一种fdm喷头加热装置
技术领域
1.本发明涉及3d打印喷头领域,具体为一种fdm喷头加热装置。
背景技术:
2.熔融沉积成型(fused deposition modelling,fdm)是一种工业成型方法,当前fdm应用较成熟的是在3d打印领域,具体来说就是将丝状热熔性材料加热熔化,通过带有微小喷嘴的喷头挤出来,沉积在工作台上降温固化,最终使得材料的层层堆积形成成品。
3.专利文件cn110561743a公开了一种fdm喷头温度控制结构,其主要技术方案是:中心分管和加热丝配合,直接加热轴线处融化状态不好的打印材料,使得打印材料的温度分布更加均匀,同时将加热分成两端,上部分温度较低,进而对更上方的进料口的温度影响液较低,减少了对进料口的影响;但是本方案的缺点在于对于打印材料熔融的控制不够完善,存在改进的空间。
4.现有的fdm喷头加热装置存在以下不足:一方面,加热过程是通过局部加热再传导的过程,热量的传导不够均匀,会影响材料的熔融,最终影响打印质量;另一方面,需要多根加热棒和一个温度传感器,导致装配复杂程度提高,同时最终的装配效果也不够美观。
技术实现要素:
5.本发明的目的在于提供一种fdm喷头加热装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种fdm喷头加热装置,包括加热块和电磁感应加热器,所述加热块外壁套接有螺旋状的加热圈,加热圈顶部的端口处配合有温度传感器,所述加热块套接在喉管外侧,且喉管底端安装有喷嘴,进行打印时,丝状材料送入喉管中,开启电磁感应加热器使得加热圈中通过电流,加热块在螺旋状加热圈形成的电磁感应下得到充分加热,再通过热传导使得喉管中的丝状材料熔融后由喷嘴导出。
7.优选的,所述加热块呈圆柱状,中心处开设有直径与喉管外径一致的柱形直孔,采用了上下直径相同的圆柱状加热块,整个加热块四周能够均匀的受热,从而在高速打印过程中材料熔融得更彻底,以便更好的成型。
8.优选的,所述电磁感应加热器设置在加热块的水平侧,通过导线与加热圈首尾两端电性连接,利用电磁感应对加热圈加热,所述电磁感应加热器上配置有移动电源和处理中枢,处理中枢电性连接在温度传感器输出端与电磁感应加热器发生端间,移动电源可以为电磁感应加热器进行供电,而处理中枢则通过感应温度传感器的温度变化数据,来控制电磁感应加热器的工作频率,使得加热温度可以保持在一恒定的区间中。
9.优选的,所述喉管底端上设置有外螺纹,喷嘴上设置有内螺纹,喷嘴通过螺纹相对喉管呈可拆卸安装,采用螺纹连接具有连接快速方便的优点。
10.优选的,所述加热块的端部呈缩径状形成柱形凸台,两个所述柱形凸台上均配合有顶丝,顶丝旋进的方向与加热圈端部延伸方向一致,顶丝伸入柱形凸台一端与喉管挤压
紧固,顶丝能够很方便的将喉管固定在加热块上,便于拆装和维护,同时可以适当的调整喉管在加热块中上下的位置,来实现最终喷嘴端温度的调节。
11.优选的,两个所述加热块上配合的顶丝外端均固定安装有十字状的转柄,方便顶丝的转动。
12.优选的,所述温度传感器的感应端垂直插接在加热圈上,与加热圈中包裹的线芯直接接触,保证探到的温度的准确性,为材料的熔融挤出提供可靠条件,另外温度传感器能顺着加热圈的方向出去更加美观。
13.与现有技术相比,本发明的有益效果是:
14.1、螺旋状加热圈能够由外而内的使整个加热块均匀的升温,整个加热块上没有温度差,即使在较高打印速度下,也能充分熔化成型,提高打印速度和质量;
15.2、本发明所提出的加热结构中只需用到一个加热圈与温度传感器的配合,装配起来极为简便,而且温度传感器能顺着加热圈的方向出去更加美观;
16.3、顶丝能够很方便的将喉管固定在加热块上,便于拆装和维护,同时可以适当的调整喉管在加热块中上下的位置,来实现最终喷嘴端温度的调节。
附图说明
17.图1为本发明整体结构第一视角示意图;
18.图2为本发明整体结构第二视角示意图;
19.图3为本发明整体分解结构示意图;
20.图4为本发明结构组装演示示意图;
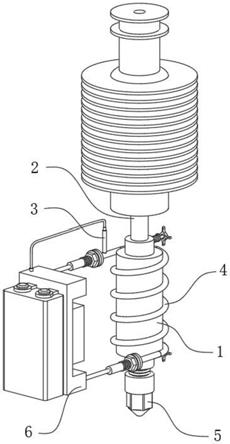
