1.本发明涉及复合材料技术领域,更具体地说,是涉及一种粉煤灰新型建材组合料的工业化制备方法及应用。
背景技术:
2.粉煤灰,是从煤燃烧的烟气中收集后获得的细小飞灰和炉渣,呈空心微球状,是燃煤电厂排出的主要固体废物,主要化学成分为sio2、al2o3、feo、fe2o3、cao、tio2等。通常每消耗2吨煤就会产生1吨粉煤灰。因而如何对粉煤灰固废进行大宗消纳及高附加值利用是急待解决的关键科学问题。
3.我国对粉煤灰的综合利用经历了“以储为主”、“储用结合”、“以用为主”三个发展阶段。随着我国科学研究的不断深入,在粉煤灰深层次的开发研究上已取得一定进展,特别是在高分子材料中的应用为粉煤灰综合利用开辟了新的领域。中国发明专利 cn112029206a公开了一种粉煤灰板材及其制备方法,通过对粉煤灰用偶联剂改性,制得一种pvc发泡板材。但是该专利的粉煤灰板材原料无法适用于螺杆挤出成型工艺,并且其还需对粉煤灰进行多段分步改性处理,不仅增加了工艺操作难度,浪费人工成本,还存在粉煤灰粉尘污染问题。中国发明专利cn 112920524 a公开了一种防水、防冰粉煤灰/pvc复合板材及其制备方法和应用。但是该专利需对粉煤灰进行多段分步改性处理,不仅增加了工艺操作难度,浪费人工成本,还存在粉煤灰粉尘污染问题。
4.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
5.发明目的
6.有鉴于此,有必要针对上述的问题,提供一种粉煤灰新型建材组合料的工业化制备方法及应用。本发明的第一个目的:提供一种可以工业化生产和应用的粉煤灰新型建材组合料;本发明的第二个目的:提供一种可以工业化生产的粉煤灰新型建材组合料的制备方法;本发明的第三个目的:研发面向大宗消纳粉煤灰的新型建材生产工艺,同步实现粉煤灰大宗消纳及高值化利用。本发明在粉煤灰新型建材组合料混合过程中,实现对粉煤灰的原位改性,避免了粉煤灰因多次处理带来的粉尘污染问题。本发明的粉煤灰新型建材组合料适用于螺杆挤出成型,经挤出、冷却定型、牵引、切割成型可为标准副框材料、地板型材等建筑装修材料,降低了新型建材的生产成本的同时,做到了对粉煤灰的大宗消纳,有效的解决粉煤灰带来的环境污染问题。
7.解决方案
8.为实现本发明目的,本发明实施例提供了以下技术方案:
9.第一方面,本发明提供一种粉煤灰新型建材组合料的工业化制备方法,包括如下步骤:将原料加入到高速混合机中热混,对原料热混的同时实现粉煤灰原位改性,然后进行
冷混;所述原料按重量份计包括80-300份粉煤灰、80-100份pvc树脂、1.3-4.8份 ca-zn稳定剂、5-15份cpe、0.8-8份acr和1.1-3.75份铝酸脂。
10.在一种可能的实现方式中,所述热混的温度为90-120℃,热混时间为10-30min。
11.在一种可能的实现方式中,当粉煤灰的含水率大于0.3%时,先将按重量份计的 80-300份粉煤灰、80-100份pvc树脂、1.3-4.8份ca-zn稳定剂、5-15份cpe、0.8-8 份acr分别加入到高速混合机中热混5-10min,对粉煤灰进行除水,然后添加1.1-3.75 份铝酸脂到高速混合机中,继续热混10-20min,实现粉煤灰在生产线上的原位改性,以增加其与pvc树脂的界面相容性,然后进行冷混。
12.在一种可能的实现方式中,所述原料还包括10-30份颜料。
13.在一种可能的实现方式中,所述冷混的温度为30-50℃,冷混时间为10-20min。
14.在一种可能的实现方式中,所述pvc树脂为pvc新料,所述pvc新料为未经过任何加工处理的pvc材料。
15.在一种可能的实现方式中,所述pvc树脂为pvc回收料,所述pvc树脂为pvc 回收料时,先将pvc回收料经破碎机破碎使其直径小于5cm,原料还包括按重量份计的0.3~0.8份pe蜡。
16.在一种可能的实现方式中,所述pvc回收料可以为回收的门窗框pvc型材破碎料。
