1.本发明涉及义齿抛光技术领域,具体涉及一种用于义齿的组合式调节型抛光夹具。
背景技术:
2.义齿,即假牙,在使用过程中必须兼顾人体的使用安全性、舒适性及美观度要求。因此,对义齿的表面品质有极高的要求,例如,义齿的表面品质体现在义齿的表面光洁度、尺寸精度等。由于,义齿属于定制化产品,结构上通常为包含曲面、孔缝、弯钩等的异型薄壁结构,形状结构复杂且各不相同。义齿的毛坯通常通过3d打印、铸造、机加工等方式成型。成型后毛坯的表面原始粗糙度在2微米-50微米,难以满足义齿对表面品质的要求。
3.由于义齿的异型薄壁结构,使得表面抛光处理工序难以实现机械化批量加工。现有技术中,义齿后续表面抛光处理工序95%以上为人工逐件抛光。人工抛光通常采用不同粒径的砂轮、砂纸、硬磨头、软磨头、布轮、毛刷等反复摩擦义齿表面。一方面,加工品质完全依赖于工人技能水平;另一方面,人工逐件抛光的加工方式还存在加工步骤多、耗时长、成本高及粉尘污染严重等问题。
4.等离子体抛光技术是利用电场在特定溶液中激发紧密包裹工件表面的等离子体层并利用高能等离子体轰击工件表面来实现工件一体化抛光的新技术,具有抛光效率高、精度高、均匀性好的特点。等离子体抛光技术需要通过专用夹具来实现产品与电场的连接和固定。例如,中国专利文献cn113737268a中公开了一种纯钛义齿支架的电解质等离子体抛光的方法。该方法中包括机械磨削、超声清洗、干燥和电解质等离子体抛光等步骤,实现了对形状结构复杂的义齿支架表面高效抛光。其中,抛光液为氯化铵与氟化钾的混合水溶液。
5.在上述等离子体抛光方法实施的过程中,通常采用传统夹具对义齿支架实施装夹。传统夹具为包覆绝缘保护胶的金属丝或者金属杆。绝缘保护胶可以保护夹具被包覆部分在加工过程中不被消耗,而金属丝或者金属杆裸露的部分在加工过程中容易被逐渐消耗,进而大大增加了夹具的使用成本。
6.经检索,中国专利文献cn214923261u中公开了一种环保型支架自动抛光装置。该抛光装置中升降杆一端底部固定连接有套筒,套筒底部一端活动插接有挂接杆,并延伸至外部。通过在升降杆带动挂接杆和义齿架升高或者下降,实现根据不同抛光工件尺寸大小,挂接抛光的目的。其中,义齿架采用挂接的装夹方式,在电场加工过程中,由于挂接装夹的不牢固容易发生导电不良的情况,甚至会导致产品在加工过程中被击伤击落,进而影响了义齿的表面品质。
7.此外,现有的夹具中被保护部分和裸露部分是固定的,其结构可调节范围窄,难以满足结构尺寸各异的义齿产品的稳定夹装的要求,进而难以保证加工质量。不仅如此,由于等离子体抛光过程是一个依靠高能等离子体不断剥离工件表面凸点的过程,夹具遮挡产品或产品之间相互遮挡,也都会妨碍等离子体产生及凸点剥离。现有的固定式夹具难以实现
结构尺寸各异的义齿产品的灵活夹装布局,进而难以保证义齿的加工质量,难以实现有效的批量加工。
8.综上所述,在利用等离子体抛光技术对义齿实施包面处理的过程中,如何设计一种夹具,用以实现对形状结构各异的义齿产品实现稳固装夹,延长夹具的使用寿命,避免义齿产品在加工过程中脱落,进而保证义齿产品的加工质量,就成为本领域技术人员亟待解决的技术问题。
技术实现要素:
9.本发明的目的在于,为利用等离子体抛光技术对义齿实施包面处理的过程中,提供一种夹具,用以实现对形状结构各异的义齿产品实现稳固装夹,延长夹具的使用寿命,避免义齿产品在加工过程中脱落,进而保证义齿产品的加工质量。
10.为实现上述目的,本发明采用如下方案:提出一种用于义齿的组合式调节型抛光夹具,包括与电源正极相连的导电挂架、卡夹组件和装夹义齿产品的连接件;
11.所述导电挂架的表面包覆有第一绝缘层,所述导电挂架的供电端设置有供与电源正极相连的连接口,所述连接口与电源正极的连接处暴露在第一绝缘层外,所述导电挂架的底部设置有与卡夹组件相连的装夹部,多组卡夹组件在装夹部呈交错排布;
12.所述卡夹组件包括一组平行排布的弹片,所述弹片的一端与装夹部相连,所述弹片的另一端设置有连接座,所述弹片的外侧和连接座的外侧均包覆有第二绝缘层,所述连接座上设置有与连接件相连的螺纹孔;
13.所述连接件的螺纹段旋合在螺纹孔内,所述连接件具有装夹义齿产品的连接部,所述连接部依次经连接座的螺纹孔、弹片和导电挂架与电源正极电连接。
14.作为优选,导电挂架包括连接杆,连接口位于连接杆的首端,连接杆的尾端焊接有支撑杆,多根支撑杆沿连接杆的轴线呈圆形分布形成支撑组件,支撑杆上连接有立杆,立杆的尾端与支撑杆相连,立杆的首端指向连接杆的首端,卡夹组件沿立杆的长度方向交错排布。如此设置,便于待装夹的义齿产品在导电挂架上形成圆形装夹结构,优化了装夹空间,有利于实现义齿产品的多层夹装,有效避免了卡夹组件或义齿产品间的相互遮挡,进而保证了义齿产品批量抛光的效果,大大提高了加工效率。
15.作为优选,多组支撑组件沿连接杆的轴线方向呈等间距排布。如此设置,有利于进一步扩大装夹部的空间,进而增加了同时进行等离子体抛光的义齿产品,实现了大批量义齿产品抛光。
16.作为优选,立杆的尾端与支撑杆铰接,立杆绕铰接轴向支撑杆的外侧翻转,立杆与支撑杆之间具有可调的外翻角,外翻角的调整范围为0
°‑
90
°
。如此设置,外翻角是指立杆的中心线与支撑杆的延长线之间的夹角,便于根据不同形状结构的义齿产品调整外翻角的角度值的大小,有利于义齿产品的错开排布,提升了夹具装夹的灵活性,保证了义齿产品批量加工的加工质量。
17.作为优选,连接件的连接部上设置有供义齿产品装夹的外螺纹。如此设置,义齿产品通过螺纹连接的方式与连接件相连,有利于保证义齿产品与卡夹组件之间连接的稳固性,避免了在电场加工过程中义齿产品被击伤击落,进而保证了义齿产品的表面品质。
18.作为优选,连接件的连接部为弯钩。如此设置,弯钩采用捆扎的方式对义齿产品实
施连接,有利于进一步提升夹具装夹的灵活性,便于多组卡夹组件对一个异型义齿产品实施组合式装夹,进而扩大了夹具的适用范围。
19.作为优选,每一根立杆上相邻卡夹组件的朝向相反。如此设置,进一步避免了相邻义齿产品间的相互遮挡,实现了义齿产品的多层夹装,有利于保证义齿产品批量化加工的加工质量。
20.作为优选,螺纹孔内设置有非金属圆柱头,非金属圆柱头的外壁通过螺纹旋合在螺纹孔内。如此设置,非金属圆柱头用于对未与连接件的螺纹段相旋合的螺纹孔形成保护,在导电挂架上的卡夹组件非满载的情况下,非金属圆柱头既保护了连接座上的螺纹孔,又大大减少了连接件耗材量,同时也可以减少耗材带来的电能消耗,进而降低了加工成本。
