1.本技术涉及焊接技术领域,特别涉及一种焊接装置。
背景技术:
2.在焊接过程时,焊枪在沿着焊缝移动的同时,焊枪的焊头往往需要在焊缝的两侧间往复的摆动(从焊缝的一侧摆动到焊缝的另一侧,再从焊缝的另一侧摆动回来)。焊头的往复摆动是为了控制焊接熔化金属的流动和得到必要的焊缝宽度,提高焊接质量。
3.随着生产的发展,对产品的焊接质量的要求越来越高,同时又要求改善工人的劳动强度,自动化焊接是目前发展方向。自动化焊接是通过机械臂或工业机器人来带动焊枪运动,自动化焊接过程中需要焊缝追踪传感器来检测焊缝,从而引导焊枪运动。
4.在自动焊接过程中,如何能够控制焊接熔化金属的流动和得到必要的焊缝宽度,又不因为焊头的摆动而影响焊缝追踪传感器的检测精度,是本领域亟待解决的技术问题。
技术实现要素:
5.本技术实施例之一提供一种焊接装置,其包括第一支架、驱动组件、焊枪组件、第二支架和焊缝追踪传感器;所述焊缝追踪传感器固定于所述第一支架上,所述驱动组件固定于所述第一支架上;所述焊枪组件设于所述第二支架上,所述驱动组件被配置为驱动所述第二支架相对所述第一支架转动,以带动所述焊枪组件相对所述焊缝追踪传感器摆动。
6.在一些实施例,所述焊缝追踪传感器包括用于发射激光的激光器,所述第二支架具有中空的内腔,所述激光器至少部分地容纳于所述内腔中。
7.在一些实施例中,所述第二支架包括弧形部,所述弧形部具有朝向所述第一支架的内弧面,所述内腔形成在所述内弧面与所述第一支架之间。
8.在一些实施例中,所述第一支架的靠近所述焊枪组件的一端设有第一安装部,所述第一安装部上设有容纳孔,所述激光器被容纳在所述容纳孔内,且所述弧形部围绕在所述第一安装部外。
9.在一些实施例中,所述第一支架上设有容纳槽,所述驱动组件被至少部分容纳在所述容纳槽内。
10.在一些实施例中,所述焊缝追踪传感器还包括摄像头,所述摄像头位于所述第一支架上的远离所述焊接组件的一端,所述摄像头用于接收由所述激光器发出的且被反射后的激光。
11.在一些实施例中,所述第二支架还包括与所述弧形部相连的环形部,所述焊枪组件固定在所述环形部上。
12.在一些实施例中,所述弧形部位于所述第一支架的上方,所述环形部位于所述第一支架的前方。
13.在一些实施例中,所述环形部的内环面的与所述弧形部的内弧面的曲率相同。
14.在一些实施例中,所述焊枪组件包括焊头座和焊头,所述焊头座包括彼此连接的
第二安装部和第三安装部,所述第二安装部用于与所述第二支架连接,所述第三安装部用于连接所述焊头。
15.在一些实施例中,所述第三安装部呈管状;所述焊枪组件还包括供焊丝穿过的焊丝导管,所述焊丝导管穿过所述第三安装部的管内并进入所述焊头内。
16.在一些实施例中,所述第二安装部与所述第二支架之间设有绝缘构件。
17.在一些实施例中,所述驱动组件包括电机、与所述电机相连的编码器以及连接在所述电机和所述第二支架之间的减速器;其中,所述编码器至少用于检测所述电机的输出轴的转动角度。
附图说明
18.本技术将以示例性实施例的方式进一步说明,这些示例性实施例将通过附图进行详细描述。这些实施例并非限制性的,在这些实施例中,相同的编号表示相同的结构,其中:
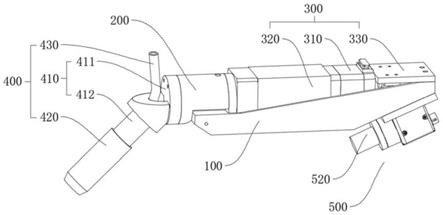
19.图1是根据本技术一些实施例所示的焊接装置的立体结构示意图;
20.图2是根据本技术一些实施例所示的焊接装置的剖面图;
21.图3是根据本技术一些实施例所示的焊接装置的第二支架的结构示意图;
22.图4是根据本技术一些实施例所示的第一支架和激光器的结构示意图;
23.图5是根据本技术一些实施例所示的第一支架的结构示意图;
24.图6是根据本技术一些实施例所示的焊接组件的结构示意图。
25.附图标记说明:100、第一支架;200、第二支架;300、驱动组件;400、焊枪组件;500、焊缝追踪传感器;110、第一安装部;111、容纳孔;120、容纳槽;210、弧形部;211、内弧面;220、环形部;310、电机;320、减速机;330、编码器;410、焊头座;411、第二安装部;412、第三安装部;420、焊头;430、焊丝导管;510、激光器;520、摄像头。