21.图5为本发明加热块与加热圈配合结构示意图。
22.图中:1、加热块;2、喉管;3、温度传感器;4、加热圈;5、喷嘴;6、电磁感应加热器。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.实施例一
25.请参阅图1-5,图示中的一种fdm喷头加热装置,包括加热块1和电磁感应加热器6,所述加热块1外壁套接有螺旋状的加热圈4,加热圈4顶部的端口处配合有温度传感器3,所述加热块1套接在喉管2外侧,且喉管2底端安装有喷嘴5,加热块1呈圆柱状,中心处开设有直径与喉管2外径一致的柱形直孔。
26.进行打印时,丝状材料送入喉管2中,开启电磁感应加热器6使得加热圈4中通过电流,加热块1在螺旋状加热圈4形成的电磁感应下得到充分加热,再通过热传导使得喉管2中的丝状材料熔融后由喷嘴5导出,螺旋状加热圈4能以一种简单的方式解决打印过程中材料的彻底熔融,从而提高打印速度和质量,减少高速打印过程中因材料熔化不彻底导致的挤出阻力变大,引起挤出不畅和挤出齿轮之间打滑,磨损挤出轮和啃料等现象,采用了上下直径相同的圆柱状加热块1,整个加热块1四周能够均匀的受热,从而在高速打印过程中材料
熔融得更彻底,以便更好的成型。
27.实施例二
28.请参阅图1-5,图示中的一种fdm喷头加热装置,包括加热块1和电磁感应加热器6,所述加热块1外壁套接有螺旋状的加热圈4,加热圈4顶部的端口处配合有温度传感器3,所述加热块1套接在喉管2外侧,且喉管2底端安装有喷嘴5,加热块1呈圆柱状,中心处开设有直径与喉管2外径一致的柱形直孔,加热块1的端部呈缩径状形成柱形凸台,两个所述柱形凸台上均配合有顶丝,顶丝旋进的方向与加热圈4端部延伸方向一致,顶丝伸入柱形凸台一端与喉管2挤压紧固,两个所述加热块1上配合的顶丝外端均固定安装有十字状的转柄。
29.进行打印时,丝状材料送入喉管2中,开启电磁感应加热器6使得加热圈4中通过电流,加热块1在螺旋状加热圈4形成的电磁感应下得到充分加热,再通过热传导使得喉管2中的丝状材料熔融后由喷嘴5导出,螺旋状加热圈4能以一种简单的方式解决打印过程中材料的彻底熔融,从而提高打印速度和质量,减少高速打印过程中因材料熔化不彻底导致的挤出阻力变大,引起挤出不畅和挤出齿轮之间打滑,磨损挤出轮和啃料等现象,采用了上下直径相同的圆柱状加热块1,整个加热块1四周能够均匀的受热,从而在高速打印过程中材料熔融得更彻底,以便更好的成型,而对于打印中用到的不同的材料,其熔点也会产生一定的变化,这样在喷嘴5处的所施加的加热温度也需要做出改变,通过转动转柄来使得顶丝旋出,解除加热块1与喉管2的固定关系,然后再上下滑动加热块1,改变其与喷嘴5端间的间距,间距越大,喷嘴5端的加温程度越低,不断调整直至喷嘴5端的加温程度与打印所用材料的熔点相适应后,再旋紧顶丝,紧固加热块1此时的位置,这样喷嘴5端温度就可以得到适应性的调节,整个装置对于打印材料的适应程度更高。
30.实施例三
31.请参阅图1-5,图示中的一种fdm喷头加热装置,包括加热块1和电磁感应加热器6,所述加热块1外壁套接有螺旋状的加热圈4,加热圈4顶部的端口处配合有温度传感器3,所述加热块1套接在喉管2外侧,且喉管2底端安装有喷嘴5,加热块1呈圆柱状,中心处开设有直径与喉管2外径一致的柱形直孔,所述温度传感器3的感应端垂直插接在加热圈4上,与加热圈4中包裹的线芯直接接触。
32.进行打印时,丝状材料送入喉管2中,开启电磁感应加热器6使得加热圈4中通过电流,加热块1在螺旋状加热圈4形成的电磁感应下得到充分加热,再通过热传导使得喉管2中的丝状材料熔融后由喷嘴5导出,螺旋状加热圈4能以一种简单的方式解决打印过程中材料的彻底熔融,从而提高打印速度和质量,减少高速打印过程中因材料熔化不彻底导致的挤出阻力变大,引起挤出不畅和挤出齿轮之间打滑,磨损挤出轮和啃料等现象,在加热结构中只需用到一个加热圈4与温度传感器3的配合,装配起来极为简便,而且温度传感器3能顺着加热圈4的方向出去,得到的结构也更加美观。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。