1.本技术涉及纸卡包装的领域,尤其是涉及一种全自动超声波纸卡封包机。
背景技术:
2.纸卡是一种新生的、有利于环保的纸质纸卡,正在有逐步取代pvc材料卡的趋势,它多应用于快速消费品与文化娱乐行业,如游戏、视听等,纸制手机充值卡就是很好的一个代表。纸卡具有造价低、保密性强、环保节能、制作简便等优点,为社会各界广泛接受使用。
3.目前,纸质纸卡材质虽较为环保、成本低,但是其耐磨性和防水性较差,纸卡在磨损、浸水或者被剐蹭后,会导致其上的信息丢失,所以为保护纸卡上方的信息,通常在纸卡外侧包覆透明袋,以对纸卡上方信息进行保护;但是,现通常采用人工套袋的方式,其不仅效率底,劳动强度高,且人手长时间工作会产生油渍或汗渍粘附到纸卡表面,从而影响纸卡的质量。
技术实现要素:
4.为了提高工作人员的工作效率,减轻劳动强度,提高纸卡的生产质量,本技术提供一种全自动超声波纸卡封包机。
5.本技术提供的一种全自动超声波纸卡封包机,采用如下的技术方案:一种全自动超声波纸卡封包机,包括机架、设置在机架上用于存放纸卡的装卡箱、设置在机架上用于生产包装袋的制袋机、设置在机架上用于将装卡箱内的纸卡输送至制袋机一侧的送卡机构、设置在制袋机与机架之间用于将纸卡逐一装袋的装袋机构、设置在机架上用于将包装袋装卡一侧开口处进行封堵的封口机、设置在机架上用于对包装袋外侧进行贴标的贴标机构、设置在机架上用于将多个包装袋进行切断的断开机构、设置在封口机与断开机构之间的输送传送带。
6.通过采用上述技术方案,工作人员通过封包机将纸卡进行封包时,首先将纸卡放入装卡箱内,接着通过送卡机构将纸卡传送至制袋机一侧,随后制袋机制作相互连接的独立包装袋,并通过装袋机构将纸卡放入相互连接的独立包装袋内,接着输送传送带将装有纸卡的包装袋向封口机一侧传输,随后封口机逐一将包装袋的开口一侧进行封口,并由输送传送带将其输送至贴标机构一侧,贴标机构逐一在包装袋的外侧贴上标签,接着再由输送传送带将相互连接的独立包装袋输送至断开机构一侧,断开机构将每个相连的独立包装袋分割成单个包装袋,最后将各包装袋收集即可完成纸卡的封包;通过自动封包机可实现对纸卡的快速自动装袋、封袋,从而大大提高了工作人员的工作效率,且过程中无需手动操作,从而不仅减轻了工作人员的劳动强度,而且人手产生油渍或汗渍不易粘附到纸卡表面,提高了纸卡的质量。
7.可选的,所述送卡机构包括设置在机架上与装卡箱连通的第一传送带、设置在第一传送带远离装卡箱一侧的第二传送带、设置在第一传送带上用于保证纸卡单层传送的导向组件、设置在第一传送带和第二传送之间用于逐个间隔将纸卡从第一传送带输送至第二
传送带上的间歇传输组件。
8.通过采用上述技术方案,工作人员通过送卡机构将纸卡从装卡箱传送至制袋机一侧时, 首先装卡箱内的纸卡落至第一传送带上,第一传送带带动多个堆叠的纸卡向导向组件一侧移动,导向组件仅使多个纸卡中最下方的纸卡通过,并传送至第二传送带一侧,接着间歇传输组件间隔一定时间将纸卡下放至第二传送带上,且单个纸卡的间隔传送时间与制袋机制袋频率相适配。
9.可选的,所述导向组件包括转动连接在机架上的第一压轮和多个第二压轮、设置在多个第二压轮之间的同步带、以及两个分别设置在第一压轮一端和其中一个第二压轮一端的驱动电机;所述第一压轮位于第一传送带靠近装卡箱一侧,所述第二压轮位于第一传送带远离装卡箱一侧,所述第一压轮沿顺时针转动,所述第二压轮沿逆时针转动。
