1.本发明属于雨伞管加工设备技术领域,具体是一种金属带卷制雨伞管的加工设备。
背景技术:
2.伞是一种遮阳或遮蔽雨雪的工具,一般用油纸、油布或塑料布等做成,有遮阳、阴影处的意思,伞的制作材料,通常包括了具延展性的布料和其他可用作骨架的材料与缠线,使用时以手将之举起,虽然伞在最初发明时的主要目的是用来阻挡阳光,但是最常被当作雨天挡雨的工具。
3.现有的雨伞管在进行加工的过程中都会采用机械设备进行加工,在加工的时一般都会采用强力的弯折设备将金属带卷绕成为圆管状,在卷绕完成后再对钢带的接缝进行焊接,最后将圆管定长分切,即完成圆管状的雨伞管的加工。为了实现六角管状和八角管状的雨伞管加工,还需要对圆管状的雨伞管进行塑形加工,使得圆管状的雨伞管通过一个塑形孔,圆管状的雨伞管加工成需要的形状,而在经过塑形孔的过程中,雨伞管的焊缝位置容易出现破损,导致雨伞管不合格,现有技术中需要人工去筛选切断的雨伞管是否有破损,导致耗费大量时间。
技术实现要素:
4.本发明针对现有技术不足,提供一种金属带卷制雨伞管的加工设备,这种金属带卷制雨伞管的加工设备能够将雨伞管一次性加工成为需要的形状,避免了雨伞管在加工过程中进行多次转移加工,进而增加了雨伞管的加工效率,并且能够自动检测焊缝位置在塑形过程中是否开裂,并将开裂的雨伞管自动剔除。
5.为了解决上述技术问题,本发明通过下述技术方案得以解决:一种金属带卷制雨伞管的加工设备,包括加工底座,所述加工底座上依次设置有钢带卷管机构,焊缝机构以及切割机构,所述焊缝机构与所述切割机构之间设置有塑形机构,所述塑形机构具有塑形孔,所述塑形孔内设有气腔,所述气腔内壁两端固定有密封圈,所述气腔通过管道连接有具有气压检测传感器的气泵,所述切割机构后侧设置有裂管自动剔除机构,所述裂管自动剔除机构包括v形槽,所述v形槽上设置有与v形槽垂直的缺口,所述v形槽的一侧设置有由气缸驱动的活动座,所述活动座上设置有与所述缺口匹配的推块,所述气缸、所述气压检测传感器以及所述气泵均连接控制装置;在雨伞管穿过所述塑形孔时与所述密封圈配合将所述气腔密封,所述气泵向所述气腔内充入气体至设定气压,当气压检测传感器检测气压下降时,气泵充入气体至设定气压,在切割机构将具有使气压下降的开裂段的雨伞管切断之后,由气缸驱动活动座将开裂的雨伞管从v形槽的侧面推出。
6.上述技术方案中,优选的,所述塑形机构包括塑形支座,所述塑形支座上转动设置有塑形转轮,所述塑形转轮上开设有若干所述塑形孔,所述塑形转轮外壁设有与所述气腔连通的连接头,所述管道与所述连接头可拆卸连接,所述塑形支座一侧端面固定有伺服电
机,所述伺服电机与塑形转轮传动连接,所述塑形转轮可转动将任意所述塑形孔与所述焊缝机构的出口对准。
7.上述技术方案中,优选的,所述加工底座上设置有开裂雨伞管收集槽,所述开裂雨伞管收集槽和所述活动座分别设置于所述v形槽的两侧。
8.上述技术方案中,优选的,所述钢带卷管机构包括送料支座:所述送料支座内侧顶部转动有金属带辊;压槽支座:所述压槽支座中部底侧转动有内嵌转轮,所述内嵌转轮正上方抵接有压槽转轮,所述压槽转轮转动连接于压槽支座中部上侧;定型支座:所述定型支座内部转动连接有对称的圆槽转轮,所述圆槽转轮之间抵接。
9.上述技术方案中,优选的,所述送料支座正下方开设有限位收缩槽,所述限位收缩槽内侧固定有对称的支撑弹簧,所述支撑弹簧顶面固定有升降板滑动于限位收缩槽内壁,所述升降板顶面固定有驱动设备,所述驱动设备与金属带辊之间设有传动辊,所述传动辊两端转动并滑动连接于送料支座内壁,并且所述传动辊与驱动设备和金属带辊传动连接。