17.第二方面,本发明提供一种粉煤灰新型建材组合料,采用上述工业化制备方法制备而成。
18.第三方面,本发明提供一种粉煤灰新型建材的制备方法,包括将上述粉煤灰新型建材组合料用平行双螺杆挤出机挤出、冷却定型、牵引、切割成型。
19.在一种可能的实现方式中,所述粉煤灰新型建材的制备方法包括将上述粉煤灰新型建材组合料进行熔融共混、挤出造粒,然后采用平行双螺杆挤出机挤出、冷却定型、牵引、切割成型。
20.在一种可能的实现方式中,所述粉煤灰新型建材的制备方法中双螺杆挤出机设置的具体条件为螺杆转速为4~20r/min,加料单元的螺杆转速为19~22r/min,熔体压力15~25 mpa,熔融温度175~185℃,机筒区各段的执行温度为160~175℃,连接区各段执行温度156~170℃,模头各段执行温度为190~205℃。
21.在一种可能的实现方式中,所述熔融共混、挤出造粒的工艺条件为:螺杆的转速为 5~15r/min,加料单元的螺杆转速为25~30r/min,机筒区各段的执行温度为170~185℃,连接区各段执行温度为170~175℃,熔体压力5~10mpa,熔融温度为180~185℃。
22.在一种可能的实现方式中,所述牵引的牵引速度为1.1~3m/min。
23.有益效果
24.(1)本发明实施例中,发明人提供了一种粉煤灰新型建材组合料的工业化制备方法。在粉煤灰新型建材组合料制备过程中实现粉煤灰原位改性,避免了粉煤灰因多次处理带来的粉尘污染问题。本发明的粉煤灰新型建材组合料通过使用螺杆挤出机来达到工业化量产的目的,经挤出、冷却定型、牵引、切割成型可作为标准副框或地板型材材料。 2020年co2排放量为98.94亿吨,caco3行业占全国工业领域co2排放量的8%,且 caco3作为一种资源是不可再生的,再生产caco3时往往会涉及都开山毁林,本发明以粉煤灰替代了caco3,极大的降低了副框材料的生产成本,同时降低了co2的排放,节省了caco3资源,契合国家“碳达
峰、碳中和”发展战略;本发明制备的粉煤灰新型建材产品性能优异,表面光滑,无凹陷及分解变色线等。
25.(2)本发明实施例中,一方面大量的消耗了粉煤灰固废,减少了粉煤灰的占地面积,降低了灰尘对人体的危害;大宗消纳及高附加值利用粉煤灰的新技术,满足我国以技术创新引领低碳发展的迫切需求。另一方面原料中采用了pvc回收料,为pvc废料回收提供了应用途径,促进了环境保护。
附图说明
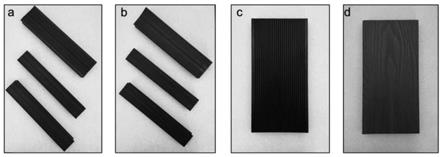
26.图1是以本发明的粉煤灰新型建材组合料为原料,挤出成型制备的门窗副框和户外地板的实物图,图1a、图1b分别是门窗副框正反面实物图,图1c、图1d分别是户外地板正反面实物图;
27.图2是将粉煤灰新型建材组合料挤出造粒后得到的粒料的微观形貌图;
28.图3是制备的门窗副框的微观形貌图。
具体实施方式
29.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.另外,为了更好的说明本发明,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本发明同样可以实施。在一些实施例中,对于本领域技术人员熟知的原料、元件、方法、手段等未作详细描述,以便于凸显本发明的主旨。
31.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
32.本发明实施例所用仪器:热混合机型号:fm1000(henschel industrietechnik gmbh);冷混机型号:hm3500(henschel industrietechnik gmbh);挤出机:型号kmd90-26 (krauss maffei)、型号kmd114-32(krauss maffei)。
33.实施例1.