21.本发明提供的一种用于义齿的组合式调节型抛光夹具与现有技术相比,具有如下突出的实质性特点和显著进步:
22.1、该用于义齿的组合式调节型抛光夹具利用连接件将义齿产品与导电挂架上的卡夹组件相连,形成组合式的分体结构,连接件是独立于导电挂架主体之外的灵活结构,可以根据义齿产品的结构特点,自由选择合适义齿产品的连接件,连接件的螺纹段旋合在连接座的螺纹孔中,通过调节螺纹的旋合深度来调节连接件位于电场中的尺寸,同时调整卡夹组件中的一对弹片形成的开口角度来实现对义齿产品的装夹距离的调整,大大提升了夹具装夹的灵活性,满足了对尺寸、形状结构各异的义齿产品的夹装要求,实现了对义齿产品的稳固装夹;
23.2、该用于义齿的组合式调节型抛光夹具中的导电挂架和卡夹组价的外侧均被绝缘层保护,连接件中旋入螺纹孔的部分也被保护,使得夹具的消耗部分仅连接件的裸露部分,通过调节螺纹的旋合长度可以调节连接件的消耗部位和消耗量,导电部分不足时将连接件向螺纹孔外旋出适当距离即可继续使用,大大降低了耗材更换频次,提高了夹具的使用寿命,进而降低了加工成本。
附图说明
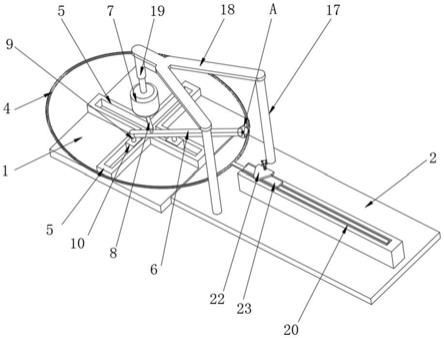
24.图1是本发明实施例中一种用于义齿的组合式调节型抛光夹具的立体结构示意图;
25.图2是图1的俯视图;
26.图3是第一种连接件的立体结构示意图;
27.图4是第二种连接件的立体结构示意图。
28.图5是3d打印tc4义齿颚板的加工前后效果对比。
29.图6是铸造ta1义齿支架的加工前后效果对比。
30.图7是机加工钴铬合金牙冠的加工前后效果对比。
31.附图标记:支撑杆1、连接杆2、立杆3、卡夹组件4、连接口5、导电挂架6、连接件7、弹片41、连接座42。
具体实施方式
32.下面结合附图对本发明的具体实施方式进行详细描述。
33.如图1-4所示的一种用于义齿的组合式调节型抛光夹具,用于批量对义齿产品实
施等离子体抛光的过程中,实现对形状结构各异的义齿产品实现稳固装夹。该夹具利用连接件将义齿产品与导电挂架上的卡夹组件相连,形成组合式的分体结构。连接件是独立于导电挂架主体之外的灵活结构,可以根据义齿产品的结构特点,自由选择合适义齿产品的连接件。连接件的螺纹段旋合在连接座的螺纹孔中,通过调节螺纹的旋合深度来调节连接件位于电场中的尺寸。同时,调整卡夹组件中的一对弹片形成的开口角度来实现对义齿产品的装夹距离的调整,大大提升了夹具装夹的灵活性,满足了对尺寸、形状结构各异的义齿产品的夹装要求,实现了对义齿产品的稳固装夹。
34.[用于义齿的组合式调节型抛光夹具]
[0035]
如图1所示,一种用于义齿的组合式调节型抛光夹具包括与电源正极相连的导电挂架6、卡夹组件4和装夹义齿产品的连接件7。义齿产品通过连接件7与安装在导电挂架6上的卡夹组件4相连,进而使得电源正极与义齿产品形成电连接。
[0036]
导电挂架6的表面包覆有第一绝缘层。导电挂架6的供电端设置有供与电源正极相连的连接口5。连接口5与电源正极的连接处暴露在第一绝缘层外。导电挂架6的底部设置有与卡夹组件4相连的装夹部。多组卡夹组件4在装夹部呈交错排布。
[0037]