具体实施方式
26.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
27.相反,本技术涵盖任何由权利要求定义的在本技术的精髓和范围上做的替代、修改、等效方法以及方案。进一步,为了使公众对本技术有更好的了解,在下文对本技术的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本技术。
28.在焊接过程时,焊接组件在沿着焊缝移动的同时,焊接组件的焊头往往需要在焊缝的两侧间往复的摆动(从焊缝的一侧摆动到焊缝的另一侧,再从焊缝的另一侧摆动回来)。焊头的往复摆动是为了控制焊接熔化金属的流动和得到必要的焊缝宽度,提高焊接质量。在厚钢板的焊接过程中,平焊、仰焊或立焊对接接头的过程中以及立焊角接接头的过程中,都需要焊头往复摆动。在自动化焊接中,除了焊接组件,还需设置焊缝追踪传感器来追踪焊缝,焊缝追踪传感器和焊接组件可以均设于机械臂或工业机器人上,机械臂或工业机器人的控制设备可以根据焊缝追踪传感器的检测数据来控制焊接组件的运动。在一些实施
例中,为了实现焊接组件的焊头的摆动,焊接组件和焊缝追踪传感器都设置在可以转动的支架上,当可以转动的支架带动焊接组件摆动时,焊缝追踪传感器随着焊接组件一起摆动。其中,焊缝追踪传感器摆动可能会影响其检测焊缝的检测精度。本技术一些实施例提供了一种焊接装置,焊接装置通过将焊缝追踪传感器设置到第一支架上,将焊接组件设置第二支架上,当驱动组件驱动第二支架相对第一支架转动时,焊接组件摆动而焊缝追踪传感器相对固定。从而既满足了焊接需求,又保证了焊缝追踪传感器的检测精度。本技术的焊接装置可以安装在机械臂或工业机器人等装置上(如通过第一支架安装在机械臂或工业机器人等装置上),以实现自动化焊接。
29.图1是根据本技术一些实施例所示的焊接装置的立体结构示意图;图2是根据本技术一些实施例所示的焊接装置的剖视图。以下将结合图1-2对本技术实施例所涉及的焊接装置进行详细说明。值得注意的是,以下实施例仅仅用以解释本技术,并不构成对本技术的限定。
30.在本技术的实施例中,如图1-2所示,本技术提供一种焊接装置,该焊接装置包括第一支架100、驱动组件300、焊枪组件400、第二支架200和焊缝追踪传感器500。焊缝追踪传感器500固定于第一支架100上,驱动组件300固定于第一支架100上;焊枪组件400设于第二支架200上,驱动组件300被配置为驱动第二支架200相对第一支架100转动,以带动焊枪组件400相对焊缝追踪传感器500摆动。
31.在本实施例中,焊枪组件400可以包括焊头座410和焊头420。焊枪组件400可以是用于电焊的焊枪组件400,也可以是用于气焊的焊枪组件400。优选地,焊枪组件400用于气体保护电焊。当焊头420是气体保护焊焊头420时,焊头420可以包括连接在第二支架200上的喷嘴、导电嘴座、导电嘴、气体扩散结构和焊丝导管等。导电嘴座、导电嘴和气体扩散结构均设于喷嘴内。焊丝导管430用于供焊丝穿过,从而使得焊丝到达焊头420的导电嘴处。焊丝从焊头座410通过焊丝导管被送到焊头420的导电嘴处。焊头座410可以连接电源,导电嘴座和导电嘴将电流引向焊丝。焊丝融化过程中,焊头喷射出火焰,火焰的喷出方向与焊头的长度方向相一致。气体扩散装置能够将惰性气体扩散,以使得惰性气体能够保护电弧。
32.驱动组件300可以具有输出轴,输出轴连接第二支架200,以使得第二支架200也沿输出轴转动,该输出轴即为第二支架的转轴,第二支架200再带动焊枪组件400摆动。当焊枪组件摆动时,焊头会随之摆动,从而使得焊头的前端(例如焊头的导电嘴)可以在焊缝的两侧间往复的摆动(从焊缝的一侧摆动到焊缝的另一侧,再从焊缝的另一侧摆动回来)。在一些实施例中,焊头420的长度方向与第二支架200转动的转轴方向不平行,以使得焊头420的远离第二支架200的一端不位于第二支架200的转轴上,从而在焊枪组件400摆动的过程中,焊头420的远离第二支架200的一端绕着第二支架200的转轴做圆弧摆动。例如,如图2所示,焊头的长度方向(图2中斜的虚线的方向)和第二支架200的转轴的延伸方向(图2中水平虚线的方向)之间的夹角a的角度可以为30