34.一种粉煤灰新型建材组合料的工业化制备方法,包括如下步骤:
35.(1)按重量份计,称取pvc新料100份,粉煤灰160份,ca-zn稳定剂42份, cpe 12份,acr 0.9份,氧化铁红20份,通过连接管加入到高速混合机中,通过传送带加入铝酸脂偶联剂1.9份,进行混料,热混温度118℃,转速为634r/min,混合10min (此时的温度大约为110℃);
36.(2)然后将其转入到冷混锅中进行冷混,冷混温度为46℃,混合15min;得到干混料。
37.实施例2.
38.一种粉煤灰新型建材的制备方法,所述粉煤灰新型建材为地板,包括如下步骤:
39.将实施例1制备得到的粉煤灰新型建材组合料加入到平行双螺杆挤出机的料斗中,行双螺杆挤出机中螺杆的转速为7.3r/min,加料单元的螺杆转速为21r/min,牵引机的牵引速度为1.1m/min,熔体压力15mpa,熔融温度178℃,机筒区各段的执行温度164、 164、166、166、160、158℃,连接区各段执行温度156、156℃,模头各段执行温度0、 198、196、198、0、201℃。得到红棕色地板。
40.实施例3.
41.一种粉煤灰新型建材的制备方法,所述粉煤灰新型建材为地板,包括如下步骤:
42.(1)按重量份计,称取pvc新料100份,粉煤灰200份,ca-zn稳定剂4.5份, acr6份,氧化铁红23份,通过连接管加入到高速混合机中,进行混料,热混温度118℃,转速为634r/min,混合5min(此时的温度大约为110℃),去除水分;
43.(2)通过传送带加入铝酸脂偶联剂2.5份到高速混合机中,再混合15min,实现粉煤灰改性。然后将其转入到冷混锅中进行冷混,冷混温度为46℃,混合15min;得到干混料;
44.(3)将干混料加入到平行双螺杆挤出机的料斗中,平行双螺杆挤出机中螺杆的转速为7.3r/min,加料单元的螺杆转速为21r/min,牵引机的牵引速度为2.478m/min,熔体压力21mpa,熔融温度178℃,机筒区各段的执行温度165、166、167、167、167、 162℃,连接区各段执行温度160、160℃,模头各段执行温度0、198、196、198、0、 201℃。得到红棕色地板。
45.实施例4.
46.一种粉煤灰新型建材的制备方法,所述粉煤灰新型建材为门窗副框,包括如下步骤:
47.(1)按重量份计,称取pvc新料100份,粉煤灰230份,ca-zn稳定剂4.6份,acr7份,通过连接管加入到高速混合机中,进行混料,热混温度118℃,转速为634r/min,混合5min(此时的温度大约为110℃),去除水分;
48.(2)通过传送带加入铝酸脂偶联剂2.875份到高速混合机中,再混合15min,实现粉煤灰改性。然后将其转入到冷混锅中进行冷混,冷混温度为46℃,混合15min;得到干混料;
49.(3)将干混料加入到平行双螺杆挤出机的料斗中,平行双螺杆挤出机中螺杆的转速为7.3r/min,加料单元的螺杆转速为21r/min,牵引机的牵引速度为2.478m/min,熔体压力25mpa,熔融温度180℃,机筒区各段的执行温度165、167、167、167、165、165℃,连接区各段执行温度162、162℃,模头各段执行温度0、198、196、198、0、 201℃。得到60系列的门窗副框。
50.实施例5.
