应当理解,本领域的技术人员可以设计出众多其他的修改和实施例,这些修改和实施例落入本发明的原理的范围和精神内。附图可能未按比例绘制,并且本发明的应用和实施例可以包括附图中未具体示出的特征、步骤和/或部件。
具体实施方式
29.本披露内容涉及用于使用具有半结晶聚合物基体的半结晶材料或材料原料打印
3d零件的基于选择性沉积的增材制造系统,以及使用这类系统使用具有半结晶聚合物基体的半结晶材料或材料原料打印3d零件的方法。在选择性沉积3d零件增材制造或打印操作期间,静电照相引擎可以使用静电照相法通过聚合物调色剂或基于粉末的材料使3d零件(以及任何相关联的支撑材料)的每个层显影。然后将显影的层转印到转印介质(例如,柔性的连续皮带),该介质将层传送到输注组件,在该输注组件处那些层被输注(例如,使用热和压力转印和熔融)从而以逐层方式构建3d零件和支撑结构。
30.通常,已将非晶态聚合物材料用于打印3d零件,因为非晶态聚合物材料的物理特性(特别是它们的密度)随着温度而逐渐变化。相比之下,半结晶聚合物材料通常在接近达到熔化温度时具有更突然的密度变化,这导致半结晶材料在增材制造过程中机械变形。随着半结晶材料冷却,结晶结构迅速形成,这导致快速收缩。在尝试打印3d零件时,收缩导致层内卷曲和层间分层。
31.玻璃化转变温度tg通常定义为二级相变,其中比热经历从较低温度到较高温度的阶跃升高。通常,它伴随着比容斜率的阶跃变化,如图1所示。熔体温度tm是一级相变,其中随着温度升高通过tm,热量被释放。如图1所示,半结晶聚合物通常在接近tm时存在比容变化。
32.半结晶材料表现得与非晶态聚合物材料明显不同。半结晶材料通常具有非晶畴和晶畴。非晶畴表现得如上文所提及,并且在达到玻璃化转变温度之后软化并流动,而晶畴具有突然的密度变化。
33.如图1所展示,半晶畴的线的斜率在接近熔化温度(tm)时很高,这指示热膨胀系数很高。因此,在此温度范围内由增材制造系统制成的零件倾向于卷曲。
34.基于静电照相术的增材制造系统将材料层生产为基本上未加热的片材。这些层从成像引擎被移动到输注组件,在该输注组件处可以预加热正在打印的零件,将层输注到先前打印的层,并且可以在足够短的时间量内去除热量。热量可以从正在打印的半结晶零件中快速去除,从而在短时间段内将转印层过冷为类非晶态材料,这防止层内卷曲和层间分层,使得可以使用基于半结晶的材料打印3d零件。一旦打印出零件,就允许以类似于注塑零件的受控方式使整个零件结晶。
35.虽然本披露内容可以与任何基于静电照相术的增材制造系统一起利用,但是本披露内容将结合基于电子照相术(ep)的增材制造系统进行描述。然而,本披露内容不限于基于ep的增材制造系统,并且可以与任何基于静电照相术的增材制造系统一起利用。
36.图2是根据本披露内容的实施例的用于打印3d零件和相关联的支撑结构的示例性基于电子照相术的增材制造系统10的简化图。如图1所示,系统10包括一个或多个ep引擎(通常称为12,诸如ep引擎12p和12s)、转印组件14、偏置机构16和输注组件20。系统10的适合的部件和功能操作的实例包括在hanson等人的美国专利号8,879,957和8,488,994以及在comb等人的美国专利公开号2013/0186549和2013/0186558中披露的那些。
37.ep引擎12p和12s是用于分别对基于粉末的零件和支撑材料的层(通常称为22)进行成像或以其他方式进行显影的成像引擎,其中零件和支撑材料各自优选地被工程化用于与ep引擎12p或12s的特定架构一起使用。如下文所讨论的,显影的层22被转印到转印组件14的转印介质24,该转印介质将层22递送到输注组件20。输注组件20操作以通过在构建平台28上将层22输注在一起,以逐层方式构建可包括支撑结构和其他特征的3d零件26。
38.在一些实施例中,转印介质24包括皮带,如图3所示。用于转印介质24的适合的转印皮带的实例包括在comb等人的美国专利申请公开号2013/0186549和2013/0186558中披露的那些。在一些实施例中,皮带24包括前表面24a和后表面24b,其中前表面24a面向ep引擎12,并且后表面24b与偏置机构16接触。
