技术特征:
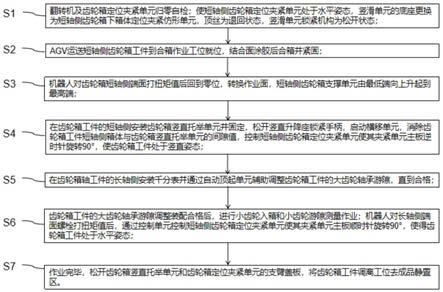
1.一种基于agv的动车组短轴侧齿轮箱检修定位夹紧方法,其特征在于:包括如下步骤:s1:翻转机及齿轮箱定位夹紧单元归零自检;使短轴侧齿轮箱定位夹紧单元处于水平姿态,竖滑单元的底座更换为短轴侧齿轮箱下箱体定位夹紧仿形单元,顶丝为退回状态,竖滑单元锁紧机构为松开状态;s2:通过agv运送短轴侧齿轮箱工件到合箱作业工位就位,结合面涂胶后合箱并紧固;s3:机器人对齿轮箱短轴侧面打扭矩值后,通过电气控系统使短轴侧齿轮箱支撑单元由最低端向上升起到最高端;s4:在齿轮箱工件的短轴侧安装齿轮箱竖直托举单元并固定,松开竖直升降座锁紧手柄,启动横移单元,消除齿轮箱工件短轴侧箱体与齿轮箱竖直托举单元的间隙值,控制短轴侧齿轮箱定位夹紧单元使其夹紧单元主板逆时针旋转90
°
,使齿轮箱工件处于竖直姿态;s5:在齿轮箱轴工件的长轴侧安装千分表并调零,通过自动顶起单元将齿轮箱工件顶起后,用千分表测量间隙值;根据计算间隙值选择游隙调整垫后更换齿轮箱长轴侧的调整垫,借助自动顶起单元再次顶起并测量大齿轮游隙值,直到齿轮箱工件的大齿轮轴承游隙调整装配合格;s6:进行小齿轮入箱和小齿轮游隙测量作业,机器人对长轴侧端面和小齿轮上下端面螺栓打扭矩值后,通过控制单元控制短轴侧齿轮箱定位夹紧单元使其夹紧单元主板顺时针旋转90
°
,使得齿轮箱工件处于水平姿态;s7:作业完毕,松开齿轮箱竖直托举单元和齿轮箱定位夹紧单元,将齿轮箱工件调离工位去成品静置区。2.根据权利要求1所述的基于agv的动车组短轴侧齿轮箱检修定位夹紧方法,其特征在于,步骤s2还包括如下步骤:s21:作业人员吊装齿轮箱下箱体到齿轮箱下箱体定位夹紧工装并夹紧;s22:通过agv运送短轴侧齿轮轴到达合箱作业工位,并吊装齿轮轴到横移单元上,确保工件轴向位置准确,盖好支臂盖板并固定;s23:通过agv运送短轴侧齿轮箱下箱体输送到合箱工位,在下箱体结合面以及左右轴承座与齿轮箱箱体侧面的结合面涂抹密封胶;合箱,组合安装齿轮箱下箱体和左右轴承座,根据工艺要求带紧紧固螺栓;s24:通过agv运送短轴侧齿轮箱上箱体到合箱工位,并吊装上箱体与下箱体及左右两侧轴承座合装;安装齿轮箱上下合箱面螺栓和防松垫圈,并用扭矩扳手预紧后打扭矩值;将竖滑单元锁紧机构设为锁紧状态。3.一种基于agv的动车组短轴侧齿轮箱检修定位夹紧系统,用于实现如权利要求2所述的一种基于agv的动车组短轴侧齿轮箱检修自动定位夹紧作业方法,其特征在于:包括用于夹持固定齿轮箱工件(3)翻转机(1)、设于所述翻转机(1)上的控制单元(2)、与所述控制单元(2)通信连接的短轴侧齿轮箱定位夹紧单元(5)以及自动顶起单元(4);所述短轴侧齿轮箱定位夹紧单元(5)包括安装于所述翻转机(1)上的夹紧单元主板(51)、安装于所述夹紧单元主板(51)上的横移单元(52)、竖滑单元(53)、齿轮箱支撑单元(54)、安装于所述齿轮箱支撑单元(54)上的齿轮箱竖直托举单元(55)、安装于所述竖滑单元(53)上的短轴侧齿轮箱下箱体定位夹紧仿形单元(56)以及竖滑单元锁紧机构(57);所述
