1.本发明涉及注塑机技术领域,具体说是一种高效能注塑机。
背景技术:
2.注塑机又称为注射成型机,它是将热塑性塑料或热固性塑料利用塑料成型模具的方法制造成各种形状塑料制品的主要成型设备;其分类主要分为立式、卧式以及全电式这三种方式注塑,通过加热塑料颗粒,对熔融塑料施加压力,使其进入模具型腔体并充满内部空间,冷却后完成注塑工作;
3.注塑机的工作流程是首先将粒状或粉状塑料加入壳体内部,通过绞龙的旋转和壳体外壁的加热使塑料成为熔融状态,随后工作人员操控机器进行合模和注射座前移,使出料口与模具的进料口对齐,接着通过压力使螺杆向前推进,将熔料注入温度较低的闭合模具内,在长时间的压力和冷却液的流通下,熔融状态的塑料成型,工作人员开模依靠顶针取出制品;注射成型的基本要求是塑化、注射和成型;
4.当注塑机在注塑的过程中,物料表面附着的水在加热状态下形成水蒸气,在向模具的运动中,水蒸气在绞龙的带动下也进入模具中,进而在压制成型的过程中在塑件表面或内部形成气泡,进而影响注塑成型的质量;
5.鉴于此,为了克服上述技术问题,本发明设计了一种高效能注塑机,解决了上述技术问题。
技术实现要素:
6.本发明需要解决的技术问题,当注塑机在注塑的过程中,物料表面附着的水在加热状态下形成水蒸气,在向模具的运动中,水蒸气在绞龙的带动下也进入模具中,进而在压制成型的过程中在塑件表面或内部形成气泡,进而影响注塑成型的质量;
7.本发明提供了一种高效能注塑机,包括注塑机本体,所述注塑机本体包括一号底座和二号底座;所述一号底座上方固接有壳体;所述壳体内设有传输组件;所述传输组件包括:传输管、绞龙、一号电机、气缸、加热环、进料管与出料口;所述传输管固接于壳体内部;所述气缸固接于壳体内远离二号底座一侧;所述一号电机固接于气缸输出端;所述绞龙固接于一号电机输出端,且与传输管密封滑动连接;所述进料管固接于传输管靠近一号电机一侧;所述出料口设于远离进料口一侧对应绞龙位置的传输管;所述加热环固接于传热管上;还包括:
8.吸气装置;所述吸气装置设于壳体内部,用于吸收传输组件内的水蒸气;
9.合模装置;所述合模装置设于二号底座上方;用于加工成型。
10.优选的,所述吸气组件包括:
11.吸热管束;所述吸热管束一端固接于传输管,且与传输管固接;
12.二号电机;所述二号电机固接于壳体上;
13.一号转动轴;所述一号转动轴贯穿壳体与吸热管束,且固接于二号电机输出端;
14.风扇;所述风扇固接于一号转动轴远离二号电机一端;
15.通风管;所属通风管固接于吸热管束远离传输管一侧;
16.z型管;所述z型管固接于传输管,且与出料口连通;
17.固定杆;所述固定杆固接于绞龙上;
18.挡板;所述挡板固接于固定杆远离绞龙一端,且与传输管内壁滑动连接。
19.优选的,所述合模组件包括:
20.驱动件;所述驱动件设于二号底座上方;所述驱动件包括三号电机、螺纹杆、内螺纹管、滑块;
21.动模;所述动模滑动连接于底座,且与驱动件连接;
22.定模;所述定模固接于二号底座上方;
23.气囊;所述气囊固接于定模靠近动模一侧;
24.通孔;所述通孔开设于气囊底角,通孔斜向动模表面。
25.优选的,所述二号底座上设有降温组件。
26.优选的,所述降温组件包括:
27.水箱;所述水箱固接于二号底座;
28.水泵;所述水泵固接于水箱内;
29.水管;所述水管套接于水泵顶部,且贯穿动模一次及以上。
30.优选的,所述壳体内固接有保温层。
31.优选的,所述气囊材质为丁腈橡胶。
32.优选的,所述传输管与定模采用铜钢材质。
33.优选的,所述绞龙内固接有加热管。
34.优选的,所述水箱一侧开设有门体。
35.本发明的有益效果如下:
36.1.本发明提供的一种高效能注塑机,本发明通过吸气装置和合模装置的配合,吸气装置去除传输管内的水蒸气,使得水蒸气对出料口进行预热,合模装置使得其在压模时去除表面杂质与水;一方面减少了熔融塑料在出料口直接冷却堵塞的可能性,另一方面减少了水蒸气通过出料口进入合模装置的可能性,进而减少注塑件内部产生气泡的可能性。
