1.本发明涉及管桩裙板加工装置技术领域,尤其涉及一种混凝土管桩用裙板加工装置及其使用方法。
背景技术:
2.预应力混凝土预制桩(管桩)作为一种混凝土制品,广泛应用于工业和民用建筑、公路、铁路、水利、港口码头等领域。为便于预应力混凝土预制桩的连接,混凝土预制桩的两端需要安装端板。制作预应力混凝土预制桩前,需先将端板与带钢(裙板)进行铆接或焊接。管桩(接头)的加工过程一般包括带钢放料步骤、切断步骤、卷圆步骤、裙板焊接步骤、端板的上料步骤以及端板与裙板的压铆布置,而传统的管桩(接头)生产中存在着加工周期长、效率低、生产人员多、生产成本高以及劳动力不足、劳动成本不断增高等问题。
3.现有技术中,专利申请号为cn202011480275.1的发明专利公开了“一种管桩端板压铆加工自动化生产线,包括:裙板坯料放料装置;整平装置,用以将传送至该整平工作台上的裙板坯料的进行整平;切断装置,位于整平装置的矫直辊组件的前侧,用于将裙板坯料进行切断;卷圆焊接装置,设于切断装置的前侧,并与切断装置之间通过传送带相接,用于将裙板坯料进行卷圆弯曲及焊接在一起形成环形裙板;压筋装置,设于卷圆焊接装置的前侧,并与卷圆焊接装置之间通过第一滚料架相接,用于将沿第一滚料架滚动过来的环形裙板进行压筋处理;端板上料装置;压铆装置,设于压筋装置及端板上料装置的前侧,并与压筋装置之间通过第二滚料架相接,以及与端板上料装置的出料口相接,用于将环形裙板与端板压接在一起”,但仍然存在缺陷:(1)整平后的裙板胚料被切断装置切断后在钢卷配料自身作用下回弹弯曲,与放料装置的贴合性能变差,不利于后续压筋装置的定位加工;(2)压筋装置与撑圆装置的结合性能不良,导致工序甬长,加工效率低下。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在整平后的裙板胚料被切断装置切断后在钢卷配料自身作用下回弹弯曲,与放料装置的贴合性能变差,不利于后续压筋装置的定位加工;压筋装置与撑圆装置的结合性能不良,导致工序甬长,加工效率低下的问题,而提出的一种混凝土管桩用裙板加工装置。
5.为了实现上述目的,本发明采用了如下技术方案:一种混凝土管桩用裙板加工装置,包括:间歇输送机构,用于裙板胚料的间歇输送;辅助定位机构,安装在间歇输送机构上,用于裙板胚料输送过程中的定位;放料导向机构,设置在间歇输送机构的前端,用于裙板胚料送卷;抚平机构,安装在间歇输送机构上,且位于放料导向机构后方,用于将传送至该抚平机构上的裙板胚料进行整平;
切断机构,安装在间歇输送机构上方,用于将传送至该切断机构处的裙板胚料进行切割;定位撑圆焊接机构,安装在间歇输送机构上方,用于将传送至该定位撑圆焊接机构处的裙板胚料首尾焊接在一起;退料组件,安装在定位撑圆焊接机构上,用于成品裙板的落料。
6.优选的,所述间歇输送机构包括输送架、安装在输送架顶部且由间歇电机驱动的对称设置的输送带以及间隔安装在输送带顶部的定位板。
7.优选的,所述辅助定位机构包括开设在定位板上的安装槽、通过支架安装在定位板靠近输送带一侧的第一电动伸缩杆以及安装在第一电动伸缩杆伸缩端的负压吸附组件,所述第一电动伸缩杆伸缩状态下穿过安装槽向外延伸。
8.优选的,所述负压吸附组件包括安装在第一电动伸缩杆伸缩端且置于安装槽内的负压泵以及安装在负压泵负压端的负压吸盘。
9.优选的,所述放料导向机构包括放卷组件和导向组件,所述放卷组件包括安装在输送架前端安装架以及安装在安装架远离输送架一端的驱动放卷轮;所述导向组件包括对称设置在安装架上的导向辊。
10.优选的,所述抚平机构包括通过立柱安装在输送架上方的压平辊。