10.上述技术方案中,优选的,所述金属带辊两侧传动端外壁套合有对称的驱动齿轮,所述传动辊两端外壁套合有传动齿轮,所述驱动齿轮和传动齿轮啮合。
11.上述技术方案中,优选的,所述送料支座连接传动辊的位置开设有限位竖槽,所述传动辊连接送料支座的两端转动并滑动与限位竖槽内侧。
12.上述技术方案中,优选的,所述送料支座顶部与金属带辊连接的位置开设有定位辊槽,所述金属带辊两端滑动卡合于定位辊槽内侧。
13.上述技术方案中,优选的,所述压槽支座和定型支座外壁固定有对称且啮合的同速齿轮,所述同速齿轮与内嵌转轮、压槽转轮和圆槽转轮传动连接,且所述同速齿轮一侧固定有驱动电机,所述驱动电机与同速齿轮传动连接。
14.上述技术方案中,优选的,所述内嵌转轮与压槽转轮抵接的位置开设有圆形槽,所述压槽转轮抵接于圆形槽内壁,所述圆槽转轮中部开设有弧形槽,所述圆槽转轮开设有弧形槽的外壁两端之间抵接。
15.本发明与现有技术相比,具有如下有益效果:1、本发明这种金属带卷制雨伞管的加工设备能够将雨伞管一次性加工成为需要的形状,避免了雨伞管在加工过程中进行多次转移加工,进而增加了雨伞管的加工效率,并且能够自动检测焊缝位置在塑形过程中是否开裂,并将开裂的雨伞管自动剔除。
16.2、本发明通过塑形转轮的转动能够将不同截面形状的塑形孔对准焊缝机构的出口,从而能够适用于不同形状的雨伞管的加工,并且在切换塑形孔时,可以将管道拆下与正在使用的塑形孔连通的连接头组装,使得一个具有气压检测传感器的气泵能够满足每一个塑形孔内气腔的气压检测和充气。
17.3、本发明在送料支座的底部和加工底座连接送料支座的位置增设有限位收缩槽、支撑弹簧、升降板、驱动设备、传动辊,使得金属带辊在安装到送料支座内侧后,可以由驱动设备带动传动辊转动与金属带辊抵接,避免了金属带辊在工作的过程中金属带向外侧散落的问题,且由于支撑弹簧的设置,使得传动辊可以随着金属带辊外侧的金属带的减少而进行升高,始终可以与金属带抵接,进而增加了本设备在送出金属带时的稳定性。
附图说明
18.图1为本发明实施例的整体结构示意图。
19.图2为本发明实施例中塑形机构的剖视结构示意图。
20.图3为本发明实施例中送料支座的结构示意图。
21.图4为本发明实施例中送料支座的分解结构示意图。
22.图5为本发明实施例中送料支座与送料支座相连处的分解结构示意图。
23.图6为本发明实施例中压槽支座的结构示意图。
24.图7为本发明实施例中定型支座的结构示意图。
具体实施方式
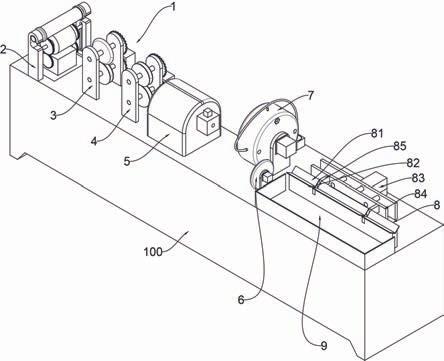
25.下面结合附图与具体实施方式对本发明作进一步详细描述:参见图1至图7,一种金属带卷制雨伞管的加工设备,包括加工底座100,加工底座100上依次设置有钢带卷管机构1,焊缝机构5以及切割机构6,焊缝机构5与切割机构6之间设置有塑形机构7,塑形机构7具有塑形孔71,塑形孔71内设有气腔72,气腔72内壁两端固定有密封圈73,气腔72通过管道78连接有具有气压检测传感器的气泵74,切割机构6后侧设置有裂管自动剔除机构8,裂管自动剔除机构8包括v形槽81,v形槽81上设置有与v形槽81垂直的缺口82,v形槽81的一侧设置有由气缸83驱动的活动座84,活动座84上设置有与缺口82匹配的推块85,气缸83、气压检测传感器以及气泵74均连接控制装置;在雨伞管穿过塑形孔71时与密封圈73配合将气腔72密封,气泵74向气腔72内充入气体至设定气压,当气压检测传感器检测气压下降时,气泵74充入气体至设定气压,在切割机构6将具有使气压下降的开裂段的雨伞管切断之后,由气缸83驱动活动座84将开裂的雨伞管从v形槽81的侧面推出。