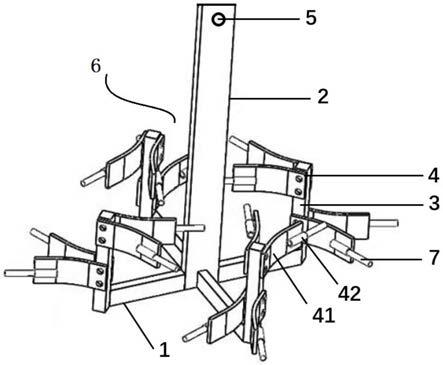
卡夹组件4包括一组平行排布的弹片41。弹片41的一端与装夹部相连。弹片41的另一端设置有连接座42。弹片41的外侧和连接座42的外侧均包覆有第二绝缘层。连接座42上设置有与连接件7相连的螺纹孔。
[0038]
连接件7的螺纹段旋合在螺纹孔内。连接件7具有装夹义齿产品的连接部。连接部依次经连接座42的螺纹孔、弹片41和导电挂架6与电源正极电连接。
[0039]
[导电挂架]
[0040]
如图1所示,导电挂架6包括连接杆2。连接口5位于连接杆2的首端。连接杆2的尾端焊接有支撑杆1。多根支撑杆1沿连接杆2的轴线呈圆形分布形成支撑组件。如图2所示,4根支撑杆1沿连接杆2的轴线呈圆形分布。根据义齿产品批量加工的需求,以及义齿产品的结构尺寸,支撑杆1的数量可选为2-6根。
[0041]
支撑杆1上连接有立杆3。立杆3的尾端与支撑杆1相连。立杆3的首端指向连接杆2的首端。卡夹组件4沿立杆3的长度方向交错排布。如此设置,便于待装夹的义齿产品在导电挂架6上形成圆形装夹结构,优化了装夹空间,有利于实现义齿产品的多层夹装,有效避免了卡夹组件4或义齿产品间的相互遮挡,进而保证了义齿产品批量抛光的效果,大大提高了加工效率。
[0042]
其中,立杆3的尾端与支撑杆1铰接。立杆3绕铰接轴向支撑杆1的外侧翻转。立杆3与支撑杆1之间具有可调的外翻角。外翻角的调整范围为0
°‑
90
°
。如此设置,外翻角是指立杆3的中心线与支撑杆1的延长线之间的夹角,便于根据不同形状结构的义齿产品调整外翻角的角度值的大小,有利于义齿产品的错开排布,提升了夹具装夹的灵活性,保证了义齿产品批量加工的加工质量。外翻角优选为45
°
。
[0043]
为了进一步增加导电挂架6的装载义齿产品的数量,可在连接杆2上设置有多组支撑组件。多组支撑组件沿连接杆2的轴线方向呈等间距排布。如此设置,有利于进一步扩大装夹部的空间,进而增加了同时进行等离子体抛光的义齿产品,实现了大批量义齿产品抛光。可根据义齿产品的结构形状,在连接杆2上设置2-5组支撑组件,用以扩大导电挂架6的装载义齿产品的能力。
[0044]
导电挂架6可选用铜合金、钛合金、不锈钢等导电材质制成。第一绝缘层为绝缘保护胶。支撑杆1可选为圆杆、方杆等型材。支撑杆1可优选为方形长条杆。为了保证方形长条杆分别与连接杆2和立杆3的接触面积,以及满足义齿产品夹装和导电要求,方形长条杆的截面边长大于3mm,方形长条杆的长度大于60mm。如此一来,有利于保证夹具夹装时的稳定性。
[0045]
立杆3也可以选为方形长条杆。作为立杆3的方形长条杆的截面边长大于3mm,长度大于60mm,以便满足夹具稳定性和导电性要求。并为卡夹组件4的弹片夹角调整预留空间。立杆3与支撑杆1之间的外翻角优选为30
°‑
90
°
,以便义齿产品错开排位,减少义齿产品间相互遮挡的风险。
[0046]
[卡夹组件]
[0047]
如图2所示,卡夹组件4包括一组平行排布的弹片41。弹片41的一端焊接在立杆3上。弹片41的另一端与连接座42相焊接。弹片41的外侧和连接座42的外侧均包覆有第二绝缘层。连接座42上设置有与连接件7相连的螺纹孔。
[0048]
