1.本发明涉及表面处理技术领域,具体涉及一种铜锡合金表面处理液及其制备方法与应用。
背景技术:
2.铜锡合金俗称青铜,是应用最为广泛的合金镀层之一,根据其锡含量分为三类:即含锡量为8%~15%为低锡青铜,外观呈金黄色,即仿金镀层;含锡量为15%~40%为中锡青铜,外观呈银白色;含锡量为40%~50%为高锡青铜(又称为白青铜),外观呈雪白色。电镀白铜锡合金属于高锡青铜,外观呈雪白光亮,其结构属于金属间化合物,故具有特殊的物理化学性能,硬度介于镍与铬之间,具有很好的耐磨性,可作为代银、代镍和代铬层,大量应用于钟表、仪器、餐具、灯饰、银镜和首饰等配件的表面作为防护-装饰镀层。
3.白铜锡合金镀层本身在干燥的环境条件下,具有较好抗氧化性,不易变色的优点,但作为防护-装饰镀层使用时,在一些潮湿环境下,尤其经常与人体汗液接触的时候,就会很容易氧化变色或腐蚀发黑,耐蚀性能不足,失去装饰效果,影响产品质量,也限制应用范围。
4.为了提高白铜锡镀层的耐蚀性,尤其是耐人体汗液的腐蚀,一般都需要在白铜锡镀层上进行后处理工序。相关技术中常用的电镀后处理工艺:
5.1)防变色处理:即对白铜锡镀层进行钝化处理,使镀层表面形成一层较很薄且致密的氧化物膜层,可以提高整体的耐腐蚀性能。常用的是重铬酸钾或铬酸进行钝化处理,此工艺虽然能满足镀层耐中性盐雾试验的要求,但对满足耐人工汗试验的要求没有多大帮助,且重铬酸钾或铬酸对人体健康危害大,不符合环保要求。
6.2)防变色处理 喷涂清漆:在此工艺是在钝化处理后,再通过喷漆透明漆,使最外表层形成一层较厚的透明有机膜层,因而具有很强的耐腐蚀性能,这种工艺处理虽然能满足各种耐腐蚀试验的要求,但因增加喷涂工序后,不仅外观色泽和质感与白铜锡本色有明显色差,不符合外观要求,而且生产工艺的成本也明显增加。
7.3)电镀一层薄的贵金属:此艺就是在白铜锡镀层上再电镀上一层薄的贵金属镀层,利用贵金属具有非常稳定的化学特性,优异的耐腐蚀性能,来保护白铜锡镀层,从而提高整体的耐腐蚀性能,如镀钯、铂和铑等。这种方法虽然能满足各种耐腐蚀试验的要求,但是其外观呈现的是贵金属镀层的色泽,会存在一定的色差,关键是加工成本明显增加,只局限于高端产品应用。
8.电镀后处理是提高白铜锡镀层耐腐蚀性能不可或缺的工序,其在处理过程中所形成的保护膜层,是提高耐蚀性能的关键,然而相关技术中的后处理方法在应用中存在以下缺点:
9.(1)使用重铬酸盐或铬酸钝化,获得单一钝化膜层,不能满足更为严格的耐蚀要求(如耐人工汗试验),且而物料不符合环保要求;
10.(2)表面喷涂透明漆处理,虽然满足耐蚀性能的要求,但是外观色泽明显变化,不
符合要求,且工艺复杂成本高;
11.(3)镀贵金属处理,则生产成本太高,无法规模应用。
12.因此,需要开发一种铜锡合金表面处理液,利用该处理液处理后的铜锡合金耐腐蚀效果好。
技术实现要素:
13.为解决现有技术中存在的问题,本发明提供了一种铜锡合金表面处理液,利用该处理液处理后的铜锡合金耐腐蚀效果好。
14.本发明还提供了上述铜锡合金表面处理液的制备方法。
15.本发明还提供了上述铜锡合金表面处理液进行表面处理的方法。
16.具体如下:本发明第一方面提供了一种铜锡合金表面处理液,由钝化液和封闭剂组成;
17.所述钝化液包括以下制备原料:
18.钼酸盐、硝酸盐、磷酸盐、钴盐和ph调节剂;
19.所述封闭剂包括以下制备原料:
20.纳米硅溶胶、聚氨酯分散体和稳定剂。
21.根据本发明铜锡合金表面处理液技术方案中的一个技术方案,至少具备如下技术效果:
22.本发明的钝化液是以钼酸盐和磷酸盐等为主要成份的环保配方,在外加电流作用,提高了钝化膜层厚度,克服了相关技术中重铬酸盐或铬酸因钝化膜层太薄而耐蚀性不足的缺点,从而提高了耐腐蚀性;同时本发明还使用有机无机混合封闭剂进行封闭处理,替代相关技术中喷漆透明漆处理工艺,得到的膜层更薄,外观色泽和质感变化小,且使用成本明显降低。
23.本发明钝化液中各组分的作用如下:
24.钼酸盐既可以作为氧化剂,同时还提供了钼金属,是形成磷钼氧化膜结构的主要成份。
25.硝酸盐为活化剂,溶解了铜锡合金表面的氧化膜,使合金表面充分活化。
26.磷酸盐为成膜剂,是形成磷钼氧化膜结构的主要成份
27.钴盐为耐蚀增强剂,同时还提供钴金属,改善了膜层致密性,明显提高了膜层的耐蚀性。