39.在一些实施例中,转印组件14包括一个或多个驱动机构,该一个或多个驱动机构包括例如电机30和驱动辊33,或其他适合的驱动机构,并且操作以在进料方向32上驱动转印介质或皮带24。在一些实施例中,转印组件14包括为皮带24提供支撑的惰辊34。图3中展示的示例性转印组件14被高度简化,并且可以采用其他配置。另外地,转印组件14可以包括为了简化展示而未示出的附加部件,诸如例如,用于维持皮带24中的期望张力的部件、用于从接收层22的表面24a去除碎屑的皮带清洁器以及其他部件。
40.ep引擎12s使基于粉末的支撑材料的层显影,而ep引擎12p使基于粉末的零件/构建材料的层显影。在一些实施例中,ep引擎12s相对于进料方向32定位在ep引擎12p的上游,如图2所示。在替代性实施例中,可以颠倒ep引擎12p和12s的布置,使得ep引擎12p相对于进料方向32位于ep引擎12s的上游。在进一步的替代性实施例中,系统10可以包括三个或更多个ep引擎12以用于打印附加材料的层。
41.系统10还包括控制器36,该控制器表示被配置为执行指令的一个或多个处理器,这些指令可以本地存储在系统10的存储器中或者存储在远离系统10的存储器中,以控制系统10的部件执行在此描述的一个或多个功能。在一些实施例中,控制器36包括一个或多个控制电路、基于微处理器的引擎控制系统和/或数控光栅成像处理器系统,并且被配置为基于从主计算机38或远程位置接收到的打印指令以同步方式操作系统10的部件。在一些实施例中,主计算机38包括一个或多个基于计算机的系统,这些系统被配置为与控制器36通信以提供打印指令(和其他操作信息)。例如,主计算机38可以向控制器36传递与3d零件和支撑结构的切片的层相关的信息,从而允许系统10以逐层方式打印3d零件26和支撑结构。
42.系统10的部件可以由一个或多个框架结构(为简单起见未示出)保持。另外地,系统10的部件可以保持在可封闭的外壳(为简单起见未示出)内,该外壳防止系统10的部件在操作期间暴露于环境光。
43.图3是根据本披露内容的示例性实施例的系统10的ep引擎12s和12p的示意性前视图。在所展示的实施例中,ep引擎12p和12s可以包括诸如具有导电鼓体44和光电导表面46的光电导体鼓42等相同的部件。导电鼓体44是导电的鼓(例如,由铜、铝、锡等制成),其被配置为围绕轴48旋转。轴48对应地连接到驱动电机50,该驱动电机被配置为使轴48(和光电导体鼓42)以恒定的速率在箭头52的方向上旋转。
44.光电导表面46是围绕导电鼓体44的圆周表面延伸的薄膜,并且优选地源自诸如非晶硅、硒、氧化锌、有机材料等一种或多种光电导材料。如下文所讨论的,表面46被配置为接收3d零件或支撑结构的切片的层的带电潜像(或负像),并且将零件或支撑材料的带电粒子吸引到带电或放电图像区域,从而创建3d零件或支撑结构的层。
45.如进一步所示,示例性ep引擎12p和12s中的每一个还包括电荷引发器54、成像器56、显影站58、清洁站60和放电设备62,其中的每一者均可以与控制器36进行信号通信。电荷引发器54、成像器56、显影站58、清洁站60和放电设备62相应地限定了用于表面46的成像组件,而驱动电机50和轴48使光电导体鼓42在方向52上旋转。
46.ep引擎12中的每一个将基于粉末的材料(例如,聚合物或热塑性调色剂)(在此通常由参考字符66指代)用于使层22显影或形成层。在一些实施例中,用于ep引擎12s的表面46的成像组件用于形成基于粉末的支撑材料66s的支撑层22s,其中支撑材料66s连同载体颗粒的供应可以由(ep引擎12s的)显影站58保持。类似地,用于ep引擎12p的表面46的成像组件用于形成基于粉末的零件材料66p的零件层22p,其中零件材料66p通常连同载体颗粒的供应可以由(ep引擎12p的)显影站58保持。
47.电荷引发器54被配置为在表面46在方向52上旋转经过电荷引发器54时在表面46上生成均匀的静电荷。用于电荷引发器54的适合的设备包括电晕器、电晕管(scorotron)、充电辊和其他静电充电设备。