其中,第二绝缘层为绝缘保护胶。为了保证卡夹组件4的整体连接强度,弹片41分别与立杆3和连接座42的焊接重合长度均大于3mm。
[0049]
弹片41要求兼具一定的刚性及变形能力,以便于调整同一组弹片41间的夹角,即调整两个连接件7夹装点的距离,使其可适用于不同尺寸的义齿产品的夹装。弹片41厚度可选为0.2mm-3mm。弹片41的宽度可选为3mm-20mm。弹片41的长度可选为15mm-60mm。
[0050]
连接座42的长度可选为3mm-20mm。为了保证为连接件7预留调整空间,连接座42的长度优选为5mm-12mm。连接座42上螺纹孔的深度为最小为3mm。
[0051]
如图1所示,每一根立杆3上相邻卡夹组件4的朝向相反。如此设置,进一步避免了相邻义齿产品间的相互遮挡,实现了义齿产品的多层夹装,有利于保证义齿产品批量化加工的加工质量。
[0052]
[连接件]
[0053]
如图3所示,连接件7的连接部上设置有供义齿产品装夹的外螺纹。如此设置,义齿产品通过螺纹连接的方式与连接件7相连,有利于保证义齿产品与卡夹组件4之间连接的稳固性,避免了在电场加工过程中义齿产品被击伤击落,进而保证了义齿产品的表面品质。
[0054]
如图4所示,连接件7的连接部为弯钩。如此设置,弯钩采用捆扎的方式对义齿产品实施连接,有利于进一步提升夹具装夹的灵活性,便于多组卡夹组件4对一个异型义齿产品实施组合式装夹,进而扩大了夹具的适用范围。
[0055]
连接件7也由导电材质加工制成。连接件7的连接部还可以为丝杆、弯钩、螺帽等便于与义齿产品连接的结构。义齿产品可通过单个连接件7独立固定,也可通过多个连接件7共同固定。义齿产品与连接件7之间可以通过孔缝插入、弹力挤压、弹力支撑、丝材困扎、螺纹拧紧等方式固定。如此一来,义齿产品遮挡少,灵活性强,夹装稳定性高,加工效果有保障。
[0056]
螺纹孔内设置有非金属圆柱头,非金属圆柱头的外壁通过螺纹旋合在螺纹孔内。如此设置,非金属圆柱头用于对未与连接件7的螺纹段相旋合的螺纹孔形成保护,在导电挂架6上的卡夹组件4非满载的情况下,非金属圆柱头既保护了连接座42上的螺纹孔,又大大减少了连接件7耗材量,同时也可以减少耗材带来的电能消耗,进而降低了加工成本。
[0057]
实施例1
[0058]
利用组合式调节型抛光夹具对外径约30mm的3d打印tc4义齿颚板实施装夹和加工,选择8个义齿颚板同时进行批量抛光。tc4义齿颚板的边缘排布多个直径为1.5mm-2.2mm圆形孔。tc4义齿颚板的表面原始粗糙约3.7μm。
[0059]
支撑杆1为两根中心十字交叉焊接在同一水平面上的对称的长条杆。单根长条杆的厚度为4mm、宽度为10mm、长度为100mm。连接杆2由厚度4mm、宽度20mm、长度360mm的长条杆制成,并垂直焊接在支撑杆的中心上。连接杆2的顶部设置有直径为8mm的连接口5。通过紧固螺丝可将连接口5将导电挂架6整体与电源正极连接。立杆3由厚度6mm、宽度6mm、长度80mm的长条杆制成。立杆3焊接在支撑杆1两端,立杆3与支撑杆1之间夹角为45
°
。
[0060]