在雨伞管穿过塑形孔71的过程中,雨伞管从密封圈73中穿过,雨伞管与密封圈73配合将气腔72密封,气泵74向气腔72内充入气体至设定气压,气压检测传感器实时检测气腔72的气压,如果在雨伞管穿过的过程中,气压检测传感器检测气腔72的气压未下降,则说明雨伞管上没有开裂,被切断的雨伞管由后侧的雨伞管推动继续向前落料;而如果在雨伞管穿过的过程中,气压检测传感器检测气腔72的气压下降,气泵74启动向气腔内充入气体至设定气压,在切割机构6将具有使气压下降的开裂段的雨伞管切断之后,由气缸83驱动活动座84将开裂的雨伞管从v形槽81的侧面推出至开裂雨伞管收集槽9。能够将雨伞管一次性加工成为需要的形状,避免了雨伞管在加工过程中进行多次转移加工,进而增加了雨伞管的加工效率,并且能够自动检测焊缝位置在塑形过程中是否开裂,并将开裂的雨伞管自动剔除。
26.本实施例中,塑形机构7包括塑形支座75,塑形支座75上转动设置有塑形转轮76,塑形转轮76上开设有若干塑形孔71,塑形转轮76外壁设有与气腔72连通的连接头77,管道78与连接头77可拆卸连接,塑形支座75一侧端面固定有伺服电机79,伺服电机79与塑形转轮76传动连接,塑形转轮76可转动将任意塑形孔71与焊缝机构5的出口对准。通过塑形转轮的转动能够将不同截面形状的塑形孔对准焊缝机构的出口,从而能够适用于不同形状的雨伞管的加工,并且在切换塑形孔71时,可以将管道78拆下与正在使用的塑形孔71连通的连接头77组装,使得一个具有气压检测传感器的气泵74能够满足每一个塑形孔71内气腔72的气压检测和充气。
27.本实施例中,加工底座100上设置有开裂雨伞管收集槽9,开裂雨伞管收集槽9和活
动座84分别设置于v形槽81的两侧。采用该结构方便开裂的雨伞管的收集。
28.本实施例中,钢带卷管机构1包括送料支座2:送料支座2内侧顶部转动有金属带辊22;压槽支座3:压槽支座3中部底侧转动有内嵌转轮31,内嵌转轮31正上方抵接有压槽转轮33,压槽转轮33转动连接于压槽支座3中部上侧;定型支座4:定型支座4内部转动连接有对称的圆槽转轮41,圆槽转轮41之间抵接。
29.本实施例中,送料支座2正下方开设有限位收缩槽11,限位收缩槽11内侧固定有对称的支撑弹簧12,支撑弹簧12顶面固定有升降板13滑动于限位收缩槽11内壁,升降板13顶面固定有驱动设备23,驱动设备23与金属带辊22之间设有传动辊24,传动辊24两端转动并滑动连接于送料支座2内壁,并且传动辊24与驱动设备23和金属带辊22传动连接。
30.本实施例中,金属带辊22两侧传动端外壁套合有对称的驱动齿轮25,传动辊24两端外壁套合有传动齿轮26,驱动齿轮25和传动齿轮26啮合。
31.本实施例中,送料支座2连接传动辊24的位置开设有限位竖槽27,传动辊24连接送料支座2的两端转动并滑动与限位竖槽27内侧。
32.本实施例中,送料支座2顶部与金属带辊22连接的位置开设有定位辊槽21,金属带辊22两端滑动卡合于定位辊槽21内侧。
33.本实施例中,压槽支座3和定型支座4外壁固定有对称且啮合的同速齿轮34,同速齿轮34与内嵌转轮31、压槽转轮33和圆槽转轮41传动连接,且同速齿轮34一侧固定有驱动电机35,驱动电机35与同速齿轮34传动连接。