°
~100
°
。优选地,夹角a可以为60
°
。在一些实施例中,驱动组件300被配置为驱动第二支架200相对于第一支架100往复转动,以使得焊枪组件400往复摆动,从而在焊枪组件400沿着焊缝移动的过程中形成具有一定宽度的焊缝。
33.在一些实施例中,焊缝追踪传感器500和驱动装置可以通过卡接、螺纹连接、粘接或焊接等方式连接到第一支架100上,焊枪组件400可以也可以通过卡接、螺纹连接、粘接或焊接等方式连接到第二支架200上,本技术对此不作进一步限制。
34.在一些实施例中,第一支架100可以连接到机械臂或工业机器人上,机械臂或工业机器人可以带动整个焊接装置运动。在另一些实施例中,驱动组件300可以不固定在第一支架100上,第一支架100和第二支架200可以分别设置到两个机械臂上,或者分别设置到两个工业机器人上。
35.在本实施例中,焊缝跟踪传感器500用于追踪焊缝,由于焊接组件可以连接到机械臂或工业机器人上,机械臂或工业机器人的控制设备可以根据焊缝追踪传感器的检测数据来控制焊接组件运动。焊缝追踪传感器500可以包括摄像头520和激光器510,激光器510发射激光至焊接工件的焊缝上,摄像头520用于接收被焊接工件反射后的激光,自焊件工件的焊缝返回的激光照射到摄像头520,从而获取焊缝的影像,以实现对焊缝的跟踪。摄像头520可以包括相机、摄像机或其他能够成像的设备。焊缝跟踪传感器还可以包括反射镜及激光出射窗,反射镜被配置为将激光器510发出的激光经过激光出射窗反射出去,从而实现对焊接工件上的焊缝的照射。在一些实施例中,为了防止摄像头520在焊接过程中受到高温冲击,摄像头520可以位于第一支架100上的远离焊接组件的一端。在保证成像效果的同时,摄像头520的设置位置可以尽量靠近驱动组件,以使得焊接装置的结构更加紧凑。
36.在一些实施例中,第二支架200具有中空的内腔。激光器510被至少部分容纳于内腔中,即激光器510可以完全被容纳在内腔中,也可以仅有部分被容纳在内腔中,而另一部分位于内腔外。内腔可以保护容纳在其中的激光器510,有效防止激光器510在焊接过程中受到高温冲击。内腔的形状可以是弧形、方形或其他任何形状。内腔的形状优选为弧形(如圆弧形或椭圆弧形),当第二支架200转动的过程中,在保证第二支架200不与激光器510发生干涉的前提下,弧形的内腔可以减小第二支架200的体积。在一些实施例中,当内腔的形状为弧形(如圆弧形或椭圆弧形)时,第二支架200转动的转轴可以与圆弧面对应的圆柱的轴线平行,或与椭圆弧面对应的椭圆柱的轴线平行。在一些替代性实施例中,当内腔的形状为弧形(如圆弧形或椭圆弧形)时,第二支架200转动的转轴可以与圆弧面对应的圆柱的轴线支架可以有较小的夹角,或与椭圆弧面对应的椭圆柱的轴线平行可以有较小的夹角,例如,5
°
以下的夹角。
37.在一些实施例中,第一支架100与第二支架200之间具有预设宽度的间隙,以使得第二支架200能够在预设角度范围内转动。预设角度范围可以理解为第二支架200的最大角度的区间。本领域技术人员可以根据焊接需求(如焊缝宽度的要求)来设定该预设角度范围。例如,在一些实施例中,预设角度范围可以为-10
°
~10
°
。也就是说,可以通过设置间隙的宽度来控制第二支架200转动的预设角度范围。上述间隙可以理解为第一支架100与第二支架200之间的最短距离。在另一些实施例中,第一支架100和第二支架200之间的间隙可以较大。此时,可以通过驱动组件300来控制第二支架200的转动角度范围。