37.2.本发明提供的一种高效能注塑机,本发明通过降温装置使得动模内部的温度降低,提高了合模装置内熔融状态塑料冷却的速度,提高了塑料成型的效率。
附图说明
38.下面结合附图对本发明作进一步说明。
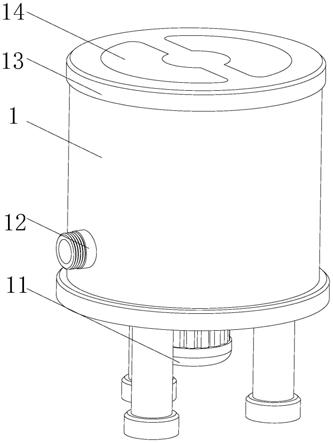
39.图1是本发明的主体图;
40.图2是本发明的剖视图;
41.图3是图2中a处的放大图;
42.图4是图2的b处的放大图;
43.图5是本发明的另一种状态的剖视图;
44.图6为驱动件一种实施例的侧视图;
45.图中:注塑机本体1、一号底座11、二号底座12、壳体2、传输组件3、传输管31、绞龙
32、一号电机33、加热环34、进料管35、出料口36、气缸37、吸气装置4、吸热管束41、二号电机42、转动轴43、风扇44、通风管45、z型管46、固定杆47、挡板48、合模装置5、驱动件51、三号电机511、螺纹杆512、内螺纹管513、滑块514、动模52、定模53、气囊54、通孔55、降温组件6、水箱61、水泵62、水管63。
具体实施方式
46.为使本发明实施例的目的、技术方案和优点更加清楚,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
47.现有技术中高效能注塑机存在的缺陷是,当注塑机在注塑的过程中,物料表面附着的水在加热状态下形成水蒸气,在向模具的运动中,水蒸气在绞龙32的带动下也进入模具中,进而在压制成型的过程中在塑件表面或内部形成气泡,进而影响注塑成型的质量。
48.为解决上述问题,本实施例采用的主要构思为:通过吸气装置4和合模装置5的配合,吸气装置4去除传输管31内的水蒸气,使得水蒸气对出料口36进行预热,合模装置5使得其在压模时去除表面杂质与水;一方面减少了熔融塑料在出料口36直接冷却堵塞的可能性,另一方面减少了水蒸气通过出料口36进入合模装置5的可能性,进而对注塑件内部产生气泡的可能性。
49.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
50.本发明提供了一种高效能注塑机,包括注塑机本体1,所述注塑机本体1包括一号底座11和二号底座12;所述一号底座11上方固接有壳体2;所述壳体2内设有传输组件3;所述传输组件3包括:传输管31、绞龙32、一号电机33、加热环34、进料管35、出料口36与气缸37;所述传输管31固接于壳体2内部;所述气缸37固接于壳体2内远离二号底座12一侧;所述一号电机33固接于气缸37输出端;所述绞龙32固接于一号电机33输出端,且与传输管31密封滑动连接;所述进料管35固接于绞龙32靠近一号电机33一侧;所述出料口36设于远离进料口一侧对应绞龙32位置的传输管31;所述加热环34固接于传输管31上;还包括:
51.吸气装置4;所述吸气装置4设于壳体2内部,用于吸收传输组件3内的水蒸气;
52.合模装置5;所述合模装置5设于二号底座12上方,用于加工成型;
53.当高效能注塑机开始工作时,工作人员向进料管35加入塑料颗粒,随后控制壳体2上的开关,使得一号电机33开始工作,一号电机33带动传输管31内的绞龙32转动,蛟龙使得塑料颗粒在传输管31内向出料口36流通,此时加热环34也在开关的控制下工作,使得传输管31内温度升高,塑料颗粒融化成液体物料,在绞龙32的带动下向出料口36流动,水蒸气密度小,进而漂浮在流体上方,吸气装置4带动水蒸气从传输管31流出,此时启动气缸37,控制一号电机33与绞龙32向前移动,使得熔融塑料通过出料口36向合模装置5流动,进而进入合模装置5,长时间冷却后依靠顶针脱落塑造成型;
54.现有技术中通过长管道使得熔融塑料经过长期流动,进而使水蒸气逸散,存在熔融塑料在温度降低时凝固堵塞管道的可能性;
55.本发明通过吸气装置4和合模装置5的配合,吸气装置4去除传输管31内的水蒸气,
