1.本发明涉及可适用于建筑物的地面或地板的地面装饰材料,更详细地,涉及如下的瓷砖型地面装饰材料,即,作为地面装饰材料产品中以切割成单位尺寸进行施工的瓷砖结构产品,在不使用粘结剂的施工过程中显著改善产品与地面之间的滑动。
背景技术:
2.在此提供本公开涉及的背景技术,但是,这并不意味着公知技术。
3.通常,在建筑物的地面或地板施工地板纸或瓷砖等地面(装饰)材料。地板纸或瓷砖等地面材料不仅重量轻,而且,具备柔韧性,以缓冲性及吸音性等优秀的氯乙烯为主要材料制成。例如,地面材料可通过向聚氯乙烯(pvc,poly vinyl chloride)或氯乙烯中混合或接合其他材料来制成。这种地面材料可具有多层结构,通常,由透明层、印刷层、树脂浸渍尺寸加强层、发泡层及基底层等层叠而成,透明层用于保护印刷在印刷层的油墨面,印刷层因赋予有颜色或花纹而具有装饰功能,树脂浸渍尺寸加强层作为用聚氯乙烯糊状溶胶浸渍处理的玻璃纤维(glass-fiber),具有加强产品的尺寸安全性的功能,发泡层具有赋予缓冲性的功能,基底层具有增加厚度并加强地面安放性的功能。
4.而且,可根据需求在透明薄膜层的上端额外形成用于提高耐磨性或耐刮性的表面处理器层。这种地面材料基于用途增减各层来制造,广泛用于各种领域。
5.例如,本技术人通过申请专利获得授权的以下专利文献1公开的技术为地面装饰材料的制备方法,在上端聚氯乙烯层与下端聚氯乙烯层之间形成通过将玻璃纤维或岩棉制成片材来制成的玻璃纤维垫层后,在通过热压制备的基材层的上端依次形成印刷层和由聚氯乙烯树脂制成的透明薄膜层,在基材层下端形成由聚氯乙烯树脂、增塑剂及填充剂制成的平衡层。在建筑物的地面终饰处理过程中,具有上述结构的地面材料可单独使用,或者,利用多种类型的被粘物和粘结剂附着其后使用。
6.最近,为了去除因使用粘结剂产生的异味并最大限度地减少挥发性有机化合物等的影响,正开发具有防滑功能的地面材料,通过在基材层下部形成用于防滑的功能层来最大限度地减少施工过程中使用的粘结剂。
7.另一方面,对于普通地面材料,尤其,在切割成单位尺寸的地砖情况下,需在地面涂敷粘结剂并在其上方施工瓷砖来使得瓷砖附着在地面,虽然普遍会最小化尺寸变化,但是,随着粘结剂的有害性愈加明显,最近,已开发出最大限度地减少尺寸变化的地面材料,由于多种免胶(loose lay)产品不使用粘结剂或只使用少量的粘结剂即可将产品附着在施工地面上方,并且,可使得施工变得简单且减少成本,因此,作为防止粘结剂相关有害性的产品而备受瞩目。
8.通常,这种免胶产品在地面材料背面层叠具有优秀附着力的材料,附着有组合聚乙烯或聚丙烯等的烯烃类发泡体,在可吸收冲击音的产品中,由于泡沫降低与地面的紧密性,并且,因其中产生滑动而无法进行免胶施工,因此,当前只能使用粘结剂。
9.为了改善这种情况,虽然尝试过多种方法,例如,用具备粘结功能的处理剂对塑料
泡沫背面进行处理或层叠粘结片等,但是,当保管时,将产生诱发附着的粘连、粘结成分的转移、地面材料表面层受损等问题。
10.尤其,为了改善这种情况,专利申请第10-2010-0081283号(2010年08月23日)公开了在地面材料背面层叠粘结层并附着离型纸来使得施工变得简单的产品,但由于,附着有粘结剂和离型纸,不仅处理不便,而且,具有工序复杂且因需要单独的设备而导致成本增加等问题。
11.现有技术文献
12.专利文献1:韩国专利授权公报第10-0510836号(2005年08月30日授权)
13.专利文献2:韩国专利授权公报第10-0600841号(2006年07月06日授权)
