1.本实用新型属于机械加工工装技术领域,具体涉及一种连杆衬套过盈装配用工装夹具。
背景技术:
2.现有连杆衬套过盈装配加工方式为,将连杆在加热炉中加热后置于铁桌上,将衬套置于液氮中冷却,用镊子取出后,目测将衬套两油孔与连杆小孔两油孔对齐后,通过压力机将衬套压入连杆小孔,在衬套端面与小孔端面平齐后完成装配。由于缺少相应的装配装置,容易出现的问题:一是将加热后连杆置于铁制桌上以及用镊子夹取衬套,容易导致零件温度的流失,造成过盈装配的容易度下降,二是人工操作在对齐油孔时,精度不够高,从而导致装配精度下降,三是手动操作,零件处于高温和低温状态下,人员接触时,容易造成人员的冻伤、烫伤,会对操作人员的人身安全造成影响。
技术实现要素:
3.(一)要解决的技术问题
4.本实用新型要解决的技术问题是:如何提供一种解决连杆衬套过盈装配工装夹具解决目前衬套压装精度不高、零件温度易流失的问题,改变人员易受伤的局面。
5.(二)技术方案
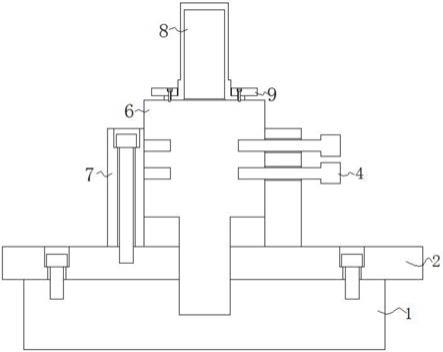
6.为解决上述技术问题,本实用新型提供一种连杆衬套过盈装配用工装夹具,其包括手柄4、连杆定位底座;
7.所述连杆定位底座包括底板1、支柱2、大孔垫板3、定位销6、大孔定位盘7、小孔垫板8、隔热模块;
8.所述大孔垫板3、小孔垫板8为圆环板,分别设置在隔热模块上表面两侧,所述大孔定位盘7与大孔垫板3同轴,设置在大孔垫板3 内孔处,用于引入连杆;所述隔热模块通过支柱2安装在底板上1,隔热模块上表面在小孔垫板8内孔处向下固定有套筒5,所述套筒5 底面垂直设有定位销6;
9.所述手柄一体成形,包括下部的固定部和中部的定位部,固定部底部开设定位孔9,固定部装入套筒,定位孔9与定位销6相匹配;定位部上套设待装配衬套,将衬套装入连杆小孔中。
10.其中,所述大孔定位盘7垂直方向上高度高于大孔垫板3,其圆盘直径等于待装配连杆大孔直径,当连杆放置在大孔定位盘7上时,使其在水平方向上不发生位移。
11.其中,所述定位部上设有弹性钢珠,所述弹性钢珠位置与衬套的油孔位置对应,用于将衬套定位在定位部上。
12.其中,所述隔热模块包括一级隔热板10、隔热层11、主板12、二级隔热板13、基层板14,所述一级隔热板10、隔热层11、主板 12、二级隔热板13、基层板14从上至下依次设置,所述基层板14 通过支柱2固定底板1上,所述大孔垫板3、小孔垫板8固定在一级隔热板10上表
面的两侧;
13.所述大孔定位盘7与一级隔热板10、隔热层11、主板12、二级隔热板13、基层板14之间通过螺钉固定。
14.其中,所述手柄上部为手持部,手持部上设有十字交叉螺纹。
15.(三)有益效果
16.与现有技术相比较,本实用新型具备如下有益效果:
17.1)操作简单,装配过程中,零件与工装夹具接触时间较长,人工接触零件的时间较短,较为安全,降低了烫伤、冻伤操作人员的几率。
18.2)设计有连杆精准定位底座和衬套配套安装手柄,安装精度高。
19.3)连杆底部有特殊材料构成的双层隔热板,能起到隔热控制温度的作用,促使温度流失的速度减慢,对过盈装配起到保护作用。
附图说明
20.图1为本实用新型结构示意图;
21.图2为连杆装配示意图;
22.图3为衬套压入示意图。
具体实施方式
23.为使本实用新型的目的、内容、和优点更加清楚,下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。
24.为解决上述问题,本实用新型一种连杆衬套过盈装配用工装夹具,如图1
‑
图3所示,其包括手柄4、连杆定位底座;
25.所述连杆定位底座包括底板1、支柱2、大孔垫板3、定位销6、大孔定位盘7、小孔垫板8、隔热模块;
26.所述大孔垫板3、小孔垫板8为圆环板,分别设置在隔热模块上表面两侧,所述大孔定位盘7与大孔垫板3同轴,设置在大孔垫板3 内孔处,用于引入连杆;所述隔热模块通过支柱2安装在底板上1,隔热模块上表面在小孔垫板8内孔处向下固定有套筒5,所述套筒5 底面垂直设有定位销6;
27.所述手柄一体成形,包括下部的固定部和中部的定位部,固定部底部开设定位孔9,固定部装入套筒,定位孔9与定位销6相匹配;定位部上套设待装配衬套,将衬套装入连杆小孔中。