使得水蒸气对出料口36进行预热,合模装置5使得其在压模时去除表面杂质与水;一方面减少了熔融塑料在出料口36直接冷却堵塞的可能性,另一方面减少了水蒸气通过出料口36进入合模装置5的可能性,进而减少注塑件内部产生气泡的可能性。
56.作为本发明的一种具体实施方式,所述吸气组件包括:
57.吸热管束41;所述吸热管束41一端固接于传输管31,且与传输管31连通;
58.二号电机42;所述二号电机42固接于壳体2上;
59.转动轴43;所述转动轴43贯穿壳体2与吸热管束41,且固接于二号电机42输出端;
60.风扇44;所述风扇44固接于转动轴43远离二号电机42一端;
61.通风管45;所属通风管45固接于吸热管束41远离传输管31一侧;
62.z型管46;所述z型管46固接于传输管31,且与出料口36连通;
63.固定杆47;所述固定杆47固接于绞龙32上;
64.挡板48;所述挡板48固接于固定杆47远离绞龙32一端,且与传输管31内壁滑动连接;
65.作为本发明的一种具体实施方式,所述合模组件包括:
66.驱动件51;所述驱动件51设于二号底座12上方;所述驱动件51包括三号电机511、螺纹杆512、内螺纹管513、滑块514;
67.动模52;所述动模52滑动连接于底座,且与驱动件51连接;
68.定模53;所述定模53固接于二号底座12上方;
69.气囊54;所述气囊54固接于定模53靠近动模52一侧;
70.通孔55;所述通孔55开设于气囊54底角,且斜向动模52表面;
71.当高效能注塑机需要工作时,工作人员控制底座上的开关打开一号电机33,一号电机33带动传输管31内的绞龙32开始旋转,绞龙32旋转的过程中,工作人员通过进料管35向传输管31内放置塑料颗粒,塑料颗粒通过绞龙32螺旋传动下,向出料口36流通,当其经过加热环34时融化,形成熔融塑料,而表面的水在加热的环境下形成水蒸气,通过吸热管束41向上流通,此时工作人员控制固接在壳体2上的二号电机42工作,二号电机42使得转动轴43转动,转动轴43带动风扇44转动,进而对传输管31内的水蒸气进行吸风,将传输管31内的水蒸气传输到通风管45内,进而减少了水蒸气通过出料口36进入合模装置5的可能性,减少了注塑件内部因水蒸气而产生气泡的可能性,进而提高了注塑机的工作效率;通风管45缠绕z型管46,使得z型管46保持一定温度,减少了因熔融塑料冷却速度过快堵塞z型管46的可能性;此处在气缸37推动一号电机33与绞龙32向出料口36移动过程中,熔融状态塑料从出料口36挤出过程中,固定杆47随着绞龙向前移动,固定杆47带动挡板48进而堵住吸热管束41,挡板48为导热性能好的环形挡板,减少熔融塑料进入吸热管束41内的可能性;
72.当熔融状态塑料经过出料口36即将向z型管46流动时,驱动件51控制动模52向定模53移动,形成注塑件形状的空腔,此处驱动件51的一种实施例为:二号底座12顶部固接有三号电机511;三号电机511输出端固接有螺纹杆512;三号电机511驱动螺纹杆512在内螺纹管513内螺旋传动,而由于内螺纹管513外侧固接有滑块514,沿二号底座12表面开设的滑槽内滑动(存在另一种实施例为电机驱动齿轮工作,齿轮带动齿条移动,进而控制动模52向定模53移动向定模53移动);熔融塑料通过z型管46向动模52与定模53形成的空腔内流动,而动模52向定模53移动的过程中,动模52挤压定模53上的气囊54,使得气囊54内气体通过通
孔55向动模52内壁与定模53外壁表面吹风,进而吹走上次脱模过程中产生的杂质或残留的水汽,减少了在二次注塑过程中因杂质或水而影响到成型效果的可能性,进而提高了工作效率。
73.作为本发明的一种具体实施方式,所述二号底座12上设有降温组件6;
74.作为本发明的一种具体实施方式,所述降温组件6包括:
75.水箱61;所述水箱61固接于二号底座12;
76.水泵62;所述水泵62固接于水箱61内;