14.专利文献3:韩国专利授权公报第10-1149890号(2012年05月18日授权)
技术实现要素:
15.技术问题
16.本发明的目的在于,提供如下的瓷砖型地面装饰材料,即,作为层叠具有吸收冲击音效果的塑料泡沫的产品,当施工时,在向不使用粘结剂或涂装少量粘结剂的部位上施工产品的过程中,显著改善产品与地面之间的滑动。
17.但是,本发明的目的并不限定于以上提及的目的,本发明所属领域的普通技术人员可通过以下记载内容明确理解未提及的其他目的。
18.技术解决方案
19.本发明提供瓷砖型地面装饰材料,包括:地面材料部,包括表面处理层、透明层、设计印刷层、终止层、尺寸加强层、基底层及平衡层;以及微细压纹塑料泡沫部,包括塑料泡沫层及形成有微细压纹的贴膜层。
20.并且,本发明的特征在于,上述塑料泡沫层通过挤压加工后发泡成型,相对于100重量份的烯烃类树脂,上述塑料泡沫层包含3重量份至10重量份的偶氮二甲酰胺发泡剂、0.2重量份至1.5重量份的促进剂、0.1重量份至1重量份的泡沫稳定剂及其他添加剂。
21.并且,本发明的特征在于,在上述贴膜层形成有微细压纹,在上述微细压纹的凹凸深度为a、规定间隔为b的情况下,上述微细压纹满足以下公式1:
22.公式1:a≥1/3
×b23.(在此情况下,0.08mm≤a≤0.8mm,0.2mm≤b≤2mm)。
24.并且,本发明的特征在于,上述贴膜层为烯烃类薄膜,具有10μm至200μm的厚度,相对于100重量份的烯烃类树脂,上述贴膜层包含0.1重量份至1重量份的抗氧化剂、0.1重量份至1重量份的加工助剂及其他添加剂。
25.并且,本发明的特征在于,上述贴膜层为聚氯乙烯薄膜,具有10μm至200μm的厚度,相对于100重量份的聚氯乙烯树脂,上述贴膜层包含30重量份至60重量份的增塑剂、1重量份至5重量份的稳定剂及其他添加剂。
26.并且,本发明的特征在于,上述表面处理层通过紫外线固化成型,通过紫外线涂敷形成5μm至20μm的厚度,上述表面处理层包含20重量百分比至40重量百分比的单酯(monoester)、10重量百分比至20重量百分比的低聚体(oligomer)、10重量百分比至20重量百分比的聚二丙烯酸酯(poly diacrylate)、0.5重量百分比至5重量百分比的硅(silicon)
及其他添加剂。
27.并且,本发明的特征在于,上述透明层的厚度为0.1mm至1mm,相对于100重量份的聚氯乙烯树脂,上述透明层包含10重量份至50重量份的增塑剂、1重量份至5重量份的稳定剂及其他添加剂。
28.并且,本发明的特征在于,上述设计印刷层的厚度为0.05mm至0.2mm,相对于100重量份的聚氯乙烯树脂,上述设计印刷层包含1重量份至20重量份的增塑剂、1重量份至5重量份的稳定剂、0重量份至20重量份的填料、1重量份至5重量份的加工助剂及其他添加剂。
29.并且,本发明的特征在于,上述基底层的厚度为0.5mm至5mm,相对于100重量份的聚氯乙烯树脂,上述基底层包含10重量份至60重量份的增塑剂、1重量份至5重量份的稳定剂、50重量份至600重量份的填料、1重量份至5重量份的加工助剂及其他添加剂。
30.并且,本发明的特征在于,上述地面材料部还包括终止层,位于上述设计印刷层与上述基底层之间,上述终止层的厚度为0.2mm至2mm,相对于100重量份的聚氯乙烯树脂,上述终止层包含10重量份至60重量份的增塑剂、1重量份至5重量份的稳定剂、50重量份至500重量份的填料、1重量份至5重量份的加工助剂及其他添加剂。