10.通过采用上述技术方案,当纸卡进入第一传送带时,第一压轮转动,同时第一压轮与第一传送带之间的距离与单层纸卡厚度相适配,且第一压轮沿顺时针转动,从而第一传送带仅可带动堆叠的纸卡中最底部一层的纸卡通过第一压轮,其余纸卡均被第一压轮推回,穿过第一压辊的纸卡再由第二压轮的导向和限位作用下进入间歇传输组件内即可。
11.可选的,所述间歇传输组件包括固设在机架上的支撑架、两个对称间隔设置在支撑架上的移动板、两个分别设置在移动板相互远离一侧的驱动气缸、两个分别固设在移动板相互靠近一侧的支撑板、以及设置在第二传送带上的脉冲计数模块;所述第一传送带高于第二传送带。
12.通过采用上述技术方案,由第一传送带传送至两个移动板之间的纸卡,首先同时落至两个支撑板上,接着两个驱动气缸分别驱动两个移动板相互远离,两个移动板带动两个支撑板相互远离,从而放置在支撑板上的纸卡掉落至第二传送带上,随后纸卡向制袋机一侧移动,当脉冲计数模块检测到纸卡经过时,控制驱动气缸带动两个移动板分离,下一个纸卡掉落至第二传送带上,同时制袋机制作出一个新的包装袋,接着纸卡进入包装袋内,随后重复上述过程,即可使纸卡间歇性下放至第二传送带上,且下放间隔与制袋机的制袋间隔相适配。
13.可选的,所述装袋机构包括固设在机架上用于将包装袋撑开的撑杆、设置在机架一侧用于将纸卡推入包装袋内的推进组件。
14.通过采用上述技术方案,通过装袋机构进行装袋时,首先制袋机制出依次相连的多个包装袋,包装袋一侧开口,接着纸卡在第二传送带的作用下进入包装袋内,随后推进组件将纸卡完全推入包装袋内,并将包装袋输送至封口机一侧即可。
15.可选的,所述推进组件包括两个固设在机架上方的支撑座、设置在支撑座下方的第一气缸、固设在第一气缸活塞杆端部的吸盘、设置在机架一侧的第二气缸、固设在第二气缸活塞杆端部的推板;所述第一气缸沿竖直方向设置,所述第二气缸沿水平方向设置,所述第二气缸位于两个吸盘之间。
16.通过采用上述技术方案,通过推进组件将纸卡推入包装袋内时,首先启动第一气缸,第一气缸活塞杆伸出带动吸盘向下移动,吸盘抵接至包装袋上后,即可将包装袋压紧,接着启动第二气缸,第二气缸活塞杆伸出,活塞杆带动推板移动,推板带动纸卡完全进入包
装袋内即可;其中吸盘抵接至待操作的包装袋两侧的包装袋表面,使纸卡推入待操作包装袋内时,包装袋不易受力偏离,从而便于纸卡进入包装袋内,提高设备的容错率。
17.可选的,所述机架上还设置有毛刷,所述毛刷与机架之间设置有螺栓,所述毛刷上开设有腰型槽,所述螺栓贯穿腰型槽与机架螺纹连接。
18.通过采用上述技术方案,毛刷便于将包装袋上的毛刺、碎屑进行清除,从而提高包装袋表面的清洁度,且通过螺栓连接便于更换损坏后的毛刷,同时腰型槽便于工作人员调节毛刷的位置,使毛刷适合不同尺寸的纸卡,提高毛刷的实用性和适应性。
19.可选的,所述封口机采用超声波封口机。
20.通过采用上述技术方案,超声波封口机封口后,封口处连接牢固不易开裂,且封口处较为美观,从而提高包装袋的质量,同时超声波封口机封口速度快,从而提高了生产效率。
21.可选的,所述机架上设置有用于采集比对标签位置数据的校对机构。
22.通过采用上述技术方案,校对机构将包装袋上标签的位置数据进行逐一采集,并与数据库进行比对,从而检测校验标签的粘贴位置是否合格。
23.可选的,所述断开机构包括转动连接在机架上的主动辊和传动轮、设置在主动辊一侧的动力电机、固设在机架上方的固定架、设置在固定架上的升降气缸、固设在升降气缸活塞杆端部的升降架、转动连接在升降架上的从动辊;所述从动辊和传动轮均位于主动辊的上方。