11.优选的,所述切断机构包括安装在输送架上的l型导轨、滑动连接在l型导轨水平段的驱动导轨座、安装在驱动导轨座上的液压伸缩部以及安装在液压伸缩部伸缩端的切割锯,所述驱动导轨座及切割锯与输送带上的电机电性相连。
12.优选的,所述定位撑圆焊接机构包括竖直安装在输送架上的安装杆、固定连接在安装杆靠近顶端的外侧壁且置于定位板上方的定位辊、固定连接在安装杆靠近顶端的外侧壁且与定位辊平行的第二电动伸缩杆、安装在第二电动伸缩杆伸缩端的竖直设置的连接杆、连接在连接杆远离第二电动伸缩杆一端的弧形导轨、滑动连接在弧形导轨上的定位轴、安装在弧形导轨中部且用于牵引定位轴沿着弧形导轨滑动的牵引组件、转动连接在定位轴外壁且与定位辊间隙配合的定位环以及安装在弧形导轨靠近定位辊一侧的焊接组件;所述牵引组件包括安装在弧形导轨中段的驱动收放卷轴以及连接在驱动收放卷轴与定位轴之间的牵引绳;所述焊接组件包括安装在弧形导轨中段的旋转臂、安装在旋转臂旋转端的第三电动伸缩杆、安装在第三电动伸缩杆伸缩端的安装座、安装在安装座远离第三电动伸缩杆一端的焊接部以及安装在安装座底部与定位辊间隙配合的弧形压板。
13.优选的,所述退料组件包括安装在安装杆靠近顶端外侧壁的t型架、对称安装在t型架水平段的第四电动伸缩杆以及安装在第四电动伸缩杆伸缩端的推料板。
14.一种混凝土管桩用裙板加工装置的使用方法,包括以下步骤:s1:首先将裙板加工时使用的钢卷胚料安装在驱动放卷轮上,然后进行钢卷的放卷,放卷的钢卷通过导向辊导向间歇输送机构,实现裙板胚料的供料功能;s2:开启辅助定位机构上的负压泵,使得负压吸盘产生负压,放卷的钢卷通过导向辊进入间歇输送机构的输送带上的定位板处,负压吸盘负压吸引力吸附钢卷,使得钢卷紧贴定位板,然后随着输送带的移动带动钢卷通过压平辊,进一步提高钢卷与定位板的贴合紧密度,提高输送的稳定性,有助于保证后续加工的稳定性;
s3:定位板吸附的钢卷随着输送带的移动,逐渐转移至切断机构的下方,此时间歇电机停止转动,输送带输送钢卷至切断机构下方后停止,通过控制液压伸缩部的伸展长度来调节切割锯的切割深度,实现对不同厚度的钢卷的切割适应性能,然后驱动导轨座沿着l型导轨的水平段移动,实现钢卷的切割功能,通过设置间歇电机的间歇停机时间来实现对钢卷切割长度的调节功能;s4:切割后的钢卷跟随输送带移动至定位辊下方,此时关闭负压泵,负压吸盘与钢卷不在紧密吸附,然后控制第一电动伸缩杆伸展,带动切割完毕的钢卷绕着定位辊弯曲,然后控制第二电动伸缩杆伸展,带动定位轴延伸至弯曲的钢卷与定位板之间产生的夹角内,然后控制第一电动伸缩杆收缩,带动负压泵及其连接的负压吸盘隐藏进入安装槽内,然后开启牵引组件上的驱动收放卷轴收卷牵引绳带动定位轴沿着弧形导轨滑动,进而带动定位轴外壁的定位环沿着定位辊将钢卷抵接在定位辊的外壁,随着两个定位轴逐渐向着弧形导轨的中段靠近,钢卷逐渐紧贴定位辊,然后关闭驱动收放卷轴,开启旋转臂,带动旋转臂旋转,同时伸展第三电动伸缩杆,使得跟随旋转臂旋转的弧形压板盖在钢卷首尾处,实现钢卷胚料的撑圆定位功能,将定位和撑圆功能同步实现,提高了工作效率;s5:然后间歇收缩第三电动伸缩杆,同时开启焊接部对钢卷首尾进行焊接,首尾焊接完毕后,再次开启旋转臂,带动弧形压板与钢卷分离;s6:开启退料组件上的第四电动伸缩杆,带动推料板将钢卷由定位辊推离,实现落料的功能。
15.与现有技术相比,本发明提供了一种混凝土管桩用裙板加工装置,具备以下有益效果:1、该混凝土管桩用裙板加工装置,通过设置的辅助定位机构上的负压泵,使得负压吸盘产生负压,负压吸盘负压吸引力吸附钢卷,使得钢卷紧贴定位板,然后随着输送带的移动带动钢卷通过压平辊,实现了钢卷与定位板的贴合紧密度,提高输送的稳定性,有助于保证后续加工的稳定性,解决了现有技术中整平后的裙板胚料被切断装置切断后在钢卷配料自身作用下回弹弯曲,与放料装置的贴合性能变差,不利于后续压筋装置的定位加工的问题。