48.每个成像器56是数控逐像素光暴露装置,该数控逐像素光暴露装置被配置为在表面46在方向52上旋转经过成像器56时选择性地朝向表面46上的均匀静电荷发射电磁辐射。电磁辐射对表面46的选择性暴露由控制器36引导,并且导致静电电荷的离散逐像素位置被去除(即,对地放电),从而在表面46上形成潜像电荷图案。
49.用于成像器56的适合的设备包括扫描激光(例如,气态或固态激光)光源、发光二极管(led)阵列暴露设备以及2d电子照相系统中常规使用的其他暴露设备。在替代性实施例中,用于电荷引发器54和成像器56的适合的设备包括离子沉积系统,这些离子沉积系统被配置为选择性地将带电离子或电子直接沉积到表面46,以形成潜像电荷图案。因此,如在此使用的,术语“电子照相术”包括离子照相术。
50.每个显影站58是保持零件材料66p或支撑材料66s连同载体颗粒的供应的静电和磁性显影站或盒。显影站58可以以与在2d电子照相系统中使用的单或双部件显影系统和调色剂盒类似的方式起作用。例如,每个显影站58可以包括用于保持零件材料66p或支撑材料66s以及载体颗粒的壳体。当被搅动时,载体颗粒生成摩擦电荷以吸引零件材料66p或支撑材料66s的粉末,这将吸引的粉末充电到期望的符号和量值,如下文所讨论的。
51.每个显影站58还可以包括诸如传送装置、毛刷、桨轮、辊和/或磁刷等用于将带电零件或支撑材料66p或66s转印到表面46的一个或多个设备。例如,当表面46(包含带电潜像)在方向52上从成像器56旋转到显影站58时,利用带电区域显影或放电区域显影(取决于利用的电子照相模式)将带电零件材料66p或支撑材料66s吸引到表面46上的潜像的适当带电区。这在光电导体鼓12继续在方向52上旋转时产生连续层22p或22s,其中连续层22p或22s与3d零件或支撑结构的数字表示的连续切片的层相对应。
52.然后使连续层22p或22s与表面46一起在方向52上旋转到转印区,在该转印区中,将层22p或22s从光电导体鼓42连续地转印到皮带24或其他转印介质,如下文所讨论的。虽然展示为光电导体鼓42与皮带24之间的直接接合,但是在一些优选的实施例中,ep引擎12p和12s还可以包括中间转印鼓和/或皮带,如下文进一步讨论的。
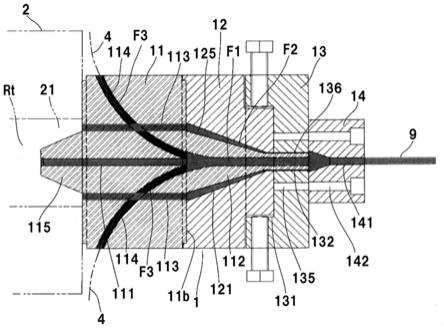
53.在给定层22p或22s从光电导体鼓42转印到皮带24(或中间转印鼓或皮带)之后,驱动电机50和轴48继续使光电导体鼓42在方向52上旋转,使得表面46的先前保持层22p或22s的区经过清洁站60。清洁站60是被配置为去除零件66p或支撑材料66s的任何残留的、未转印部分的站。用于清洁站60的适合的设备包括刀片清洁器、刷子清洁器、静电清洁器、基于真空的清洁器及其组合。
54.在经过清洁站60之后,表面46继续在方向52上旋转,使得表面46的已清洁区经过
放电设备62,以在开始下一个循环之前去除表面46上的任何残留的静电荷。用于放电设备62的适合的设备包括光学系统、高压交流电晕器和/或电晕管、具有施加有高压交流电的导电芯的一个或多个旋转介电辊及其组合。
55.偏置机构16被配置为通过皮带24引发电势,以将层22p和22s从ep引擎12p和12s静电吸引到皮带24。因为层22p和22s在该过程中在该点处各自只是单个层厚度增量,所以静电吸引适用于将层22p和22s从ep引擎12p和12s转印到皮带24。
56.控制器36优选地使ep引擎12p和12s的光电导体鼓36以与皮带24的线速度和/或与任何中间转印鼓或皮带同步的相同旋转速率旋转。这允许系统10从单独的显影剂图像彼此协调地对层22p和22s进行显影和转印。具体地,如所示出的,每个零件层22p可以与每个支撑层22s适当配准地被转印到皮带24,以产生组合的零件和支撑材料层,该组合的零件和支撑材料层通常被指定为层22。如可以理解的,层22中转印到层输注组件20的一些层可以仅包括支撑材料66s,或者可以仅包括零件材料66p,这取决于特定的支撑结构和3d零件几何形状以及层切片。