28.其中,所述大孔定位盘7垂直方向上高度高于大孔垫板3,其圆盘直径等于待装配连杆大孔直径,当连杆放置在大孔定位盘7上时,使其在水平方向上不发生位移。
29.其中,所述定位部上设有弹性钢珠,所述弹性钢珠位置与衬套的油孔位置对应,用于将衬套定位在定位部上。
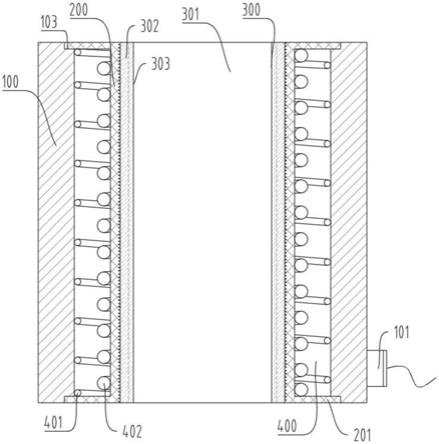
30.其中,所述隔热模块包括一级隔热板10、隔热层11、主板12、二级隔热板13、基层板14,所述一级隔热板10、隔热层11、主板12、二级隔热板13、基层板14从上至下依次设置,所述基层板14 通过支柱2固定底板1上,所述大孔垫板3、小孔垫板8固定在一级隔热板10上表面的两侧;
31.所述大孔定位盘7与一级隔热板10、隔热层11、主板12、二级隔热板13、基层板14之间通过螺钉固定。
32.其中,所述手柄上部为手持部,手持部上设有十字交叉螺纹。
33.实施例1
34.本实用新型一种连杆衬套过盈装配用工装夹具,其具体实施步骤如下:
35.1、将加热后的连杆零件放置于连杆定位底座上。
36.2、将衬套从液氮中冷却后取出,用衬套配套安装手柄对准油孔定位,将衬套压入到手柄中,利用手柄上的钢球锁定位置。
37.3、握住手柄末端,压入衬套,压入时对准定位销轴,精确定位后,锁住,完成衬套的压入。
38.4、待衬套温度恢复至室温后,将手柄拔出,完成连杆衬套的全部过盈装配。
39.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
技术特征:
1.一种连杆衬套过盈装配用工装夹具,其特征在于,其包括手柄(4)、连杆定位底座;所述连杆定位底座包括底板(1)、支柱(2)、大孔垫板(3)、定位销(6)、大孔定位盘(7)、小孔垫板(8)、隔热模块;所述大孔垫板(3)、小孔垫板(8)为圆环板,分别设置在隔热模块上表面两侧,所述大孔定位盘(7)与大孔垫板(3)同轴,设置在大孔垫板(3)内孔处,用于引入连杆;所述隔热模块通过支柱(2)安装在底板上(1),隔热模块上表面在小孔垫板(8)内孔处向下固定有套筒(5),所述套筒(5)底面垂直设有定位销(6);所述手柄一体成形,包括下部的固定部和中部的定位部,固定部底部开设定位孔(9),固定部装入套筒,定位孔(9)与定位销(6)相匹配;定位部上套设待装配衬套,将衬套装入连杆小孔中。2.如权利要求1所述的连杆衬套过盈装配用工装夹具,其特征在于,所述大孔定位盘(7)垂直方向上高度高于大孔垫板(3),其圆盘直径等于待装配连杆大孔直径,当连杆放置在大孔定位盘(7)上时,使其在水平方向上不发生位移。3.如权利要求1所述的连杆衬套过盈装配用工装夹具,其特征在于,所述定位部上设有弹性钢珠,所述弹性钢珠位置与衬套的油孔位置对应,用于将衬套定位在定位部上。4.如权利要求1所述的连杆衬套过盈装配用工装夹具,其特征在于,所述隔热模块包括一级隔热板(10)、隔热层(11)、主板(12)、二级隔热板(13)、基层板(14),所述一级隔热板(10)、隔热层(11)、主板(12)、二级隔热板(13)、基层板(14)从上至下依次设置,所述基层板(14)通过支柱(2)固定底板(1)上,所述大孔垫板(3)、小孔垫板(8)固定在一级隔热板(10)上表面的两侧;所述大孔定位盘(7)与一级隔热板(10)、隔热层(11)、主板(12)、二级隔热板(13)、基层板(14)之间通过螺钉固定。5.如权利要求1所述的连杆衬套过盈装配用工装夹具,其特征在于,所述手柄上部为手持部,手持部上设有十字交叉螺纹。
技术总结
本实用新型涉及一种连杆衬套过盈装配用工装夹具,属于机械加工工装技术领域。其包括手柄、连杆定位底座;连杆定位底座包括:底板(1)、支柱(2)、大孔垫板(3)、定位销(6)、大孔定位盘(7)、小孔垫板(8)、隔热模块;手柄一体成形,包括:手持部、定位部、固定部,在实际装配实践中,操作简单,零件与工装夹具接触时间较长,人工接触零件的时间较短,较为安全,降低了烫伤、冻伤操作人员的几率。冻伤操作人员的几率。冻伤操作人员的几率。
技术研发人员:贺金虎 白龙 赵煜民
受保护的技术使用者:国营第六一六厂
技术研发日:2020.12.28
技术公布日:2021/11/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。