31.并且,本发明的特征在于,上述地面材料部还包括选自由终止层、尺寸加强层及平衡层组成的组中的一层以上,上述终止层的厚度为0.2mm至2mm,相对于100重量份的聚氯乙烯树脂,上述终止层包含10重量份至60重量份的增塑剂、1重量份至5重量份的稳定剂、50重量份至500重量份的填料、1重量份至5重量份的加工助剂及其他添加剂,上述尺寸加强层通过在液态的糊状溶胶中浸渍玻璃纤维垫并加热固化成型,相对于100重量份的聚氯乙烯糊树脂,上述尺寸加强层包含50重量份至90重量份的增塑剂、1重量份至5重量份的稳定剂、10重量份至150重量份的填料、2重量份至10重量份的粘度调节剂及其他添加剂,上述平衡层的厚度为0.3mm至3mm,相对于100重量份的聚氯乙烯树脂,上述平衡层包含10重量份至60重量份的增塑剂、1重量份至5重量份的稳定剂、50重量份至500重量份的填料、1重量份至5重量份的加工助剂及其他添加剂。
32.并且,本发明提供瓷砖型地面装饰材料的制备方法,包括如下步骤:层叠基底层、设计印刷层、透明层及表面处理层来形成地面材料部;在上述基底层的背面挤压加工塑料泡沫层组合物并进行电子束交联后,通过发泡或化学发泡来形成塑料泡沫层;以及在挤压加工贴膜层组合物的过程中,利用压纹辊赋予微细压纹并将其附着在上述塑料泡沫层的背面来形成贴膜层。
33.发明的效果
34.本发明提供地面装饰材料,作为在地面装饰材料产品中以切割成单位尺寸进行施工的瓷砖结构的地面装饰材料,在下端部包括由化学泡沫组成的塑料泡沫制成的缓冲层,在这种缓冲层的最下端部包括用于防止滑动的微细凹凸压纹。因此,具有利用塑料泡沫的缓冲层改善步行感及吸收冲击音的效果,并且,通过最下端部的微细凹凸压纹来在不使用粘结剂的施工过程中显著改善产品与地面之间的滑动。
35.尤其,在不使用粘结剂或在涂装少量粘结剂的部位上施工最近为了避免粘结剂的有害性而开发的免胶瓷砖的情况下,可通过显著改善地面与地面材料的密着度差异来防止产生地面材料因滑动而被推挤的现象。
附图说明
36.图1示出本发明一实施例的瓷砖型地面装饰材料的结构。
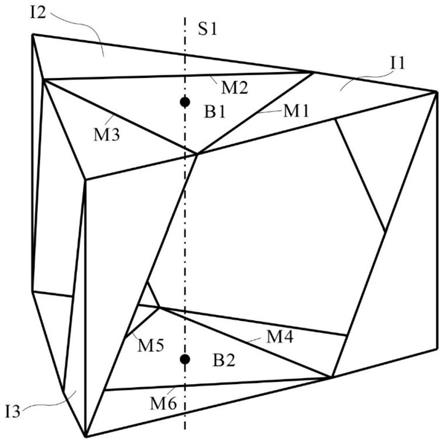
37.图2示出本发明一实施例的贴膜层的微细压纹结构。
具体实施方式
38.除非另有定义,否则在本说明书中所使用的包括技术术语或科学术语在内的所有术语的含义与本发明所属技术领域的普通技术人员通常理解的含义相同。并且,在整个本说明书及发明要求保护范围中,除非另有定义,否则术语“包括(comprise,comprises,comprising)”应以包含提及的物品、步骤或一组物品及一组步骤的含义加以解释,并不具有排除任意其他物品、步骤或一组物品、一组步骤的含义。
39.以下,在详细说明本发明之前,应当理解的是,在本说明书中所使用的术语仅用于说明特定实施例,并不限定本发明的范围,本发明的范围仅限定于发明要求保护范围。
40.另一方面,除非存在明确相反的指定,否则本发明的多个实施例可以与任何其他实施例相结合。尤其,被指定为优选或有利的任何特征可以与被指定为优选或有利的其他任何特征及多个特征相结合。以下,参照附图,针对本发明的实施例及其效果进行说明。
41.本发明一实施例的瓷砖型地面装饰材料包括地面材料部10及微细压纹塑料泡沫部20。图1示出了本发明一实施例的瓷砖型地面装饰材料的具体结构。
42.上述地面材料部10包括表面处理层101、透明层102、设计印刷层103、终止层104、尺寸加强层105、基底层106、平衡层107等。上述地面材料部10包括表面处理层101、透明层102、设计印刷层103及基底层106,还可适当包括终止层104、尺寸加强层105及平衡层107。