弹片41由两片厚度1.5mm、宽度10mm、长度35mm的钛合金片制成,且平行焊接在立杆3上。连接座42由长度10mm、外径4mm、内径2mm的带内螺纹的丝座制成。连接座42的外端面与弹片41通过满焊的方式紧密连接。连接座42的外端面与弹片41的外端面平齐。连接件7为长15mm的钛合金丝杆,丝杆的螺纹与螺纹孔相匹配。
[0061]
采用上述组合式调节型抛光夹具对3d打印tc4义齿颚板实施批量抛光的过程如下:
[0062]
步骤1、将连接件7旋入连接座的螺纹孔中,螺纹的旋合长度为5mm;
[0063]
步骤2、将义齿颚板逐个装入夹具中,调整卡夹组件4的两个弹片之间的夹角为10
°‑
30
°
,优选将一组卡夹的两个产品连接件7裸露部分之间的距离调整为27mm-31mm,使颚板外边缘受到同组产品连接件7的一定挤压力,以保障义齿颚板可以稳定卡夹在两个连接件7之间;
[0064]
步骤3、通过紧固螺丝将连接口5和工作槽上方的阳极导电杆连接好,实现义齿颚板与电源正极的连接;
[0065]
步骤4、启动设备,加工10min;
[0066]
步骤5、清洗,并吹干工件表面;
[0067]
结合图5所示,加工后的产品表面光亮,抛光效果均匀,测量表面平均粗糙度为0.23μm。
[0068]
实施例2
[0069]
选用加工产品为外径30mm的铸造钛合金义齿支架,选择8个义齿支架同时批量加工。铸造钛合金义齿支架的边缘排布多个直径1.5mm-2.2mm圆形孔,表面原始粗糙约8.6μm。以下为采用实施例1中的夹具对铸造钛合金义齿支架进行抛光的过程:
[0070]
步骤1、将连接件7旋入连接座的螺纹孔中,螺纹的旋合长度为8mm;
[0071]
步骤2、将铸造钛合金义齿支架逐个装入夹具中,调整卡夹组件4的两个弹片之间的夹角为20
°‑
40
°
,优选将一组卡夹的两个连接件7裸露部分之间的距离调整为29mm-33mm,使铸造钛合金义齿支架受到同组连接件7的一定拉伸力,以保障铸造钛合金义齿支架可以稳定卡夹在两个连接件7之间;
[0072]
步骤3、通过紧固螺丝将连接口5和工作槽上方的阳极导电杆连接好,实现铸造钛合金义齿支架与电源正极的连接;
[0073]
步骤4、启动设备,加工10min;
[0074]
步骤5、清洗,并吹干工件表面。
[0075]
结合图5所示,加工后的产品表面光亮,抛光效果均匀,测量表面平均粗糙度为0.47μm。
[0076]
实施例3
[0077]
选用加工产品为16个机加工钴铬合金牙冠同时批量加工,表面原始粗糙约1.6μm。采用示例1中所述夹具对上述产品进行加工,但是产品连接件7由丝杆更换为一端为丝杆,另一端为3/4圆形弯钩的不锈钢结构。丝杆长为10mm。3/4圆形弯钩直径约10mm,由直径1mm的不锈钢丝制成。以下为抛光的过程:
[0078]
步骤1、将连接件7旋入连接座的螺纹孔中,螺纹的旋合长度为7mm;
[0079]
步骤2、将机加工钴铬合金牙冠逐个装入夹具中,根据牙冠产品外径调整每个连接件7上的裸露3/4圆形弯钩的弯曲度,使其能紧密贴合牙冠表面,进而使得牙冠表面受到弯钩的挤压力,调整卡夹组件4的两个弹片41之间的夹角,减少产品之间遮挡;
[0080]
步骤3、通过紧固螺丝将连接口5和工作槽上方的阳极导电杆连接好,实现机加工钴铬合金牙冠与电源正极的连接;
[0081]
步骤4、启动设备,加工6min;