57.在替代性实施例中,零件层22p和支撑层22s可以可选地沿皮带24分别诸如以交替的层22p和22s显影和转印。这些连续的、交替的层22p和22s然后可以转印到层输注组件20,在该层输注组件中,这些层可以分别输注以打印或构建3d零件26和支撑结构。
58.在进一步的替代性实施例中,ep引擎12p和12s中的一个或两个还可以包括位于光电导体鼓42与皮带或转印介质24之间的一个或多个中间转印鼓和/或皮带。例如,如图4所示,ep引擎12p还可以包括中间鼓42a,该中间鼓在电机50a的旋转动力下在与鼓42旋转的方向52相反的方向52a上旋转。中间鼓42a与光电导体鼓42接合,以从光电导体鼓42接收显影的层22p,并且然后携载接收到的显影的层22p并且将它们转印到皮带24。
59.ep引擎12s可以包括中间鼓42a的相同布置,用于将显影的层22s从光电导体鼓42携载到皮带24。如果期望的话,将这种用于ep引擎12p和12s的中间转印鼓或皮带用于将光电导体鼓42与皮带24热隔离可以是有益的。
60.图5展示了转印组件20的示意图。如所示出的,输注组件20包括构建平台28、夹辊70、预输注加热器72和74、可选的输注后加热器76和空气射流78(或其他冷却单元)。构建平台28是系统10的平台组件或台板,其被配置为接收加热的组合的层22(或单独的层22p和22s),用于以逐层方式打印零件26,该零件包括由零件层22p形成的3d零件26p和由支撑层22s形成的支撑结构26s。在一些实施例中,构建平台28可以包括用于接收打印的层22的可移除膜基底(未示出),其中可以使用任何适合的技术(例如,真空抽吸)将可移除膜基底限制为抵靠构建平台。
61.构建平台28由台架84或其他适合的机构支撑,该机构可以被配置为沿z轴和x轴(以及可选地,还有y轴)移动构建平台28,如图2中示意性展示的(y轴在图2中进入和离开页面,z轴、x轴和y轴相互正交,遵循右手定则)。如图5中的虚线86所展示,台架84可以产生相对于夹辊70和其他部件的循环移动模式。台架84的特定移动模式基本上可以遵循适用于给定应用的任何期望路径。台架84可以由电机88基于来自控制器36的命令来操作,其中电机88可以是电动机、液压系统、气动系统等。在一个实施例中,台架84可以包括集成机构,该集成机构精确控制构建平台28在z轴方向和x轴方向(以及可选的y轴方向)上的移动。在替代性实施例中,台架84可以包括多个可操作地耦接的机构,每个机构控制构建平台28在一个
或多个方向上的移动,例如,产生沿z轴和x轴两者移动的第一机构以及产生仅沿y轴移动的第二机构。多个机构的使用可以允许台架84沿不同的轴线具有不同的移动分辨率。此外,多个机构的使用可以允许将附加机构添加到可沿少于三个轴线操作的现有机构中。
62.在所展示的实施例中,构建平台28可使用加热元件90(例如,电加热器)加热。加热元件90被配置为在诸如3d零件26p和/或支撑结构26s的期望平均零件温度等高于室温(25℃)的升高的温度下加热和维持构建平台28,如在comb等人的美国专利申请公开号2013/0186549和2013/0186558中所讨论的。这允许构建平台28帮助将3d零件26p和/或支撑结构26s维持在该平均零件温度。
63.夹辊70是示例性可加热元件或可加热层输注元件,其被配置为随着皮带24的移动围绕固定轴线旋转。具体地,当皮带24在进料方向32上旋转时,夹辊70可以在箭头92的方向上抵靠后表面22s滚动。在所示的实施例中,夹辊70可使用加热元件94(例如,电加热器)加热。加热元件94被配置为在诸如层22的期望转印温度等高于室温(25℃)的升高的温度下加热和维持夹辊70。
64.预输注加热器72包括一个或多个加热设备(例如,红外加热器和/或加热空气射流),其被配置为在到达夹辊70之前将皮带24上的层22加热到接近层22的预期转印温度的温度,诸如至少零件材料66p和支撑材料66s的熔融温度。每个层22期望地经过(或穿过)加热器72持续足够的停留时间,以将层22加热到预期的转印温度。预输注加热器74可以以与加热器72相同的方式起作用,并且将构建平台28上的3d零件26p和支撑结构26s的顶表面加热到升高的温度,诸如处于与加热层22相同的转印温度(或其他适合的升高的温度)。