43.例如,上述地面材料部10由表面处理层101、透明层102、设计印刷层103、终止层104、基底层106、平衡层107层叠而成,或者,由表面处理层101、透明层102、设计印刷层103、基底层106、平衡层107层叠而成,或者,由表面处理层101、透明层102、设计印刷层103、基底层106层叠而成,或者,由表面处理层101、透明层102、设计印刷层103、终止层104、尺寸加强层105、基底层106、平衡层107层叠而成,或者,可由表面处理层101、透明层102、设计印刷层103、终止层104、尺寸加强层105、基底层106层叠而成。
44.本发明的瓷砖型地面装饰材料通过如下方式制造,即,形成地面材料部后,在地面材料部的最下端形成微细压纹塑料泡沫部,上述微细压纹塑料泡沫部包括塑料泡沫层及形成有微细压纹的贴膜层。例如,在地面材料部包括表面处理层、透明层、设计印刷层及基底层的情况下,通过层叠基底层、设计印刷层、透明层及表面处理层来形成地面材料部后,可在上述基底层的背面形成塑料泡沫层并在塑料泡沫层的背面形成贴膜层来制造。
45.上述表面处理层101的特征在于,作为用于改善耐刮性、耐污性、耐磨性、耐久性等表面物性的层,包含20重量百分比至40重量百分比的单酯(monoester)、10重量百分比至20重量百分比的低聚体(oligomer)、10重量百分比至20重量百分比的聚二丙烯酸酯(poly diacrylate)、0.5重量百分比至5重量百分比的硅(silicon)及其他添加剂,利用辊涂机或气刀涂布机进行涂装并通过紫外线涂敷形成5μm至20μm的厚度,由紫外线固化成型。
46.上述透明层102的特征在于,作为用于保护地面材料的设计印刷图案并维持地面材料的磨损、摩擦、污染、变形等耐久性的层,相对于100重量份的聚氯乙烯树脂,包含10重量份至50重量份的增塑剂、1重量份至5重量份的稳定剂及其他添加剂,通过压延工序加工
成型,其厚度为0.1mm至1mm。
47.上述设计印刷层103的特征在于,通过转印印刷、凹版印刷、丝网印刷、胶印、轮转印刷或柔版印刷向白色或彩色片表面赋予设计图案来形成。相对于100重量份的聚氯乙烯树脂,设计印刷层包含1重量份至20重量份的增塑剂、1重量份至5重量份的稳定剂、0重量份至20重量份的填料、1重量份至5重量份的加工助剂、0.5重量份至5重量份的颜料及其他添加剂,通过压延工序加工成型,通过加热贴合所加工的片来层叠,其厚度为0.05mm至0.2mm。
48.上述终止层104的特征在于,作为用于最大限度地减少上述设计印刷层的凹凸并维持平滑性的层,相对于100重量份的聚氯乙烯树脂,包含10重量份至60重量份的增塑剂、1重量份至5重量份的稳定剂、50重量份至500重量份的填料、1重量份至5重量份的加工助剂及其他添加剂,通过压延工序加工成型,其厚度为0.2mm至2mm。
49.上述尺寸加强层105的特征在于,由玻璃纤维垫组成,以便最大限度地减少地面材料部的尺寸变化。更具体地,作为将玻璃纤维垫浸渍在液态的糊状溶胶中并加热固化成型的片,其厚度为0.3mm至6mm,优选为0.3mm至1mm,上述玻璃纤维垫作为基材,可通过将无碱长玻璃纤维切割成适当的单位长度并将其分散在清水来胶化制片后向其上方处理粘结剂并加热干燥来获得,相对于100重量份的聚氯乙烯糊树脂,上述尺寸加强层包含50重量份至90重量份的增塑剂、1重量份至5重量份的稳定剂、10重量份至150重量份的填料、2重量份至10重量份的粘度调节剂及其他添加剂。