16.2、该混凝土管桩用裙板加工装置,通过设置的通过控制液压伸缩部的伸展长度来调节切割锯的切割深度,实现对不同厚度的钢卷的切割适应性能。
17.3、该混凝土管桩用裙板加工装置,通过设置的第一电动伸缩杆与定位轴及定位辊的配合,实现钢卷胚料的撑圆定位功能,将定位和撑圆功能同步实现,提高了工作效率,解决了现有技术中压筋装置与撑圆装置的结合性能不良,导致工序甬长,加工效率低下的问题。
18.4、该混凝土管桩用裙板加工装置,通过设置的焊接组件,实现了钢卷首尾精准对接,提高了焊接的稳定性和可靠性。
19.5、该混凝土管桩用裙板加工装置,通过设置的退料组件,推料板将钢卷由定位辊推离,实现落料的功能。
附图说明
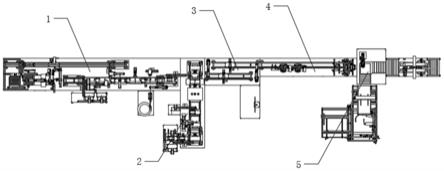
20.图1为本发明的结构示意图之一。
21.图2为本发明的结构示意图之二。
22.图3为本发明的结构示意图之三。
23.图4为本发明的结构示意图之四。
24.图5为本发明的主视图。
25.图6为本发明的定位撑圆焊接机构与退料组件的结构示意图之一。
26.图7为本发明的图6中a部分的放大结构示意图。
27.图8为本发明的定位撑圆焊接机构与退料组件的结构示意图之二。
28.图9为本发明的辅助定位机构结构示意图之一。
29.图10为本发明的辅助定位机构结构示意图之二。
30.图中:10、间歇输送机构;110、输送架;120、输送带;130、定位板;20、辅助定位机构;210、第一电动伸缩杆;220、负压泵;230、负压吸盘;30、放料导向机构;310、安装架;320、驱动放卷轮;330、导向辊;40、抚平机构;410、压平辊;50、切断机构;510、l型导轨;520、驱动导轨座;530、液压伸缩部;540、切割锯;60、定位撑圆焊接机构;610、安装杆;620、定位辊;630、第二电动伸缩杆;640、连接杆;650、弧形导轨;660、定位轴;670、牵引组件;671、驱动收放卷轴;672、牵引绳;680、定位环;690、焊接组件;691、旋转臂;692、第三电动伸缩杆;693、安装座;694、焊接部;695、弧形压板;70、退料组件;710、t型架;720、第四电动伸缩杆;730、推料板。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
33.实施例1:参照图1-10,一种混凝土管桩用裙板加工装置,包括:间歇输送机构10,用于裙板胚料的间歇输送;辅助定位机构20,安装在间歇输送机构10上,用于裙板胚料输送过程中的定位;放料导向机构30,设置在间歇输送机构10的前端,用于裙板胚料送卷;抚平机构40,安装在间歇输送机构10上,且位于放料导向机构30后方,用于将传送至该抚平机构40上的裙板胚料进行整平;切断机构50,安装在间歇输送机构10上方,用于将传送至该切断机构50处的裙板胚料进行切割;定位撑圆焊接机构60,安装在间歇输送机构10上方,用于将传送至该定位撑圆焊接机构60处的裙板胚料首尾焊接在一起;退料组件70,安装在定位撑圆焊接机构60上,用于成品裙板的落料。
34.参照图1-4,间歇输送机构10包括输送架110、安装在输送架110顶部且由间歇电机驱动的对称设置的输送带120以及间隔安装在输送带120顶部的定位板130,裙板胚料钢卷通过间歇输送机构10间歇上料。