24.通过采用上述技术方案,校对后的纸卡经过输送传送带输送至断开机构一侧后,纸卡在传动轮的导向作用带动下,输送至从动辊和主动辊之间,从动辊自身不转为从动,主动辊在动力电机作用下转动速度快,且快于传动轮,同时从动辊在升降气缸的作用下上下往返运动,当纸卡进入从动辊和主动辊之间时,从动辊向下将纸卡压在主动辊上,而此时主动辊在高速转动下,将单个纸卡包装袋与后面的包装袋分离,因多个包装袋相互之间本身已经有撕裂线,此处受力后便会迅速断开。
25.综上所述,本技术包括以下至少一种有益技术效果:1.通过自动封包机可实现对纸卡的快速自动装袋、封袋,从而大大提高了工作人员的工作效率,且过程中无需手动操作,从而不仅减轻了工作人员的劳动强度,而且人手产生油渍或汗渍不易粘附到纸卡表面,提高了纸卡的质量;2.当纸卡进入第一传送带时,第一压轮转动,同时第一压轮与第一传送带之间的距离与单层纸卡厚度相适配,且第一压轮沿顺时针转动,从而第一传送带仅可带动堆叠的纸卡中最底部一层的纸卡通过第一压轮,其余纸卡均被第一压轮推回,从而保证了每次仅传送一层纸卡,保证了后续每个包装袋内放置一层纸卡,提高了纸卡包装的容错率。
26.3.推进组件中吸盘抵接至待操作的包装袋两侧的包装袋表面,使纸卡推入待操作包装袋内时,包装袋不易受力偏离,从而便于纸卡进入包装袋内,提高了设备的容错率;4.校对机构将包装袋上标签的位置数据进行逐一采集,并与数据库进行比对,从而检测校验标签的粘贴位置是否合格。
附图说明
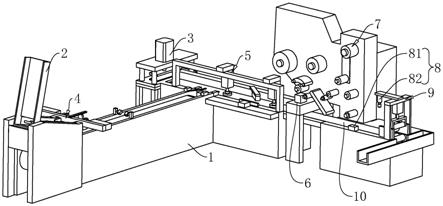
27.图1是本技术实施例中纸卡封包机的结构示意图;
图2是表示送卡机构的局部结构示意图;图3是表示装袋机构的局部结构示意图;图4是表示断开机构的局部结构示意图。
28.附图标记说明:1、机架;2、装卡箱;3、制袋机;4、送卡机构;41、第一传送带;42、导向组件;421、第一压轮;422、第二压轮;423、同步带;43、第二传送带;44、间歇传输组件;441、支撑架;442、驱动气缸;443、移动板;444、支撑板;445、脉冲计数模块;5、装袋机构;51、撑杆;52、推进组件;521、支撑座;522、第一气缸;523、吸盘;524、第二气缸;525、推板;53、毛刷;531、腰型槽;54、螺栓;6、封口机;7、贴标机构;8、校对机构;81、位置传感器;82、摄像头;9、断开机构;91、主动辊;92、传动轮;93、固定架;94、升降气缸;95、升降架;96、从动辊;10、输送传送带。
具体实施方式
29.以下结合附图1-4对本技术作进一步详细说明。
30.本技术实施例公开一种全自动超声波纸卡封包机。参照图1,纸卡封包机包括机架1,机架1上设置有用于存放纸卡的装卡箱2,装卡箱2由上至下倾斜设置,倾斜设置便于纸卡向下滑动。机架1上还设置有用于生产包装袋的制袋机3,制袋机3与装卡箱2之间设置有送卡机构4,送卡机构4用于将装卡箱2内的纸卡输送至制袋机3一侧。制袋机3与机架1之间设置有装袋机构5,装袋机构5用于将纸卡逐一装袋;机架1上设置有封口机6,封口机6采用超声波封口机6,超声波封口机6用于将包装袋装卡一侧开口处进行封堵,采用超声波封口机6封口效率高,封口处连接牢固不易开裂,且封口处较为美观。
31.参照图1,机架1上设置有贴标机构7,贴标机构7用于对包装袋外侧进行贴标;机架1上还设置有校对机构8,校对机构8用于将包装袋上标签的位置数据进行逐一采集,并与数据库进行比对,从而检测校验标签的粘贴位置是否合格。机架1上设置有断开机构9,断开机构9用于将多个包装袋进行切断。送卡机构4、装袋机构5、校对机构8、断开机构9沿机架1的长度方向依次设置,且封口机6与断开机构9之间设置有输送传送带10。