28.ph调节剂调节了钝化液的ph值,提高了钝化液的稳定性。
29.本发明封闭剂中各组分的作用如下:
30.纳米硅溶胶提供了无机纳米颗粒,对氧化膜层孔隙进行封孔和填充。
31.稳定剂起到稳定封闭剂的作用,防止封闭剂发生团聚。
32.聚氨酯分散体为成膜剂:与纳米硅溶胶配合,对氧化物膜层进行封闭,得到致密的无机有机复合膜层,提高了合金的耐蚀性。
33.根据本发明的一些实施方式,所述钝化液包括以下质量分数的制备原料:
34.钼酸盐1%~2%、硝酸盐0.3%~1%、磷酸盐0.2%~0.8%、钴盐0.1%~0.4%和ph调节剂0.1%~0.5%。
35.根据本发明的一些实施方式,所述钝化液包括以下质量分数的制备原料:
36.钼酸盐1%~2%、硝酸盐0.3%~1%、磷酸盐0.2%~0.8%、钴盐0.1%~0.4%、ph调节剂0.1%~0.5%和水95.3%~98.3%。
37.根据本发明的一些实施方式,所述钝化液由以下质量分数的制备原料组成:
38.钼酸盐1%~2%、硝酸盐0.3%~1%、磷酸盐0.2%~0.8%、钴盐0.1%~0.4%、ph调节剂0.1%~0.5%和水余量。
39.根据本发明的一些实施方式,所述钝化液中钼酸盐的质量分数为1.5%~1.7%。
40.根据本发明的一些实施方式,实施钼酸盐包括钼酸铵、钼酸钠和钼酸钾中的至少一种。
41.根据本发明的一些实施方式,所述钝化液中硝酸盐的质量分数为0.5%~0.8%。
42.根据本发明的一些实施方式,所述硝酸盐包括硝酸钾、硝酸钠和硝酸铵中的至少一种。
43.根据本发明的一些实施方式,所述钝化液中磷酸盐的质量分数为0.4%~0.8%。
44.根据本发明的一些实施方式,所述磷酸盐包括磷酸一氢盐和磷酸二氢盐中的至少一种。
45.根据本发明的一些实施方式,所述磷酸盐包括磷酸钾、磷酸钠和磷酸铵中的至少一种。
46.根据本发明的一些实施方式,所述磷酸一氢盐包括磷酸一氢钾、磷酸一氢钠和磷酸一氢铵中的至少一种。
47.根据本发明的一些实施方式,所述磷酸二氢盐包括磷酸二氢钾、磷酸二氢钠和磷酸二氢铵中的至少一种。
48.根据本发明的一些实施方式,所述钝化液中钴盐的质量分数为0.15%~0.25%。
49.根据本发明的一些实施方式,所述钝化液中ph调节剂的质量分数为0.2%~0.4%。
50.根据本发明的一些实施方式,所述ph调节剂包括有机羧酸。
51.根据本发明的一些实施方式,所述有机羧酸为醋酸。
52.根据本发明的一些实施方式,所述钴盐为亚钴盐。
53.根据本发明的一些实施方式,所述亚钴盐包括硫酸亚钴、硝酸亚钴和氯化亚钴中的至少一种。
54.根据本发明的一些实施方式,所述钝化液中水的质量分数为96.25%~97.25%。
55.根据本发明的一些实施方式,所述钝化液包括以下质量分数的制备原料:
56.钼酸盐1.5%~1.7%、硝酸盐0.5%~0.8%、磷酸盐0.4%~0.6%、钴盐0.15%~0.25%、ph调节剂0.2%~0.4%和水96.25%~97.25%。
57.根据本发明的一些实施方式,所述钝化液包括以下质量分数的制备原料:
58.钼酸盐1.5%~1.7%、硝酸盐0.5%~0.8%、磷酸盐0.4%~0.6%、钴盐0.15%~0.25%、ph调节剂0.2%~0.4%和水余量。
59.根据本发明的一些实施方式,所述钝化液的ph为4.0~5.5。
60.根据本发明的一些实施方式,所述封闭剂包括以下质量分数的制备原料:
61.纳米硅溶胶4%~10%、聚氨酯分散体0.1%~0.5%和稳定剂0.1%~0.4%。
62.根据本发明的一些实施方式,所述封闭剂包括以下质量分数的制备原料:
63.纳米硅溶胶4%~10%、聚氨酯分散体0.1%~0.5%、稳定剂0.1%~0.4%和水89.1%~95.8%。
64.根据本发明的一些实施方式,所述封闭剂由以下质量分数的制备原料组成:
65.纳米硅溶胶4%~10%、聚氨酯分散体0.1%~0.5%、稳定剂0.1%~0.4%和水余量。
66.根据本发明的一些实施方式,所述封闭剂中纳米硅溶胶的质量分数为6%~8%。
67.根据本发明的一些实施方式,所述纳米硅溶胶中二氧化硅的质量含量为30%~40%。
68.根据本发明的一些实施方式,所述纳米硅溶胶的ph为9.0~10.0.