50.上述基底层106的特征在于,作为可以有助于地面材料的重量感及厚度并确保硬度的层,相对于100重量份的聚氯乙烯树脂,包含10重量份至60重量份的增塑剂、1重量份至5重量份的稳定剂、50重量份至600重量份的填料、1重量份至5重量份的加工助剂及其他添加剂,通过压延工序加工成型,其厚度为0.5mm至5mm。
51.在此情况下,基底层基于各层接合组合赋予重量感来使得硬度变软或变硬,并且,通过添加发泡层来提供缓冲性等,由此,可通过多种结构和厚度来赋予其功能。
52.上述平衡层107的特征在于,作为用于调节地面材料的弯曲并维持稳定性的层,相对于100重量份的聚氯乙烯树脂,包含10重量份至60重量份的增塑剂、1重量份至5重量份的稳定剂、50重量份至500重量份的填料、1重量份至5重量份的加工助剂及其他添加剂,通过压延工序加工成型,其厚度为0.3mm至3mm。
53.上述微细压纹塑料泡沫部20的特征在于,包括塑料泡沫层201及贴膜层202。由于在塑料泡沫层201的最下部赋予用于扩展单位面积的微细凹凸压纹,因此,可通过提高地面与地面材料的附着性来防止产生滑动。
54.上述塑料泡沫层201的特征在于,作为经过挤压加工并进行电子束交联后通过发泡或化学发泡成型的层,相对于100重量份的烯烃类树脂,包含3重量份至10重量份的偶氮二甲酰胺发泡剂、0.2重量份至1.5重量份的促进剂、0.1重量份至1重量份的泡沫稳定剂及其他添加剂,其厚度为0.3mm至2mm,密度为20kg/m3至200kg/m3。
55.更具体地,上述塑料泡沫层201包含聚丙烯、聚乙烯等烯烃类树脂、发泡剂、促进剂、泡沫稳定剂、其他添加剂,使用t型挤压模具加工发泡用模板,在200kw至700kw的电压条件下,照射1mrad至5mrad线量的电子束后,利用发泡烘箱以200℃至250℃的温度进行发泡,或者,在不进行电子束照射的情况下,通过化学发泡成型,由于在向其层叠贴膜层202的同时利用压纹辊赋予微细压纹,因此,可同时实现附着和压纹。
56.上述贴膜层202可以为烯烃类薄膜或聚氯乙烯薄膜,使用t型挤压模具针对10μm至200μm的烯烃类薄膜或10μm至200μm的聚氯乙烯薄膜进行挤压加工的同时附着于上述塑料泡沫层,或者,通过卷绕使用t型挤压模具加工的薄膜来以重新贴合的方式附着于上述塑料泡沫层,相对于100重量份的烯烃类树脂,上述贴膜层包含0.1重量份至1重量份的抗氧化剂、0.1重量份至1重量份的加工助剂及其他添加剂,相对于100重量份的聚氯乙烯树脂,上述贴膜层包含30重量份至60重量份的增塑剂、1重量份至5重量份的稳定剂及其他添加剂。
57.在此情况下,可向贴膜层202添加用于赋予粘着性的丁腈橡胶(nbr,nitrile-butadiene rubber)或乙烯-醋酸乙烯共聚物(eva,ethylene-vinyl acetate)、粘着性优秀的丙烯酸类树脂等来最大化其功能。
58.在此情况下,压纹作为由圆形的金属辊赋予的微细阴阳混刻,将金属辊的表面温度维持在80℃~160℃,并将烯烃类树脂薄膜或聚氯乙烯薄膜压合附着于塑料泡沫上方的同时赋予压纹。
59.并且,如图2所示,压纹以凹凸在塑料泡沫背面沿着机械方向和宽度方向交替排列的方式形成,以便最大限度地增加单位面积,因此,凹部和凸部可反复交替排列在整个宽度。
60.如图2所示,上述微细压纹的凹凸深度为a,凹凸的规定间隔为b。在此情况下,凹凸深度a为0.08mm至0.8mm的范围,比间隔b大1/3。即,本发明的微细压纹满足以下公式1。