38.图3是根据本技术一些实施例所示的焊接装置的第二支架的结构示意图。如图3所示,第二支架200包括弧形部210,弧形部210具有朝向第一支架100的内弧面211,内弧面211呈圆弧面或椭圆弧面,内腔形成在内弧面211与第一支架100之间。在一些实施例中,弧形部210还可以具有与内弧面211的形状一致的外弧面。或者,弧形部210的外侧面的形状可以与内弧面211的形状不相同,例如,弧形部210的外侧面可以包括平面或不规则表面。
39.图4是根据本技术一些实施例所示的第一支架和激光器的结构示意图。如图4所示,第一支架100的靠近焊枪组件400的一端设有第一安装部110,第一安装部110上设有容
纳孔111,激光器510被容纳在容纳孔111内,且弧形部210围绕在第一安装部110外。在一些实施例中,第一安装部110可以是第一支架100的表面上凸出的凸台。例如可以是由上表面向上凸出的凸台或者由前表面向前凸出的凸台。
40.在一些实施例中,为了能够保证激光器510发出的激光顺利射出,第一安装部110上设有与容纳孔111相连通的发射孔,激光器510发出的激光能够从发射孔射向焊接工件。
41.图5是根据本技术一些实施例所示的第一支架的结构示意图。如图1和图5所示,第一支架100上设有容纳槽120,驱动组件300被至少部分容纳在容纳槽120内。通过在第一支架100上设置容纳槽120,可以使得整个焊接装置的结构更加紧凑,体积更小,且容纳槽120也能够保护驱动组件300,有效减少焊接过程中的驱动组件300受到的高温冲击。
42.在一些实施例中,焊接装置还可以包括外壳,第一支架100、第二支架200、焊缝追踪传感器500、驱动组件300可以都被容纳在外壳内,外壳可以设置开口,开口可以允许激光射向焊接工件的焊缝和允许自焊件工件的焊缝返回的激光照射到摄像头520。外壳可以更好地保护焊接装置的各个部件。
43.在一些实施例中,如图3所示,第二支架200还包括与弧形部210相连的环形部220,焊枪组件400固定在环形部220上。通过环形部220的设计,可以增大第二支架200与焊接组件之间的接触面积,使得焊接组件可以更稳定地连接到第二支架200上。环形部220和弧形部210可以通过焊接、粘接等方式连接在一起,或者,整个第二支架200可以是一体成型的。
44.在一些实施例中,弧形部210位于第一支架100的上方,环形部220位于第一支架100的前方。通过这样设置第一支架100和第二支架200的相对位置,在保证弧形部210能够围绕在激光器510外而保护激光器510的同时,环形部220和焊枪组件400在第二支架200转动的过程中也不会与第一支架100发生干涉,整个焊接装置结构紧凑、并能够稳定地执行焊接操作。
45.在一些实施例中,环形部220的内环面与弧形部210的内弧面211的曲率相同。曲率相同可以理解为内环面与内弧面的弯曲程度一致。在一些实施例中,环形部220的外轮廓为圆形,且弧形部210的外弧面为圆弧面。环形部220的外轮廓与弧形部210的外弧面的曲率也可以相同。当环形部220的内环面与弧形部210的内弧面211的曲率相同时,第二支架200的内表面(包括内环面和内弧面211)可以更容易进行加工,同理,当环形部的外轮廓与弧形部211的外弧面的曲率相同时,第二支架200的外表面(包括环形部220的外轮廓和外弧面)也可以更容易地进行加工。
46.当弧形部210的内弧面211为圆弧面时,环形部220的轴线与圆弧面对应的圆柱的轴线平行。优选地,环形部220的轴线与圆弧面对应的圆柱的轴线重合。当弧形部210的内弧面211为椭圆弧面时,环形部220的轴线与椭圆弧面对应的椭圆柱的轴线平行。优选地,环形部220的轴线与椭圆弧面对应的椭圆柱的轴线重合。环形部220和弧形部210的曲率设置和相对位置设置,整个第二支架200便于加工制造且结构稳定。尤其是,当环形部220与弧形部210的曲率相同,且环形部220的轴线与圆弧面(椭圆弧)对应的圆柱(椭圆柱)的轴线重合时,第二支架200可以一体成型,且可以更加方便地制造出。