65.如上文所提及,本披露内容的用于形成支撑层22s和支撑结构26s的支撑材料66s优选地具有熔体流变学,该熔体流变学与本披露内容的用于形成零件层22p和3d零件26p的零件材料66p的熔体流变学类似或基本上相同。这允许层22p的零件材料66p和层22s的支撑材料66s与加热器72一起被加热到大致相同的转印温度,并且还允许在3d零件26p的顶表面处的零件材料66p和在支撑结构26s的顶表面处的支撑材料66s与加热器74一起被加热到大致相同的温度。因此,可以将零件层22p和支撑层22s作为组合的层22在单个输注步骤中一起输注到3d零件26p和支撑结构26s的顶表面。
66.可选的输注后加热器76位于夹辊70的下游和空气射流78的上游,并且被配置为将输注的层22加热到升高的温度。再次,零件材料66p和支撑材料66s的接近的熔体流变学允许输注后加热器76在单个熔融后步骤中将3d零件26p和支撑结构26s的顶表面一起后加热。
67.如上文所提及,在一些实施例中,在于构建平台28上构建零件26之前,可以将构建平台28和夹辊70加热到它们的期望温度。例如,可以将构建平台28加热到3d零件26p和支撑结构26s的平均零件温度(由于零件和支撑材料的接近的熔体流变学)。相比之下,也可以将夹辊70加热到层22的期望转印温度(也由于零件和支撑材料的接近的熔体流变学)。
68.在打印或转印操作期间,皮带24携载层22经过加热器72,该加热器可以将层22和皮带24的相关联的区加热到转印温度。本披露内容的零件材料66p和支撑材料66s的适合的转印温度包括超过零件材料66p和支撑材料66s的玻璃化转变温度的温度,在该温度下层22软化但不明显高于tm。
69.如图5进一步所示,在操作期间,台架84可以以往复图案86移动构建平台28(具有3d零件26p和支撑结构26s)。具体地,台架84可以沿x轴在加热器74下方、沿该加热器或穿过
该加热器移动构建平台28。加热器74将3d零件26p和支撑结构26s的顶表面加热到诸如零件和支撑材料的转印温度等升高的温度。如在comb等人的美国专利申请公开号2013/0186549和2013/0186558中所讨论的,加热器72和74可以将层22以及3d零件26p和支撑结构26s的顶表面加热到大致相同的温度,以提供一致的输注界面温度。替代性地,加热器72和74可以将层22以及3d零件26p和支撑结构26s的顶表面加热到不同的温度,以获得期望的输注界面温度。
70.皮带24的持续旋转和构建平台28的移动使加热的层22与3d零件26p和支撑结构26s的加热的顶表面对齐,且沿x轴适当配准。台架84可以以与皮带24在进料方向32上的旋转速率同步的速率(即,相同的方向和速度)继续沿x轴移动构建平台28。这导致皮带24的后表面24b围绕夹辊70旋转以夹住皮带24。这在夹辊70的位置处在3d零件26p与支撑结构26s的加热的顶表面之间挤压加热的层22,这至少部分地将加热的层22输注到3d零件26p和支撑结构26s的顶层。
71.当输注的层22经过夹辊70的压印线时,皮带24包绕压在夹辊70周围,以与构建平台28分离和脱离。这有助于从皮带24释放输注的层22,从而允许输注的层22保持粘附到3d零件26p和支撑结构26s。将输注界面温度维持在高于其玻璃化转变温度但低于其熔融温度的转印温度,允许加热的层22足够热以粘附到3d零件26p和支撑结构26s,同时还足够冷以容易从皮带24释放。
72.在释放之后,台架84继续沿x轴将构建平台28移动到可选的输注后加热器76。然后可以在输注后加热器76处加热3d零件26p和支撑结构26s的最顶层(包括输注的层22)。