69.根据本发明的一些实施方式,所述纳米硅溶胶中二氧化硅的平均粒径为1nm~10nm。
70.根据本发明的一些实施方式,所述纳米硅溶胶中二氧化硅的平均粒径为1nm~5nm。
71.根据本发明的一些实施方式,所述封闭剂中稳定剂的质量分数为0.15%~0.25%。
72.根据本发明的一些实施方式,所述稳定剂包括明胶。
73.根据本发明的一些实施方式,所述封闭剂中聚氨酯分散体的质量分数为0.2%~0.4%。
74.根据本发明的一些实施方式,所述聚氨酯分散体为水性聚氨酯分散体。
75.根据本发明的一些实施方式,所述聚氨酯分散体的固含量为30%~35%。
76.根据本发明的一些实施方式,所述钝化剂中水的质量分数为91.4%~93.65%。
77.根据本发明的一些实施方式,所述封闭剂包括以下质量分数的制备原料:
78.纳米硅溶胶6%~8%、聚氨酯分散体0.2%~0.4%和稳定剂0.15%~0.25%。
79.根据本发明的一些实施方式,所述封闭剂包括以下质量分数的制备原料:
80.纳米硅溶胶6%~8%、聚氨酯分散体0.2%~0.4%和稳定剂0.15%~0.25%和水91.4%~93.65%。
81.本发明第二方面公开了上述铜锡合金表面处理液的制备方法。
82.包括以下步骤:将所述钼酸盐、所述硝酸盐、所述磷酸盐、所述钴盐和所述ph调节剂混合制得钝化液;
83.将所述纳米硅溶胶、所述聚氨酯分散体和所述稳定剂混合制得封闭剂。
84.本发明第三方面公开了上述铜锡合金表面处理液进行表面处理的方法,包括以下步骤:
85.s1、将所述铜锡合金采用钝化液进行电化学钝化处理,制得钝化铜锡合金;
86.s2、将步骤s1中制得的钝化铜锡合金采用封闭剂进行封闭处理。
87.根据本发明的一些实施方式,步骤s1中所述钝化处理的温度为40℃~60℃。
88.根据本发明的一些实施方式,步骤s1中所述钝化处理的ph为4.0~5.5。
89.根据本发明的一些实施方式,步骤s1中所述钝化处理的时间为30s~60s。
90.根据本发明的一些实施方式,步骤s1中所述钝化处理的电流密度为0.4a/dm2~
1.5a/dm2。
91.钝化处理使铜锡层上形成一层透明且较厚的氧化物膜层。
92.根据本发明的一些实施方式,步骤s2中所述封闭处理的温度为25℃~35℃。
93.根据本发明的一些实施方式,步骤s2中所述封闭处理的ph为9.0~10.0。
94.根据本发明的一些实施方式,步骤s2中所述封闭处理的时间为30s~60s。
95.封闭处理的目的为用纳米微粒填充表面氧化层的孔隙或缺陷,使耐蚀性明显提升。
96.根据本发明的一些实施方式,所述铜锡合金的制备方法,包括以下步骤:
97.在基板上依次进行碱性无氰镀铜、酸性镀铜和无氰镀白铜锡合金。
98.根据本发明的一些实施方式,所述基板包括钢板。
99.根据本发明的一些实施方式,所述基板进行预处理。
100.根据本发明的一些实施方式,所述预处理依次为热浸、酸洗、电解和活化。
101.根据本发明的一些实施方式,所述热浸采用脱脂剂处理。
102.根据本发明的一些实施方式,所述热浸的温度为50℃~60℃。
103.根据本发明的一些实施方式,所述热浸的时间为10min~15min。
104.热浸的目的为清洁基材表面的油脂和污垢。
105.根据本发明的一些实施方式,所述酸洗采用盐酸处理。
106.根据本发明的一些实施方式,所述盐酸的质量分数为35%~40%。
107.根据本发明的一些实施方式,所述盐酸的质量分数为38%。
108.根据本发明的一些实施方式,所述酸洗的温度为25℃~35℃。
109.根据本发明的一些实施方式,所述酸洗的时间为5min~10min。
110.酸洗的目的为去除基材表面的锈蚀和氧化膜层。