47.图6是根据本技术一些实施例所示的焊接组件的结构示意图,如图6所示,焊枪组件400还包括焊头座410和焊头420,焊头座410包括彼此连接的第二安装部411和第三安装部412,第二安装部411与第二支架200可拆卸连接,第三安装部412用于连接焊头420。通过
将第二安装部411与第二支架200设置为可拆卸连接,可以方便地维修或更换焊枪组件400。焊头420可以通过卡接、螺纹连接、粘接、焊接等方式连接到第三安装部412上。在一些实施例中,第二安装部411的外轮廓可以与环形部220的外轮廓相匹配,以使得第二安装部411和环形部220之间的接触面积最大。例如,当第二支架200的环形部220为圆环时,第二安装部411可以呈圆盘状。
48.在一些实施例中,第三安装部412呈管状;焊头420连接在管状的第三安装部412上。优选地,焊头420通过卡接或螺纹连接等方式安装在第三安装部412上。在一些实施例中,可以设置穿过第三安装部412而穿入焊头420的焊丝导管,焊丝导管穿过第三安装部412的管内并进入焊头420内,焊丝通过焊丝导管到达焊头420。通过设置管状的第三安装部412,使得第三安装部412可以有效保护其中穿过的焊丝。
49.在一些实施例中,可以在管状的第三安装部412上设置冷却结构,例如,可以在管状的第三安装部412的内表面环绕设置冷却管,当冷却剂通入冷却管后,可以对第三安装部412进行降温。
50.在一些实施例中,管状的第三安装部412的轴线与第二支架200转动的转轴的方向之间的夹角的角度可以小于180
°
,焊头420可以插入第三安装部412内,从而使得焊头420的长度方向与第二支架200转动的转轴之间的夹角∠a的角度可以为30~100
°
。
51.在一些实施例中,第三安装部412可以连接电源而焊头420供电。第二安装部411与第二支架200之间设有绝缘构件。绝缘构件能够起到绝缘作用,从而分离各个导电体。绝缘构件的材质可以是陶瓷、橡胶等。在本实施例中,由于焊头座410和第二支架200可能均是导电体,因此绝缘构件能够有效地防止电流从焊头座410传递到第二支架200,从而保障操作人员的安全以及保证焊接装置的各部件稳定地工作。
52.在一些实施例中,驱动组件300包括电机310、与电机310相连的编码器330以及连接在电机310和第二支架200之间的减速器。在一些实施例中,电机和减速机同轴设置,使得驱动组件300结构简单,便于布置。在本实施例中,电机310作为驱动组件300的驱动源。在另一些实施例中,还可以使用液压缸、气压缸等作为驱动源。编码器330至少用于检测电机310的输出轴的转动角度。与电机310相连的编码器330可以理解为一种将旋转位移转换成数字脉冲信号的旋转式传感器,这些数字脉冲信号能用来检测和控制电机310的输出轴的角位移。通过设置与电机310相连的编码器330,可以测定电机310的输出轴的转速,还可以检测电机310的输出轴的转动角度。例如,通过编码器330可以应用于在焊接开始时进行零位校正。优选地,减速机320可以为行星齿轮减速机320,行星齿轮减速机320可以使得驱动组件300结构更加紧凑,从而减小焊接装置的体积。在另一些实施例中,减速机320也可以选择为斜齿轮减速机320、蜗轮蜗杆减速机320等。在一些实施例中,减速机320和空心支架可以通过轴承和法兰实现连接。
53.本技术所披露的焊接装置可能带来的有益效果包括但不限于:(1)驱动组件驱动第二支架转动,从而带动焊接组件摆动,而第一支架并不会随第二支架一起摆动,可以保证了设于第一支架上的焊缝追踪传感器的检测精度;(2)对焊缝追踪传感器进行较好的保护,有效防止焊缝追踪传感器受到高温冲击;(3)焊接装置结构紧凑且体积较小,能够在狭小的空间实现焊接操作。需要说明的是,不同实施例可能产生的有益效果不同,在不同的实施例里,可能产生的有益效果可以是以上任意一种或几种的组合,也可以是其他任何可能获得
的有益效果。
54.以上仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。