61.公式:a>1/3
×b62.(在此情况下,0.08mm≤a≤0.8mm,0.2≤b≤2mm)
63.在满足上述公式的情况下,便能够开发可通过最大限度地增加微细压纹塑料泡沫部20的单位面积来显著改善滑动的地面装饰材料用塑料泡沫。
64.此时,若深度a及间隔b脱离上述范围,则难以实现凹凸,并且,因单位面积的减小而导致改善滑动效果降低,若凹凸的深度a为间隔b的1/3以下,则随着压纹(凹凸)深度的低下,因单位面积的减少而导致改善滑动效果降低。
65.上述微细压纹塑料泡沫部20与地面材料部10通过公知的粘结方法实现粘结,例如,通过凹版涂布方式或缝模涂布方式在地面材料部10背面涂敷丙烯酸类粘结剂或聚氨酯类粘结剂并加热干燥后附着微细压纹塑料泡沫部20,或者,通过t型挤压模具在地面材料部10背面高温熔融涂敷热熔型粘结剂并在固化之前附着微细压纹塑料泡沫部20,或者,通过凹版涂布方式将热熔型粘结剂涂敷在地面材料部10或微细压纹塑料泡沫部20并加热干燥后进行贴合,虽然可通过如上所述的多种方式进行贴合,但应当注意的是,在此情况下,需防止微细压纹凹凸消失或未产生变化。
66.本发明的地面装饰材料作为利用聚氯乙烯树脂或聚乙烯、聚丙烯等聚烯烃类树脂加工成型的瓷砖型地面材料,由于在最下部层叠形成有微细压纹的塑料泡沫部,因此,具有利用塑料泡沫的缓冲层改善步行感及吸收冲击音的优秀效果,并且,通过背面的微细压纹改善滑动性来在不使用粘结剂的免胶施工过程中提高产品与地面之间的密着度,从而可提供防止滑动的地面材料。
67.实施例
68.从下依次层叠平衡层、基底层、终止层、设计印刷层、透明层及表面处理层来形成地面材料部,并在平衡层背面层叠由塑料泡沫层(厚度为1.0mm)及贴膜层(厚度为10μm)组
成的微细压纹塑料泡沫层。
69.在此情况下,在向密度为100kg/m3、厚度为1.00mm的烯烃类泡沫层叠由烯烃类树脂制成的贴膜层的过程中,利用金属辊形成深度为a、间隔为b的多个微细压纹。形成于贴膜层的压纹条件如以下表1所示。
70.实验例
71.以下,针对以上述方式制备的地面材料进行滑动性测试。作为实验方法采用用于地面和道路等防滑测试的bs-7976-2的钟摆法防滑测试,将附着有塑料泡沫的面作为表面,比较钟摆(pendulum)滑动的程度,为了最大化滑动所带来的影响,将滑动部与接触部的距离设定为6mm进行测试(test),所测定的钟摆测试结果值(pendulum test value)如以下表1所示。
72.表1
[0073] ab
①②③
摩擦系数实施例10.601.00
○○○
45实施例20.501.00
○○○
40实施例30.400.50
○○○
46实施例40.250.50
○○○
42实施例50.150.30
○○○
56实施例60.100.30
○○○
50比较例100
×××
27比较例20.502.00
○○×
29比较例30.301.00
○○×
36比较例40.100.50
○○×
35比较例50.050.30
×○×
31比较例60.050.10
××○
33
[0074]
①
0.08≤a≤0.8
②
0.2≤b≤2
[0075]
③
a≥1/3b
[0076]
本发明所属领域的普通技术人员可将上述实施例例示的特征、结构、效果等针对其他实施例进行组合或变形来实施。因此,这种有关组合和变形的内容应以属于本发明范畴的含义加以解释。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。