111.根据本发明的一些实施方式,所述电解采用电解脱脂剂处理。
112.根据本发明的一些实施方式,所述电解的温度为45℃~50℃。
113.根据本发明的一些实施方式,所述电解的时间为1min~2min。
114.根据本发明的一些实施方式,所述电解的阴极电流密度为3.0a/dm2~4.0a/dm2。
115.电解的目的为利用阴极电解产生的氢气,促进基材表面更加清洁干净。
116.根据本发明的一些实施方式,所述酸活化采用硫酸溶液处理。
117.根据本发明的一些实施方式,所述硫酸溶液的质量分数在98%以上。
118.酸活化基材表面金属或镀层,使镀层之间结合力更好。
119.根据本发明的一些实施方式,所述碱性无氰镀铜的温度为50℃~60℃。
120.根据本发明的一些实施方式,所述碱性无氰镀铜的ph为9.3~9.8。
121.根据本发明的一些实施方式,所述碱性无氰镀铜的时间为20min~30min。
122.根据本发明的一些实施方式,所述碱性无氰镀铜的阴极电流密度为2.0a/dm2~2.5a/dm2。
123.根据本发明的一些实施方式,所述碱性无氰镀铜的镀层厚度为6μm~7μm。
124.碱性无氰镀铜用于基材打底镀层,确保基材与镀层之间获得良好的结合力。
125.根据本发明的一些实施方式,所述酸性镀铜的温度为24℃~26℃。
126.根据本发明的一些实施方式,所述酸性镀铜的时间为30min~40min。
127.根据本发明的一些实施方式,所述酸性镀铜的阴极电流密度为4.0a/dm2~4.5a/dm2。
128.根据本发明的一些实施方式,所述酸性镀铜的镀层厚度为25μm~30μm。
129.酸性镀铜使基材表面获得高填平和高光泽的外观质感,同时减少镀层表面缺陷。
130.根据本发明的一些实施方式,所述无氰镀白铜锡合金的温度为30℃~32℃。
131.根据本发明的一些实施方式,所述无氰镀白铜锡合金的ph为8.0~9.0。
132.根据本发明的一些实施方式,所述无氰镀白铜锡合金的时间为10min~20min。
133.根据本发明的一些实施方式,所述无氰镀白铜锡合金的阴极电流密度为0.5a/dm2~1.0a/dm2。
134.根据本发明的一些实施方式,所述无氰镀白铜锡合金的镀层厚度为0.8μm~1μm。
135.无氰镀使基材表面获得均匀光亮、银白色的镀层。
136.根据本发明的一些实施方式,步骤s2后进行热水洗和烘干处理。
137.根据本发明的一些实施方式,所述热水洗的温度为25℃~35℃。
138.根据本发明的一些实施方式,所述热水洗的时间为10s~15s。
139.根据本发明的一些实施方式,所述烘干的温度为100℃~110℃。
140.根据本发明的一些实施方式,所述烘干的时间为15min~20min。
141.根据本发明应用的技术方案中的一个技术方案,至少具备如下有益效果:
142.本发明的目的是针对现有白铜锡镀层后处理方法在实际应用中存在的缺点,提供一种新的后处理方法:电解钝化 封闭的组合处理方法,经过此后处理方法的白铜锡镀层,不仅可以保持原白铜锡镀层的色泽和质感,而且能明显提高镀层的耐蚀性能,关键是使用物料符合环保,工艺操作简单,综合成本低,易于规模化应用。
143.本发明的电镀后处理方法主要包含了无铬电解钝化处理和有机无机混合封闭处理两道工序相互搭配得到的。其中无铬电解钝化处理,是利用外加电流的作用下,使白铜锡镀层表面形成快速度形成一层较厚很致密且耐蚀的氧化物膜层,然后再浸入含有纳米级无机微粒的有机封闭剂中,利用无机微粒易渗透和被吸附的特性,对白铜锡合金和钝化膜层的微小细孔或缺陷进行填充封闭,随后利用中等温度烘干,使得表面形成更为致密且透明复合氧化物膜,这样的膜层不仅外观色泽变化很小,耐蚀性得到明显提高,而使用成本低。