齿轮箱支撑单元(54)和所述齿轮箱竖直托举单元(55)上均安装有支臂和盖板,均可完成开合伸缩动作,用于齿轮箱工件(3)的固定;通过所述竖滑单元(53)确保在齿轮箱工件合箱工位时,齿轮箱下箱体与大齿轮轴及左右两侧轴承座的无缝结合;通过所述短轴侧齿轮箱下箱体定位夹紧仿形单元(56)确保齿轮箱前后方向和左右方向的精确定位;所述自动顶起单元(4)整体安装在所述翻转机(1)的转盘下吊挂的沟槽组件内,通过轮辐式重力传感器使得所述自动顶起单元(4)的实时压力值显示在控制单元的电子屏幕上;通过所述控制单元(2)控制所述自动顶起单元(4)动作,实现齿轮箱轴承游隙自动化调整。4.根据权利要求3所述的基于agv的动车组短轴侧齿轮箱检修定位夹紧系统,其特征在于:所述夹紧单元主板(51)背面安装有齿轮传动机构(511),通过电机驱动完成所述短轴侧齿轮箱定位夹紧单元(5)在竖直方向上
±
90
°
旋转动作;所述夹紧单元主板(51)的正面两侧边上沿所述夹紧单元主板(51)的纵向中心轴线方向分别平行间隔安装有水平固定导轨(512),其中一侧的两个水平固定导轨(512)之间平行安装有水平调节丝杠(513),二者均用于与所述横移单元(52)连接;所述夹紧单元主板(51)的正面安装有用于连接所述竖滑单元(53)的竖直固定滑块(514)和第一固定螺母(516)、用于安装所述齿轮箱支撑单元(54)的第一竖直固定导轨(515)、竖直移动滑块(517)和竖直滑动支座(518);所述竖直移动滑块(517)安装于所述第一竖直固定导轨(515)上;所述竖直固定滑块(514)、所述第一竖直固定导轨(515)、所述第一固定螺母(516)、所述竖直移动滑块(517)以及所述竖直滑动支座(518)设于所述夹紧单元主板(51)的正面两侧水平固定导轨(512)之间、远离所述水平调节丝杠(513)的一侧。5.根据权利要求4所述的基于agv的动车组短轴侧齿轮箱检修定位夹紧系统,其特征在于:所述横移单元(52)包括横移框架(521),所述横移框架(521)的背面安装有与所述夹紧单元主板(51)上的所述水平调节丝杠(513)连接的第二固定螺母(522);所述水平调节丝杠(513)的末端安装有可以使所述横移单元(52)在所述夹紧单元主板(51)上沿着水平方向左右滑动的第一手轮(5131);所述横移框架(521)的背面安装有与所述水平固定导轨(512)啮合连接的水平固定滑块(523);所述横移框架(521)的正面左侧安装有可开合的短轴侧支臂(524),用于对齿轮箱工件短轴侧的车轴外圆进行定位夹紧;所述横移框架(521)的正面右侧安装有可开合的长轴侧支臂(525),用于对齿轮箱工件长轴侧的车轴外圆进行定位和夹紧;所述长轴侧支臂(525)与所述第二固定螺母(522)安装于所述横移框架(521)上相对的两个面的同一侧。6.根据权利要求5所述的基于agv的动车组短轴侧齿轮箱检修定位夹紧系统,其特征在于:所述竖滑单元(53)设于所述短轴侧支臂(524)和所述长轴侧支臂(525)之间,所述竖滑单元(53)包括与所述夹紧单元主板(51)的正面相连的竖直端(531)和垂直于设于所述竖直端(531)底端的水平端(532);所述竖直端(531)的背面安装有与所述夹紧单元主板(51)相连的第二竖直固定导轨,可与所述夹紧单元主板(51)上的所述竖直固定滑块(514)连接并啮合,可使所述竖滑单元(53)沿着竖直方向完成导向运动;所述竖直端(531)的背面还安装有第一竖直丝杠(5311),其与所述夹紧单元主板(51)正面的第一固定螺母(516)连接,通过所述第一竖直丝杠