34.本实施例中,内嵌转轮31与压槽转轮33抵接的位置开设有圆形槽32,压槽转轮33抵接于圆形槽32内壁,圆槽转轮41中部开设有弧形槽42,圆槽转轮41开设有弧形槽42的外壁两端之间抵接。
35.本发明提供的一种金属带卷制雨伞管的加工设备的完整工作原理如下:使用时,将卷绕有金属带的金属带辊22放入送料支座2顶部的定位辊槽21内侧,在放入的过程中需要按压传动辊24,使得驱动设备23和传动辊24向限位收缩槽11内侧滑动,在将金属带辊22完全放入定位辊槽21内侧后,松开传动辊24,升降板13就会在支撑弹簧12的推动下将驱动设备23和传动辊24向上侧推动,使传动辊24与金属带辊22外侧的金属带外壁抵接,而在按压传动辊24时,传动辊24两端的转轴会在送料支座2内壁中部开设的限位竖槽27内侧滑动,在金属带辊22安装完成后,将金属带辊22外壁的金属带抽出,送到压槽支座3中部的内嵌转轮31内壁的圆形槽32内侧,之后在启动驱动电机35时,内嵌转轮31和压槽转轮33会将金属带进行压制成型,在金属带经过压槽支座3后,将已经逐渐成型的金属带送入定型支座4内侧的圆槽转轮41中部,在金属带进入圆槽转轮41中部后就会被互相抵接的圆槽转轮41完全压制成型,在金属带经过定型支座4成型后,就会穿设到焊缝机构5的内,由焊缝机构5将卷制的金属带的连接缝焊接,使其完全加工成为圆管状的雨伞杆,之后圆管状的雨伞杆就会穿入塑形机构的塑形孔71内,从塑形孔71穿出的雨伞管沿着v形槽81移动,到移动到设定长度时,由切割机构6切断,在雨伞管穿过塑形孔71的过程中,雨伞管从密封圈73中穿过,雨伞管与密封圈73配合将气腔72密封,气泵74向气腔72内充入气体至设定气压,气压检测传感器实时检测气腔72的气压,如果在雨伞管穿过的过程中,气压检测传感器检测气腔72的气压未下降,则说明雨伞管上没有开裂,被切断的雨伞管由后侧的雨伞管推动继续向前落料;而如果在雨伞管穿过的过程中,气压检测传感器检测气腔72的气压下降,气泵74启动向气
腔内充入气体至设定气压,在切割机构6将具有使气压下降的开裂段的雨伞管切断之后,由气缸83驱动活动座84将开裂的雨伞管从v形槽81的侧面推出至开裂雨伞管收集槽9。能够将雨伞管一次性加工成为需要的形状,避免了雨伞管在加工过程中进行多次转移加工,进而增加了雨伞管的加工效率,并且能够自动检测焊缝位置在塑形过程中是否开裂,并将开裂的雨伞管自动剔除。
36.需要说明的是:在本设备启动时,送料支座2底部的驱动设备23会首先带动传动辊24转动,使金属带辊22进行转动,在保证金属带辊22外壁的金属带稳定的同时将金属带向外侧送出,而在驱动设备23带动传动辊24转动时,是由驱动设备23传动端外壁套合的驱动齿轮25与传动辊24两侧的传动齿轮26啮合而带动传动辊24转动的。
37.需要说明的是:在压槽支座3和定型支座4内侧的内嵌转轮31、压槽转轮33、圆槽转轮41工作时,是由压槽支座3和定型支座4外壁的驱动电机35带动同速齿轮34转动而驱动其转动对金属带进行塑性加工的。
38.需要说明的是:气缸83由控制装置控制,在气压检测传感器检测气腔72的气压下降之后,经过一段时间的延时,由控制装置控制气缸83进行一次伸出和复位操作,气缸83伸出时,活动座84上的推块85从缺口82的一侧移动至另一侧,v形槽81内开裂的雨伞管在推块85的推动下沿着v形槽81侧壁上升再从v形槽81的边缘掉落至开裂雨伞管收集槽9内。
39.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。