[0082]
步骤5、清洗,并吹干工件表面;
[0083]
结合图7所示,加工后的产品表面光亮,抛光效果均匀,测量表面平均粗糙度为0.14μm。
[0084]
根据上述三组实施例结果可知,本发明实施例中提出的一种组合式调节型义齿抛光夹具可以通过不同类型连接件的更换,实现对多种成型方式的不同结构的义齿产品的批量抛光。该夹具的可调节范围广,多用优势突出。实现了批量化高效加工的同时,也可以保障产品加工品质,对义齿抛光行业具有重要的实用价值。
[0085]
本发明实施例中提供的夹具不仅适用于义齿产品的批量抛光,通过合适的连接件也同样适用于其他领域复杂异形结构产品的批量抛光。例如,航空发动机、叶轮、表盘表链、模具、工艺饰品、骨科植入物等。同时,本发明实施例中提供的夹具在其他电场加工领域也是同样适用。例如电镀、电解抛光、阳极氧化、微弧氧化等。
[0086]
结合以上本发明的技术方案,本发明一种组合式调节型多用义齿抛光夹具,其显著的有益效果在于:
[0087]
1)传统等离子体抛光使用的夹具是固定式的金属丝/杆,其负责产品连接和导电的金属部分与夹具本身是一体的,夹具整体结构固定,可调节范围窄,适用的产品种类有限。而本发明是一种组合式的分体结构,产品连接件是独立于夹具挂架主体之外的灵活结构,可以根据产品特点自由选择合适的产品连接件,也可以通过产品连接杆旋入内丝接头的距离来调节产品连接杆的工作部分尺寸,同时还可以通过产品卡夹的弹片开口角度来调节产品夹装距离。这使得本发明结构灵活性很强,能够满足尺寸、形状结构各异的义齿产品的夹装要求,包括支架、牙冠、种植体等,适用产品范围非常广,“多用”优点突出;
[0088]
2)本发明中挂架主体及产品连接件中旋入内丝接头部分都被保护,消耗部分仅产品连接件裸露部分,通过旋入内丝接头距离控制可以调节产品连接件的消耗部位和消耗量,导电部分不足时将内丝接头内部产品连接件旋出适当距离即可继续使用,产品连接件可以使用更久,耗材更换频次更低,故本发明夹具的使用寿命更长,夹具成本更低;
[0089]
3)本发明产品连接件可灵活更换,产品连接件类型可根据需要自由选择,可通过
单个连接件独立固定,亦可通过多个连接件共同固定,产品夹装灵活性高,稳定性好;
[0090]
4)本发明是一种间隔对称的圆形结构,结构简单,占用空间小,不仅可以实现义齿产品的多层夹装,还可以避免夹具或产品遮挡,保证了义齿批量抛光效果,大大提高了加工效率;
[0091]
5)本发明产品连接件可自由选择,消耗部分和保护部分可调可控,有利于降低产品加工过程中的耗材,若遇到产品装载不满的情况时,也可以将空产品连接杆替换为耐高温非金属堵头,如此即保护了内丝接头孔,又大大减少耗材量,降低耗材量不仅可以降低耗材成本,同时也可以减少耗材带来的电能消耗,降低加工成本。
[0092]
本发明不局限于上述实施例所述的具体技术方案,除上述实施例外,本发明还可以有其他实施方式。对于本领域的技术人员来说,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等形成的技术方案,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。