(5311)转动可以带动所述竖滑单元(53)在所述夹紧单元主板(51)上沿着竖直面上下移动;所述水平端(532)的底部设有与所述第一竖直丝杠(5311)相垂直的水平丝杠(5321),所述水平丝杠(5321)的末端设有第二手轮(5322),通过第二手轮(5322)驱动所述水平丝杠(5321)转动,使整个机构沿着夹紧单元主板(51)的竖直方向上下移动;所述竖直端(531)的正面靠下方位置设计有加强筋板(533);所述竖滑单元(53)的水平端(532)的上安装有水平滑轨(534),所述水平滑轨(534)上面安装有齿轮箱固定滑座(535),所述短轴侧齿轮箱下箱体定位夹紧仿形单元(56)安装于所述齿轮箱固定滑座(535)上。7.根据权利要求6所述的基于agv的动车组短轴侧齿轮箱检修定位夹紧系统,其特征在于:所述短轴侧齿轮箱下箱体定位夹紧仿形单元(56)包括安装于所述齿轮箱固定滑座(535)上的底部支撑板(561)、安装于所述底部支撑板(561)两侧并向上突出的齿轮箱侧夹板(562)、设于两块所述齿轮箱侧夹板(562)端部的齿轮箱后挡板(563)、设于所述底部支撑板(561)中部的通孔(564)、以及设于所述底部支撑板(561)上远离所述齿轮箱后挡板(563)一端的半圆形通孔(565)以及工件在位传感器(566);两块所述齿轮箱侧夹板(562)上相对设立有夹紧单元;两块所述齿轮箱侧夹板(562)和所述齿轮箱后挡板(563)紧密相接,形成端开口的盒状结构,所述底部支撑板(561)的尾部设有向上突起的凸台,与两块所述齿轮箱侧夹板(562)以及齿轮箱后挡板(563)共同对齿轮箱下箱体进行前后定位和左右夹紧。8.根据权利要求6或7所述的基于agv的动车组短轴侧齿轮箱检修定位夹紧系统,其特征在于:所述竖滑单元锁紧机构(57)为可调式定位锁紧手柄,安装于所述竖滑单元(53)的水平端(532)的下面靠近所述第二手轮(5322)的位置,用于对所述齿轮箱固定滑座(535)的夹紧定位。9.根据权利要求5-7中任一项所述的基于agv的动车组短轴侧齿轮箱检修定位夹紧系统,其特征在于:所述齿轮箱支撑单元(54)安装于所述竖滑单元(53)和所述短轴侧支臂(524)之间,所述齿轮箱支撑单元(54)通过固定板及销轴与所述夹紧单元主板(51)的上端连接,通过底部安装座与所述夹紧单元主板(51)上的竖直滑动支座(518)连接,通过电机驱动、联轴器和第二竖直丝杠完成对活动支臂的上下驱动,以完成支撑臂的开合动作;受力支臂在夹具体旋转成竖直姿态时,与活动支臂构成一个直角三角形;所述齿轮箱支撑单元(54)位于所述竖滑单元(53)的左边,在短轴侧齿轮箱工件作业过程中由所述竖滑单元(53)的支臂单独受力。10.根据权利要求3-7中任一项所述的基于agv的动车组短轴侧齿轮箱检修定位夹紧系统,其特征在于:所述齿轮箱竖直托举单元(55)整体为两半结构,使用时先安装下半个,滑进齿轮箱支撑单元的半圆内,再安装上半个,最后盖好活动盖板,并用插销锁紧机构锁紧。
技术总结
本发明公开了基于AGV的动车组短轴侧齿轮箱检修夹紧方法及系统,该方法包括翻转机及齿轮箱定位夹紧单元归零自检;AGV运送短轴侧齿轮箱工件到合箱作业工位并就位;机器人对齿轮箱短轴侧端面打扭矩值后回到零位;在齿轮箱工件的短轴侧安装齿轮箱竖直托举单元并固定,启动横移单元消除齿轮箱工件短轴侧箱体与齿轮箱竖直托举单元的间隙值,控制短轴侧齿轮箱定位夹紧单元逆时针旋转使齿轮箱工件处于竖直姿态;通过自动顶起单元辅助调整齿轮箱工件的大齿轮轴承游隙直到合格;小齿轮入箱和小齿轮游隙测量作业后控制短轴侧齿轮箱定位夹紧单元顺时针旋转使得齿轮箱工件处于水平姿态;通过集成化和自动化作业节省工件吊装成本,提高工作效率。工作效率。工作效率。
技术研发人员:徐娜 李光耀
受保护的技术使用者:龙铁纵横(北京)轨道交通科技股份有限公司
技术研发日:2022.02.28
技术公布日:2022/5/20
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。