51.一种粉煤灰新型建材组合料的制备方法,包括如下步骤:
52.(1)按重量份计,称取pvc回收料100份,粉煤灰80份,ca-zn稳定剂1.3份, cpe 5.0份,acr 0.8份,pe蜡0.3份,通过连接管加入到高速混合机中,进行混料,热混温度118℃,转速为634r/min,混合5min(此时的温度大约为110℃),去除水分;
53.(2)通过传送带加入铝酸脂偶联剂1.1份到高速混合机中,再混合15min,实现粉煤灰改性。然后将其转入到冷混锅中进行冷混,冷混温度为46℃,混合15min;得到干混料;所述干混料即为粉煤灰新型建材组合料。
54.实施例6.
55.一种粉煤灰新型建材的制备方法,所述粉煤灰新型建材为门窗副框,包括如下步
骤:
56.(1)将实施例5制备的粉煤灰新型建材组合料加入到平行双螺杆挤出机的料斗中,进行熔融共混、挤出造粒;平行双螺杆挤出机中螺杆的转速为8r/min,加料单元的螺杆转速为28.5r/min,机筒区各段的执行温度为179,177,176,176,172,172℃,连接区各段执行温度为170,170℃,熔体压力5.7mpa,熔融温度为180℃;
57.(2)挤出造粒后再次传送到挤出机的料斗中,用平行双螺杆挤出机进行挤出、冷却定型、牵引、切割成型。其中螺杆转速为7.3r/min,加料单元的螺杆转速为21r/min,牵引机的牵引速度为2.478m/min,熔体压力15mpa,熔融温度178℃,机筒区各段的执行温度160、160、160、160、157、158℃,连接区各段执行温度156、156℃,模头各段执行温度0、198、196、198、0、201℃。得到60系列的门窗副框。
58.实施例7.
59.一种粉煤灰新型建材的制备方法,所述粉煤灰新型建材为门窗副框,包括如下步骤:
60.(1)将实施例5制备的粉煤灰新型建材组合料加入到平行双螺杆挤出机的料斗中,进行熔融共混、挤出造粒;平行双螺杆挤出机中螺杆的转速为8r/min,加料单元的螺杆转速为28.5r/min,机筒区各段的执行温度为179,177,176,176,172,172℃,连接区各段执行温度为170,170℃,熔体压力5.7mpa,熔融温度为180℃;
61.(2)挤出造粒后再次传送到挤出机的料斗中,用平行双螺杆挤出机进行挤出、冷却定型、牵引、切割成型。其中螺杆转速为20r/min,加料单元的螺杆转速为21.5r/min,牵引机的牵引速度为3m/min,熔体压力16.8mpa,熔融温度179℃,机筒区各段的执行温度160、160、160、159℃,连接区执行温度160℃,模头各段执行温度203、203、 191、204、0、0℃。得到40系列副框。
62.实施例8.
63.一种粉煤灰新型建材的制备方法,所述粉煤灰新型建材为门窗副框,包括如下步骤:
64.(1)将实施例5制备的粉煤灰新型建材组合料加入到平行双螺杆挤出机的料斗中,进行熔融共混、挤出造粒;平行双螺杆挤出机中螺杆的转速为8r/min,加料单元的螺杆转速为28.5r/min,机筒区各段的执行温度为179,177,176,176,172,172℃,连接区各段执行温度为170,170℃,熔体压力5.7mpa,熔融温度为180℃;
65.(2)挤出造粒后再次传送到挤出机的料斗中,用平行双螺杆挤出机进行挤出、冷却定型、牵引、切割成型。其中螺杆转速为4.9r/min,加料单元的螺杆转速为19.7r/min,牵引机的牵引速度为2.715m/min,熔体压力22.9mpa,熔融温度181℃,机筒区各段的执行温度166、166、166、166、162、162℃,连接区执行温度162、162℃,模头各段执行温度197、202、195、195、0、0℃。得到40系列副框。
66.力学性能检测
67.对实施例2~4、6~8分别制备的门窗副框和地板进行力学性能检测,检测方法为本领域技术人员常规检测方法,检测结果如表1所示。
68.表1
[0069][0070][0071]
由表1可知,以本发明提供的粉煤灰新型建材组合料为原料制备的门窗副框和户外地板,在大大降低经济成本的同时,门窗副框和户外地板的质量无影响,力学性能均符合行业标准。
[0072]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。