35.参照图1、图2、图3、图4、图9和图10,辅助定位机构20包括开设在定位板130上的安装槽、通过支架安装在定位板130靠近输送带120一侧的第一电动伸缩杆210以及安装在第一电动伸缩杆210伸缩端的负压吸附组件,第一电动伸缩杆210伸缩状态下穿过安装槽向外延伸。
36.参照图9和图10,负压吸附组件包括安装在第一电动伸缩杆210伸缩端且置于安装槽内的负压泵220以及安装在负压泵220负压端的负压吸盘230。
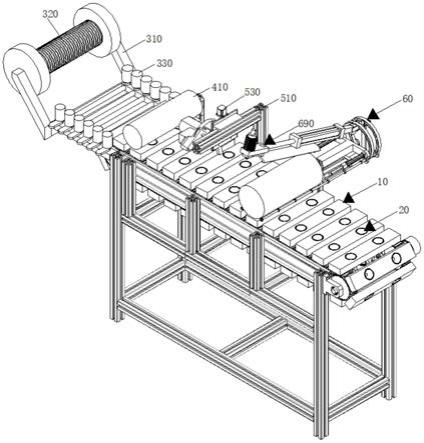
37.参照图1-5,放料导向机构30包括放卷组件和导向组件,放卷组件包括安装在输送架110前端安装架310以及安装在安装架310远离输送架110一端的驱动放卷轮320;导向组件包括对称设置在安装架310上的导向辊330,首先将裙板胚料,将裙板加工时使用的钢卷胚料安装在驱动放卷轮320上,然后进行钢卷的放卷,放卷的钢卷通过导向辊330导向间歇输送机构10,实现裙板胚料的供料功能。
38.参照图1-5,抚平机构40包括通过立柱安装在输送架110上方的压平辊410,随着输送带120的移动带动钢卷通过压平辊410,进一步提高钢卷与定位板130的贴合紧密度,提高输送的稳定性。
39.参照图1-5,切断机构50包括安装在输送架110上的l型导轨510、滑动连接在l型导轨510水平段的驱动导轨座520、安装在驱动导轨座520上的液压伸缩部530以及安装在液压伸缩部530伸缩端的切割锯540,驱动导轨座520及切割锯540与输送带120上的电机电性相连,定位板130吸附的钢卷随着输送带120的移动,逐渐转移至切断机构50的下方,此时间歇电机停止转动,输送带120输送钢卷至切断机构50下方后停止,通过控制液压伸缩部530的伸展长度来调节切割锯540的切割深度,实现对不同厚度的钢卷的切割适应性能,然后驱动导轨座520沿着l型导轨510的水平段移动,实现钢卷的切割功能,通过设置间歇电机的间歇停机时间来实现对钢卷切割长度的调节功能。
40.参照图6、图7和图8,定位撑圆焊接机构60包括竖直安装在输送架110上的安装杆610、固定连接在安装杆610靠近顶端的外侧壁且置于定位板130上方的定位辊620、固定连接在安装杆610靠近顶端的外侧壁且与定位辊620平行的第二电动伸缩杆630、安装在第二电动伸缩杆630伸缩端的竖直设置的连接杆640、连接在连接杆640远离第二电动伸缩杆630一端的弧形导轨650、滑动连接在弧形导轨650上的定位轴660、安装在弧形导轨650中部且用于牵引定位轴660沿着弧形导轨650滑动的牵引组件670、转动连接在定位轴660外壁且与定位辊620间隙配合的定位环680以及安装在弧形导轨650靠近定位辊620一侧的焊接组件690;牵引组件670包括安装在弧形导轨650中段的驱动收放卷轴671以及连接在驱动收放卷轴671与定位轴660之间的牵引绳672,切割后的钢卷跟随输送带120移动至定位辊620下方,此时关闭负压泵220,负压吸盘230与钢卷不在紧密吸附,然后控制第一电动伸缩杆210伸展,带动切割完毕的钢卷绕着定位辊620弯曲,然后控制第二电动伸缩杆630伸展,带动定位轴660延伸至弯曲的钢卷与定位板130之间产生的夹角内,然后控制第一电动伸缩杆210收缩,带动负压泵220及其连接的负压吸盘230隐藏进入安装槽内,然后开启牵引组件