73.另外地,当台架84继续沿x轴移动构建平台28经过输注后加热器76到达冷却器78时,冷却器78去除来自3d零件26p和支撑结构26s的顶层的热。这主动地将输注的层22冷却至平均零件温度,如在comb等人的美国专利申请公开号2013/0186549和2013/0186558中所讨论的。
74.为了有助于将3d零件26p和支撑结构26s保持在平均零件温度,在一些优选的实施例中,加热器74和/或加热器76可以操作以仅加热3d零件26p和支撑结构26s的最顶层。例如,在加热器72、74和76被配置为发射红外辐射的实施例中,3d零件26p和支撑结构26s可以包括吸热器和/或被配置为将红外波长的穿透限制在最顶层内的其他着色剂。替代性地,加热器72、74和76可以被配置为将加热的空气吹过3d零件26p和支撑结构26s的顶表面。在任一情况下,限制热穿透到3d零件26p和支撑结构26s允许最顶层被充分输注,同时还减少了将3d零件26p和支撑结构26s保持在平均零件温度所需的冷却量。
75.台架84然后可以向下致动构建平台28,并且按往复矩形图案86沿x轴将构建平台28移回到沿x轴的起始位置。构建平台28期望地到达起始位置,以便与下一个层22适当配准。在一些实施例中,台架84还可以向上致动构建平台28和3d零件26p/支撑结构26s,以便与下一个层22适当配准。然后可以对3d零件26p和支撑结构26s的每个剩余层22重复相同的过程。
76.在输注操作完成之后,所得3d零件26p和支撑结构26s可以从系统10中去除,并且经历一个或多个打印后操作。例如,可以使用诸如碱性水溶液等水基溶液从3d零件26p牺牲性地去除支撑结构26s。在该技术下,支撑结构26s可以至少部分地溶解在溶液中,以免手动方式将其与3d零件26p分离。
77.比较之下,零件材料对碱性水溶液具有耐化学性。这允许在不降低3d零件26p的形状或质量的情况下使用要采用的碱性水溶液去除牺牲支撑结构26s。以此方式去除支撑结构26s的适合的系统和技术的实例包括在swanson等人的美国专利号8,459,280;hopkins等人的美国专利号8,246,888;和dunn等人的美国专利申请公开号2011/0186081中披露的那些;这些专利中的每一个在不与本披露内容冲突的情况下通过引用结合。
78.此外,在去除支撑结构26s之后,3d零件26p可以经历诸如表面处理工艺等一个或多个附加的打印后过程。适合的表面处理工艺的实例包括在priedeman等人的美国专利号8,123,999;和zinniel的美国专利号8,765,045中披露的那些。
79.图2至图5披露了一种ep增材制造系统,该系统可用于使用非晶态聚合物材料打印3d零件,该系统用范围在20psi与80psi之间的典型输注压力利用单个夹辊70,因为非晶态聚合物材料在接近玻璃化转变温度时具有相对高的储能模量。例如,丙烯腈丁二烯苯乙烯(abs)在接近玻璃化转变温度时具有约145psi的储能模量,这允许夹辊70与正在打印的零件之间的输注压力为约80psi。
80.与非晶态聚合物材料相比,半结晶零件材料在熔化前保持固态。典型的工程级半结晶材料高于tg但不高于tm的储能模量为约7,250psi。
81.本技术披露了一种在与半结晶材料相容的压力下输注层的输注组件。在将层转印到部分打印的3d零件之后,快速加热层和零件以将层粘合到部分打印的3d零件的顶表面。然后将部分打印的3d零件快速冷却到一定温度,以使结晶结构的形成最小化。本披露内容的输注组件足够快地冷却半结晶聚合物以防止完全结晶,并且因此致使半结晶材料具有与非晶态聚合物类似的体积特性,其中当温度降低时防止迅速收缩。然而,基于半结晶材料的物理特性,可以控制冷却速率以获得期望的材料内结晶度。
82.在已经打印出零件并且可选地去除支撑材料之后,零件可以经受诸如构建后加热过程等附加的处理。诸如加热等构建后过程允许以受控方式使整个零件结晶,类似于注塑零件的结晶。
83.尽管已经参考优选实施例描述了本披露内容,但是本领域的技术人员将认识到,在不脱离本披露内容的精神和范围的情况下,可以在形式和细节上进行改变。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。