32.工作人员通过封包机将纸卡进行封包时,首先将纸卡放入装卡箱2内,接着纸卡在重力作用下下滑至送卡机构4一侧,并由送卡机构4将纸卡传送至制袋机3一侧,随后制袋机3制作相互连接的独立包装袋,并通过装袋机构5将纸卡放入相互连接的独立包装袋内,接着输送传送带10将装有纸卡的包装袋向封口机6一侧传输,随后封口机6逐一将包装袋的开口一侧进行封口,并由输送传送带10将其输送至贴标机构7一侧,贴标机构7逐一在包装袋的外侧贴上标签,接着再由输送传送带10将相互连接的独立包装袋输送至校对机构8一侧对标签进行检测,随后检测合格的包装袋再由输送传送带10输送至断开机构9,断开机构9将每个相连的独立包装袋分割成单个包装袋,最后将各包装袋收集即可完成纸卡的封包。
33.参照图1和图2,送卡机构4包括固设在机架1上的第一传送带41,第一传送带41与装卡箱2连通;第一传送带41上设置有导向组件42,导向组件42用于保证纸卡单层传送。第一传送带41远离装卡箱2的一侧还设置有第二传送带43,第一传送带41高于第二传送带43;第一传送带41和第二传送之间设置有间歇传输组件44,间歇传输组件44用于逐个间隔将纸卡从第一传送带41输送至第二传送带43上。
34.参照图1和图2,导向组件42包括转动连接在机架1上的第一压轮421和多个第二压
轮422,第一压轮421位于第一传送带41靠近装卡箱2一侧,且第一压轮421沿顺时针转动;第二压轮422位于第一传送带41远离装卡箱2一侧,第二压轮422沿逆时针转动。多个第二压轮422之间设置有同步带423,第一压轮421一端和其中一个第二压轮422一端还设置有驱动电机。
35.参照图1和图2,间歇传输组件44包括固设在机架1上的支撑架441,支撑架441上设置有两个驱动气缸442,两个驱动气缸442对称设置,且驱动气缸442沿水平方向设置,驱动气缸442的外壳与支撑架441固定连接。驱动气缸442的端部固设有移动板443,两个移动板443相互平行且间隔设置。两个移动板443相互靠近的一侧固设有支撑板444,支撑板444沿水平方向设置;第二传送带43上设置有脉冲计数模块445。
36.工作人员通过送卡机构4将纸卡从装卡箱2传送至制袋机3一侧时, 首先装卡箱2内的纸卡在重力作用下下滑至第一传送带41上,第一传送带41带动多个堆叠的纸卡向第一压轮421一侧移动,此时第一压轮421转动,同时第一压轮421与第一传送带41之间的距离与单层纸卡厚度相适配,其第一压轮421沿顺时针转动,从而第一传送带41仅可带动堆叠的纸卡中最底部一层的纸卡通过第一压轮421,其余纸卡均被第一压轮421推回,穿过第一压辊的纸卡再由第二压轮422的导向和限位作用下传送至两个移动板443之间,并同时落至两个支撑板444上,接着两个驱动气缸442分别驱动两个移动板443相互远离,两个移动板443带动两个支撑板444相互远离,从而放置在支撑板444上的纸卡掉落至第二传送带43上,随后纸卡向制袋机3一侧移动,当脉冲计数模块445检测到纸卡经过时,控制驱动气缸442带动两个移动板443分离,下一个纸卡掉落至第二传送带43上,同时制袋机3制作出一个新的包装袋,接着纸卡进入包装袋内,随后重复上述过程,即可使纸卡间歇性下放至第二传送带43上,且单个纸卡的下放间隔与制袋机3的制袋间隔相适配。