144.本发明的电镀后处理方法在实际应用时,可有效克服了现有后处理工艺物料不环保、使用成本高、耐蚀性不足的缺点,具有工艺和物料符合环保,白铜锡镀层耐蚀性能明显提升,同时生产成本低,提高生产效益,易于规模应用。
具体实施方式
145.以下将结合实施例对本发明的构思及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。
146.本发明的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示
意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
147.实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
148.本发明实施方式中的实验材料:
149.基材为冷轧钢板,型号为cdcm-spcc,基材大小:长为:100mm;宽为50mm;厚度为0.3mm。
150.本发明实施方式中的白铜锡合金镀层的制备方法,由以下步骤组成:
151.热浸除油
→
水洗
→
酸洗除锈
→
水洗
→
电解除油
→
水洗
→
酸活化
→
水洗
→
碱性无氰镀铜
→
水洗
→
酸活化
→
水洗
→
酸性镀铜
→
水洗
→
酸活化
→
无氰镀白铜锡合金
→
水洗
→
后处理工艺。
152.以上工艺流程、操作条件和使用药品均是按照瑞期精细化学工程有限公司提供的标准产品说明书进行得到的。
153.本发明实施方式中后处理工艺的制备方法,由以下步骤组成:
154.无氰镀白铜锡合金
→
水洗
→
无铬电解钝化
→
水洗
→
封闭
→
水洗
→
热水洗
→
烘干
→
性能检测(外观检视和耐腐蚀性试验)。
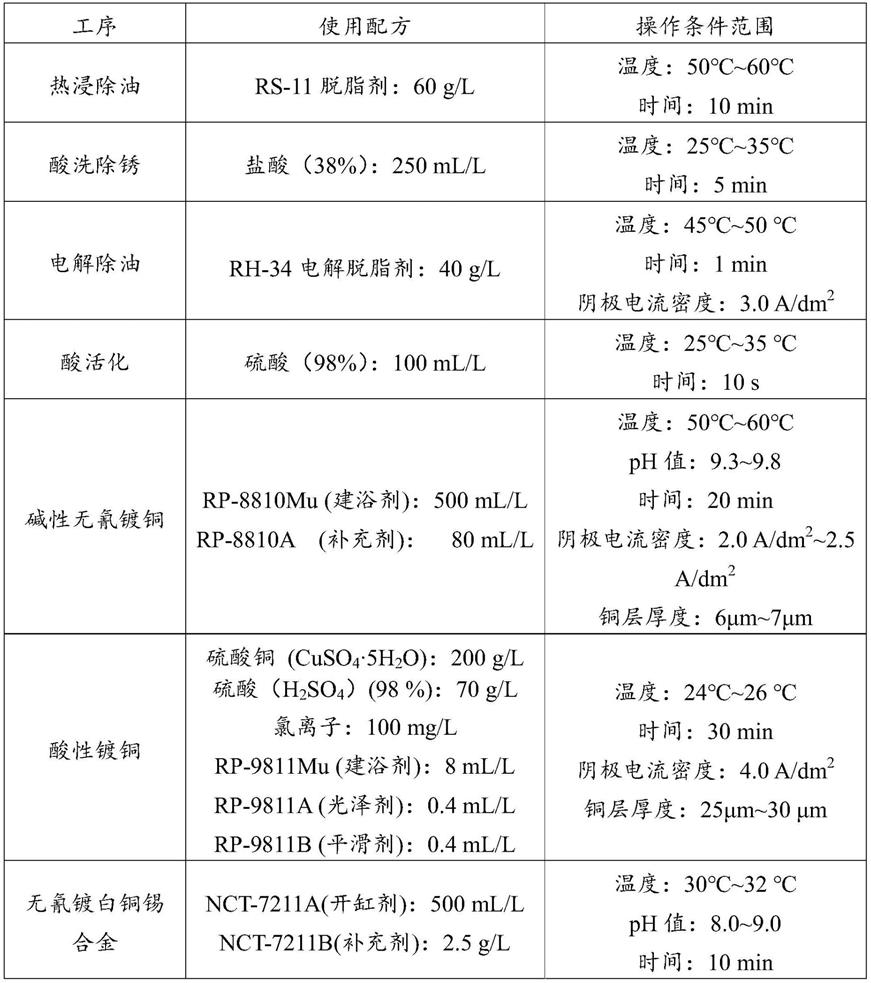
155.本发明实施方式中关键工序及其配方如表1。
156.表1本发明实施方式中关键工序及其配方。
157.[0158][0159]
注:上述使用到的rs-11脱脂剂、rh-34电解脱脂剂、rp-8810mu(建浴剂)、rp-8810a(补充剂)、rp-9811mu(建浴剂)、rp-9811a(光泽剂)、rp-9811b(平滑剂)、nct-7211a(开缸剂)和nct-7211b(补充剂)均为江門市瑞期精細化工程有限公司正常市售的产品。
[0160]
下面详细描述本发明的具体实施例。
[0161]
本发明实施方式中所用纳米硅溶胶购自广东惠尔特纳米科技有限公司的hs-515小粒径硅溶胶,平均粒径为4.5nm(2nm~7nm)。
[0162]
水性聚氨酯分散体为gsb01-9306(固含为35%)。
[0163]
实施例1
[0164]
本实施例为一种铜锡合金表面处理液,由无铬电解钝化液和封闭剂组成。
[0165]
无铬电解钝化液由以下质量分数的制备原料组成:
[0166]
钼酸铵1.5%;硝酸铵0.6%:磷酸二氢钠0.5%;硫酸亚钴0.15%;醋酸0.2%和水余量。
[0167]
封闭剂由以下质量分数的制备原料组成:
[0168]
纳米硅溶胶6%;明胶0.15%;水性聚氨酯分散体0.3%和水余量。
[0169]
本实施例中的白铜锡合金镀层的制备方法,由以下步骤组成:
[0170]
s1、热浸除油:采用60g/l rs-11脱脂剂在温度为55℃的条件下对冷轧钢板(cdcm-spcc)进行热浸处理10min后,对处理后的冷轧钢板水洗。
[0171]
s2、酸洗除锈:采用质量分数为38%的盐酸对步骤s1处理后的冷轧钢板进行酸洗处理;其中,温度为30℃,时间为5min;对酸洗处理后的冷轧钢板水洗。
[0172]