670上的驱动收放卷轴671收卷牵引绳672带动定位轴660沿着弧形导轨650滑动,进而带动定位轴660外壁的定位环680沿着定位辊620将钢卷抵接在定位辊620的外壁,随着两个定位轴660逐渐向着弧形导轨650的中段靠近,钢卷逐渐紧贴定位辊620,然后关闭驱动收放卷轴671,开启旋转臂691,带动旋转臂691旋转,同时伸展第三电动伸缩杆692,使得跟随旋转臂691旋转的弧形压板695盖在钢卷首尾处,实现钢卷胚料的撑圆定位功能,将定位和撑圆功能同步实现,提高了工作效率;焊接组件690包括安装在弧形导轨650中段的旋转臂691、安装在旋转臂691旋转端的第三电动伸缩杆692、安装在第三电动伸缩杆692伸缩端的安装座693、安装在安装座693远离第三电动伸缩杆692一端的焊接部694以及安装在安装座693底部与定位辊620间隙配合的弧形压板695,然后间歇收缩第三电动伸缩杆692,同时开启焊接部694对钢卷首尾进行焊接,首尾焊接完毕后,再次开启旋转臂691,带动弧形压板695与钢卷分离。
41.首先将裙板加工时使用的钢卷胚料安装在驱动放卷轮320上,然后进行钢卷的放卷,放卷的钢卷通过导向辊330导向间歇输送机构10,实现裙板胚料的供料功能;开启辅助定位机构20上的负压泵220,使得负压吸盘230产生负压,放卷的钢卷通过导向辊330进入间歇输送机构10的输送带120上的定位板130处,负压吸盘230负压吸引力吸附钢卷,使得钢卷紧贴定位板130,然后随着输送带120的移动带动钢卷通过压平辊410,进一步提高钢卷与定位板130的贴合紧密度,提高输送的稳定性,有助于保证后续加工的稳定性;定位板130吸附的钢卷随着输送带120的移动,逐渐转移至切断机构50的下方,此时间歇电机停止转动,输送带120输送钢卷至切断机构50下方后停止,通过控制液压伸缩部530的伸展长度来调节切割锯540的切割深度,实现对不同厚度的钢卷的切割适应性能,然后驱动导轨座520沿着l型导轨510的水平段移动,实现钢卷的切割功能,通过设置间歇电机的间歇停机时间来实现对钢卷切割长度的调节功能;切割后的钢卷跟随输送带120移动至定位辊620下方,此时关闭负压泵220,负压吸盘230与钢卷不在紧密吸附,然后控制第一电动伸缩杆210伸展,带动切割完毕的钢卷绕着定位辊620弯曲,然后控制第二电动伸缩杆630伸展,带动定位轴660延伸至弯曲的钢卷与定位板130之间产生的夹角内,然后控制第一电动伸缩杆210收缩,带动负压泵220及其连接的负压吸盘230隐藏进入安装槽内,然后开启牵引组件670上的驱动收放卷轴671收卷牵引绳672带动定位轴660沿着弧形导轨650滑动,进而带动定位轴660外壁的定位环680沿着定位辊620将钢卷抵接在定位辊620的外壁,随着两个定位轴660逐渐向着弧形导轨650的中段靠近,钢卷逐渐紧贴定位辊620,然后关闭驱动收放卷轴671,开启旋转臂691,带动旋转臂691旋转,同时伸展第三电动伸缩杆692,使得跟随旋转臂691旋转的弧形压板695盖在钢卷首尾处,实现钢卷胚料的撑圆定位功能,将定位和撑圆功能同步实现,提高了工作效率;然后间歇收缩第三电动伸缩杆692,同时开启焊接部694对钢卷首尾进行焊接,首尾焊接完毕后,再次开启旋转臂691,带动弧形压板695与钢卷分离。
42.实施例2:参照图1和图4,一种混凝土管桩用裙板加工装置,与实施例1基本相同,更进一步的是,退料组件70包括安装在安装杆610靠近顶端外侧壁的t型架710、对称安装在t型架710水平段的第四电动伸缩杆720以及安装在第四电动伸缩杆720伸缩端的推料板730,焊接结束后,开启退料组件70上的第四电动伸缩杆720,带动推料板730将钢卷由定位辊620推离,实现落料的功能。
43.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。