37.参照图1和图3,装袋机构5包括固设在机架1上的两个撑杆51,撑杆51用于将包装袋撑开;机架1一侧设置有推进组件52,推进组件52用于将纸卡推入包装袋内。机架1上还设置有毛刷53,毛刷53用于将包装袋上的毛刺、碎屑进行清除,提高包装袋表面的清洁度。毛刷53与机架1之间设置有螺栓54,毛刷53上开设有腰型槽531,螺栓54贯穿腰型槽531与机架1螺纹连接。
38.参照图3,推进组件52包括两个固设在机架1上方的支撑座521,支撑座521下方固设有第一气缸522,第一气缸522沿竖直方向设置。第一气缸522活塞杆端部固设有吸盘523,机架1一侧还固设有第二气缸524,第二气缸524沿水平方向设置,且第二气缸524位于两个吸盘523之间;第二气缸524活塞杆端部固设有推板525,推板525与第二气缸524的活塞杆垂直。
39.通过装袋机构5进行装袋时,首先制袋机3制出依次相连的多个包装袋,包装袋一侧开口,接着纸卡在第二传送带43的作用下进入包装袋内,随后启动第一气缸522,第一气缸522活塞杆伸出带动吸盘523向下移动,吸盘523抵接至包装袋上后,即可将包装袋压紧,接着启动第二气缸524,第二气缸524活塞杆伸出,活塞杆带动推板525移动,推板525带动纸卡完全进入包装袋内,随后输送传送带10将包装袋输送至超声波封口机6一侧即可。
40.参照图1和图4,校对机构8包括位置传感器81和用于采集数据的摄像头82。位置传感器81感应到标签后,将信号传递给摄像头82,摄像头82拍照截取标签信息并与数据库比对分析是否合格。
41.参照图1和图4,断开机构9包括转动连接在机架1上的主动辊91和传动轮92,传动轮92位于主动辊91的上方;主动辊91一侧设置有动力电机。机架1上方固设有固定架93,固定架93上设置有升降气缸94,升降气缸94沿竖直方向设置,升降气缸94的缸体与固定架93固定连接。升降气缸94的活塞杆端部固设有升降架95;升降架95上转动连接有从动辊96,且从动辊96也位于主动辊91的上方。
42.校对后的纸卡经过输送传送带10输送至断开机构9一侧后,纸卡在传动轮92的导向作用带动下,输送至从动辊96和主动辊91之间,从动辊96自身不转,主动辊91在动力电机作用下转动速度快,且快于传动轮92,同时从动辊96在升降气缸94的作用下上下往返运动,当纸卡进入从动辊96和主动辊91之间时,从动辊96向下将纸卡压在主动辊91上,而此时主动辊91在高速转动下,将单个纸卡包装袋与后面的包装袋分离,因多个包装袋相互之间本身已经有撕裂线,此处受力后便会迅速断开。
43.本技术实施例一种全自动超声波纸卡封包机的实施原理为:工作人员通过封包机将纸卡进行封包时,首先将纸卡放入装卡箱2内,接着通过送卡机构4将纸卡传送至制袋机3一侧,随后制袋机3制作相互连接的独立包装袋,并通过装袋机构5将纸卡放入相互连接的独立包装袋内,接着输送传送带10将装有纸卡的包装袋向超声波封口机6一侧传输,随后超声波封口机6逐一将包装袋的开口一侧进行封口,并由输送传送带10将其输送至贴标机构7一侧,贴标机构7逐一在包装袋的外侧贴上标签,接着再由输送传送带10将相互连接的独立包装袋输送至断开机构9一侧,断开机构9将每个相连的独立包装袋分割成单个包装袋,最后将各包装袋收集即可完成纸卡的封包;通过自动封包机可实现对纸卡的快速自动装袋、封袋,从而大大提高了工作人员的工作效率,且过程中无需手动操作,从而不仅减轻了工作人员的劳动强度,而且人手产生油渍或汗渍不易粘附到纸卡表面,提高了纸卡的质量。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。