s3、电解除油:对步骤s2处理后的冷轧钢板,在40g/l的rh-34电解脱脂剂、温度为50℃何阴极电流密度为3.0a/dm2条件下电解1min后水洗。
[0173]
s4、首次酸活化:对步骤s3处理后的冷轧钢板在温度为30℃,质量分数为98%的硫酸溶液中活化10s后,水洗。
[0174]
s5、碱性无氰镀铜:对步骤s4处理后的冷轧钢板进行碱性无氰镀铜处理后水洗;其
中,碱性无氰镀铜的镀液包括:rp-8810mu(建浴剂):500ml/l和rp-8810a (补充剂):80ml/l。
[0175]
碱性无氰镀铜的参数为:
[0176]
温度:50℃;ph值:9.5;时间:20min;阴极电流密度:2.5a/dm2;铜层厚度:6μm~7μm。
[0177]
s6、再次酸活化:
[0178]
对步骤s5处理后的冷轧钢板在温度为30℃,质量分数为98%的硫酸溶液中活化10s后,水洗。
[0179]
s7、酸性镀铜:
[0180]
步骤s6处理后的冷轧钢板进行酸洗镀铜处理后水洗;
[0181]
其中,酸洗镀铜的镀液包括:
[0182]
硫酸铜(cuso4·
5h2o):200g/l;
[0183]
硫酸(h2so4)(98%):70g/l;
[0184]
氯离子:100mg/l;
[0185]
rp-9811mu(建浴剂):8ml/l;
[0186]
rp-9811a(光泽剂):0.4ml/l;
[0187]
rp-9811b(平滑剂):0.4ml/l。
[0188]
酸洗镀铜的参数为:
[0189]
温度:25℃;时间:30min;阴极电流密度:4.0a/dm2;铜层厚度:25μm~30μm。
[0190]
s8、第三次酸活化:
[0191]
对步骤s7处理后的冷轧钢板在温度为30℃,质量分数为98%的硫酸溶液中活化10s。
[0192]
s9、无氰镀白铜锡合金:
[0193]
步骤s8处理后的冷轧钢板进行无氰镀白铜锡合金处理后水洗;
[0194]
其中,无氰镀白铜锡合金的镀液包括:
[0195]
nct-7211a(开缸剂):500ml/l;
[0196]
nct-7211b(补充剂):2.5g/l。
[0197]
无氰镀白铜锡合金的参数为:
[0198]
温度:30℃;ph值:8.5;时间:10min;阴极电流密度:0.5a/dm2;白铜锡层厚度:0.8μm~1μm。
[0199]
本实施例后处理工艺,由以下步骤组成:
[0200]
s01、无铬电解钝化:
[0201]
将本实施例制得的白铜锡合金采用本实施例的钝化液进行钝化处理,钝化处理后水洗;其中钝化处理的参数为:温度:50℃;ph值:5.0;时间:60s;阴极电流密度:1.0a/dm2。
[0202]
s02、封闭:
[0203]
将步骤s01处理后的白铜锡合金进行封闭处理,封闭处理后水洗;其中,封闭处理的参数为:温度:30℃;ph值:9.0;时间:45s。
[0204]
s03、热水洗:
[0205]
将步骤s02处理后的白铜锡合金采用30℃的热水洗涤15s,再在100℃下烘干
20min。
[0206]
实施例2
[0207]
本实施例为一种铜锡合金表面处理液,由无铬电解钝化液和封闭剂组成。
[0208]
无铬电解钝化液由以下质量分数的制备原料组成:
[0209]
钼酸铵1.6%;硝酸铵0.7%:磷酸二氢钠0.5%;硫酸亚钴0.20%;醋酸0.3%和水余量。
[0210]
封闭剂由以下质量分数的制备原料组成:
[0211]
纳米硅溶胶7%;明胶0.20%;水性聚氨酯分散体0.3%和水余量。
[0212]
本实施例的白铜锡合金镀层的制备方法及后处理工艺与实施例1相同。
[0213]
实施例3
[0214]
本实施例为一种铜锡合金表面处理液,由无铬电解钝化液和封闭剂组成。
[0215]
无铬电解钝化液由以下质量分数的制备原料组成:
[0216]
钼酸铵1.7%;硝酸铵0.8%:磷酸二氢钠0.6%;硫酸亚钴0.25%;醋酸0.4%和水余量。
[0217]
封闭剂由以下质量分数的制备原料组成:
[0218]
纳米硅溶胶8%;明胶0.20%;水性聚氨酯分散体0.4%和水余量。
[0219]
本实施例的白铜锡合金镀层的制备方法及后处理工艺与实施例1相同。
[0220]
空白样
[0221]
空白样为未经任何后处理的白铜锡合金镀层。测试工艺流程为:
[0222]
热浸除油
→
水洗
→
酸洗除锈
→
水洗
→
电解除油
→
水洗
→
酸活化
→
水洗
→
碱性无氰镀铜
→
水洗
→
酸活化
→
水洗
→
酸性镀铜
→
水洗
→
酸活化
→
无氰镀白铜锡合金
→
水洗
→
热水洗
→
烘干
→
性能检测。
[0223]
本空白例的白铜锡合金镀层的制备方法与实施例1相同。
[0224]
对比例1
[0225]
本对比例为一种钝化液及钝化处理工艺。
[0226]
本对比例的钝化液为重铬酸钾钝化液,由以下质量浓度的制备原料组成:
[0227]
重铬酸钾:50g/l;用醋酸调整ph值至3.0~4.0之间。
[0228]
采用重铬酸钾进行钝化处理工艺对比,测试工艺流程为:
[0229]
热浸除油
→
水洗
→
酸洗除锈
→
水洗
→
电解除油
→
水洗
→
酸活化
→
水洗
→
碱性无氰镀铜
→
水洗
→
酸活化
→
水洗
→
酸性镀铜
→
水洗
→
酸活化
→
无氰镀白铜锡合金
→
水洗
→
重铬酸钾钝化
→
水洗
→
热水洗
→
烘干
→
性能检测。
[0230]
本对比例的白铜锡合金镀层的制备方法与实施例1相同。
[0231]
重铬酸钾钝化的温度:30℃~35℃。
[0232]
重铬酸钾钝化的时间:40s~60s。
[0233]
对比例2
[0234]
本对比例为一种钝化处理工艺,包括以下步骤:
[0235]
热浸除油
→
水洗
→
酸洗除锈
→
水洗
→
电解除油
→
水洗
→
酸活化
→
水洗
→
碱性无氰镀铜
→
水洗
→
酸活化
→
水洗
→
酸性镀铜
→
水洗
→
酸活化
→
无氰镀白铜锡合金
→
水洗
→
热水洗
→
烘干
→
冷却
→
喷涂水性漆
→
烘干
→
性能检测。
[0236]
本对比例的白铜锡合金镀层的制备方法与实施例1相同。
[0237]
水性漆:水性丙烯酸型透明清漆(sj-108a)。
[0238]
喷涂水性漆后的烘干温度:150℃;烘干时间:30min;透明漆膜层厚度:8μm~10μm。
[0239]
对比例3
[0240]
本对比例为一种后处理工艺。
[0241]
热浸除油
→
水洗
→
酸洗除锈
→
水洗
→
电解除油
→
水洗
→
酸活化
→
水洗
→
碱性无氰镀铜
→
水洗
→
酸活化
→
水洗
→
酸性镀铜
→
水洗
→
酸活化
→
无氰镀白铜锡合金
→
水洗
→
镀钯金属
→
水洗
→
热水洗
→
烘干
→
性能检测。
[0242]
本对比例的白铜锡合金镀层的制备方法与实施例1相同。
[0243]
镀钯金属配方组成:二氯化钯:45g/l;1,2-乙二胺:50g/l;硫酸钠:130g/l。
[0244]
本对比例中镀钯金属操作条件如下:
[0245]
ph值:11~12;
[0246]
温度:25℃~30℃;
[0247]
阴极电流密度:0.1a/dm2~0.3a/dm2;
[0248]
时间:2min~3min;
[0249]
阳极材料:精密炭板;
[0250]
钯金属厚度为:0.1μm~0.15μm。
[0251]
本发明实施例1~3、空白样和对比例1~3后处理的白铜锡镀层的性能测试方法如下:
[0252]
外观效果判定:
[0253]