77.水管63;所述水管63套接于水泵62顶部,且贯穿动模52一次及以上;
78.高效能注塑机工作过程时,通过水泵62抽水箱61中的水,使得冷却水通过水管63对已经完成注塑的合模装置5进行冷却,水管63贯穿动模52,提高了动模52的散热效果,减少了注塑件的冷却时间,进而提高了注塑件注塑成型的效率;同时,注塑件表面温度降低,减少了因工作人员拿取注塑件而导致手部烫伤的可能性,进而保障了工作人员的生命安全。
79.作为本发明的一种具体实施方式,所述壳体2内固接有保温层;
80.壳体2内的传输管31需要保持较高热量,减少熔融状态塑料因温度降低堵塞的可能性,同时使得吸热管束41内的水蒸气保持热量,减少了因传热管束热量降低又转变为水影响注塑过程的可能性。
81.作为本发明的一种具体实施方式,所述z型管46、传输管31与定模53采用铜钢材质;
82.由于z型管46需要将水蒸气通风管45内水蒸气的热量传递至内部进行预加热,传输管31需要将加热环34的热量传递至管内加热塑料颗粒,定模53需要对注塑成型的注塑件冷却,z型管46、传输管31与定模53采用导热性能好的材料制成,使得z型管46与定模53能够快速的通过水蒸气或者冷却水进行换热,进一步提高了注塑件注塑的效率;
83.本发明中导热性能好的材料采用铜钢材质,但不局限于此,铜钢材质导热性能好且耐腐蚀,在受到水蒸气和冷却水的换热作用下,铜钢材质能够加快换热速度,进一步提高了塑料制品注塑的效率,进一步提高了塑料制品注塑的质量。
84.作为本发明的一种具体实施方式,所述绞龙32内固接有加热管;
85.绞龙32内固接有加热管,进一步对贴合绞龙32内壁的塑料颗粒进行加热融化,减少了因加热环34加热时无法到达绞龙32中心位置而堵塞出料口36的可能性,同时提高了塑料颗粒熔化的速度,进而提高了注塑机的效率。
86.作为本发明的一种具体实施方式,所述水箱61一侧开设有门体;
87.通风管45远离吸热管束41一端固接于水箱61,一方面使得塑料颗粒中的水蒸气能够再次被利用,另一方面便于细小杂质的收集;在热的水蒸气通过通风管45进入到水箱61后,长时间工作下会使得水箱61底部产生水垢,同时一些细小杂质也会留存在水箱61底部,工作人员通过铰接或密封滑动连接的门体定期对水箱61进行清理除杂,进一步提高了冷却水的工作效率,进一步减少了注塑件的冷却时间,进而提高了注塑件注塑成型的效率。
88.具体工作流程如下:
89.当高效能注塑机需要工作时,工作人员控制底座上的开关打开一号电机33,一号电机33带动传输管31内的绞龙32开始旋转,绞龙32旋转的过程中,工作人员通过进料管35
向传输管31内放置塑料颗粒,塑料颗粒通过绞龙32螺旋传动下,向出料口36流通,当其经过加热环34时融化,形成熔融塑料,而表面的水在加热的环境下形成水蒸气,通过吸热管束41向上流通,此时工作人员控制固接在壳体2上的二号电机42工作,二号电机42使得转动轴43转动,转动轴43带动风扇44转动,进而对传输管31内的水蒸气进行吸风,将传输管31内的水蒸气传输到通风管45内,进而减少了水蒸气通过出料口36进入合模装置5的可能性,减少了注塑件内部因水蒸气而产生气泡的可能性,进而提高了注塑机的工作效率;通风管45缠绕z型管46,使得z型管46保持一定温度;
90.当熔融状态塑料经过出料口36即将向z型管46流动时,驱动件51控制动模52向定模53移动,形成注塑件形状的空腔,此处驱动件51的一种实施例为电机驱动转动轴43,转动轴43使得螺纹杆在内螺纹管内螺旋传动,内螺纹管外侧固接有花键轴,沿二号底座12上的花间槽滑动;熔融塑料通过z型管46向动模52与定模53形成的空腔内流动,而动模52向定模53移动的过程中,动模52挤压定模53上的气囊54,使得气囊54内气体通过通孔55向动模52内壁与定模53外壁表面吹风,进而吹走上次脱模过程中产生的杂质或残留的水汽。
91.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。