以没有进行后处理的白铜锡镀层为空白参比,目视观察经过后处理后镀层表面的色泽和光亮度与空白之间的差异大小,分别以1分~5分判定结果,分值越高表示差异小,分值越低表示差异大。
[0254]
耐蚀性检测方法:
[0255]
1.采用耐中性盐雾(nss)时间评价后处理氧化膜层的耐蚀性,其评价指标为:试样开始出现白色腐蚀产物的时间;时间越长,表示其耐蚀性能越好。
[0256]
中性盐雾试验(nss)按astm
–
b 117进行。
[0257]
试验溶液为50g/l的nacl溶液,ph值为7.0-7.1,连续喷雾,试验温度为35℃
±
1℃,喷雾量为1ml~2ml/(80cm2·
hr)。
[0258]
试片放置角度为30度,有效喷雾面积为0.6dm2/pcs。
[0259]
每组试验测试4pcs,结果数据为取平均值。
[0260]
2.采用人工汗试验时间评价后处理氧化膜层的耐蚀性,其评价指标为:试样开始出现白色腐蚀产物的时间;时间越长,表示其耐蚀性能越好。
[0261]
人工汗试验按国标qb/t1901.2-93执行。
[0262]
人工汗配方:
[0263]
氯化钠(nacl):20g/l;
[0264]
氯化铵(nh4cl):17.5g/l;
[0265]
尿素(ch4n2o):5g/l;
[0266]
醋酸(ch3cooh):2.5g/l;
[0267]
乳酸(c3h6o3):15g/l;用氢氧化钠(naoh)调整溶液的ph值到达4.7。
[0268]
试验温度为40℃
±
2℃,使用玻璃保鲜盒来密封闭试验,玻璃盒底部放置两层吸水棉,并把人工汗液倒入,使吸水棉充分吸收汗液并保湿,然后把试片放置两层棉之间,确保试片表面充分保湿。每组试验测试4pcs,结果数据为取平均值。
[0269]
本发明实施例1~3、空白样和对比例1~3后处理的白铜锡镀层的性能测试结果见表2。
[0270]
表2本发明实施例1~3、空白样和对比例1~3后处理的白铜锡镀层的性能测试结果
[0271][0272][0273]
由上表可以看出,白铜锡合金镀层本身外观效果较好,但是耐蚀性能非常的差,通过后不同的后处理工艺处理后,在外观效果重铬酸钾钝化外,均有不同程度的变化,但耐蚀性也有不同程度的提高。综合外观效果和耐腐蚀性考虑,本发明后处理工艺中的实施例3是最好的。
[0274]
本发明实施方式中的白铜锡镀层后处理方法的优点有:
[0275]
(1)无铬电解钝化液是以钼酸盐和磷酸盐等为主要成份的环保配方,外加电流作用,提高钝化膜层厚度,克服重铬酸盐或铬酸因钝化膜层太薄而耐蚀性不足的缺点,是耐蚀性提高的前提基础;
[0276]
(2)使用有机无机混合封闭处理,替代喷漆透明漆处理工艺,得到的膜层更薄,外观色泽和质感变化小,且使用成本明显降低;
[0277]
(3)后处理方法,耐蚀性优秀,关键使用成本低,易于大规模应用。
[0278]
综上所述,本发明的白铜锡后处理方法是由无铬电解钝化处理和有机无机混合封闭处理两道工序相互搭配得到的。其中无铬电解钝化处理,是利用外加电流的作用下,使白铜锡镀层表面形成快速度形成一层较厚很致密且耐蚀的氧化物膜层,然后再浸入含有纳米级无机微粒的有机封闭剂中,利用无机微粒易渗透和被吸附的特性,对白铜锡合金和钝化膜层的微小细孔或缺陷进行填充封闭,随后利用中高温度烘干,使得表面形成更为致密且透明复合氧化物膜,这样的膜层不仅外观色泽变化很小,耐蚀性得到明显提高,而使用成本低。
[0279]
上面结合具体实施方式对本发明实施例作了详细说明,但是本发明不限于上述实
施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。此外,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。