技术特征:
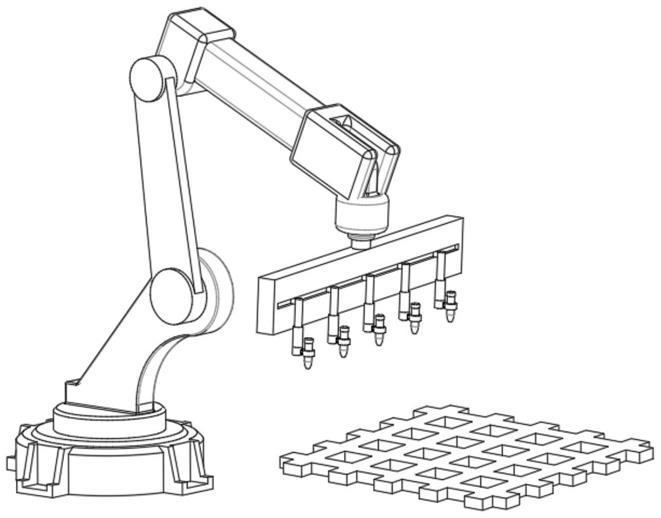
1.一种网格构件、曲面构件多枪协同增材和熔敷的方法,其特征是:使用方法包括以下步骤:步骤一:增材枪数量计算以及多增材枪的集成安装;首先,根据网格构件、曲面构件结构特征以及效率要求,确定增材枪的数量m,然后,将增材枪安装至外部运动系统对应的连结法兰上,完成多增材枪与增材控制系统、外部运动系统的集成连结;步骤二:确定各增材枪初始位姿信息,主要包括增材枪的初始间距δl0、初始高度h0和焊枪姿态;步骤三:增材枪偏移量和层数计算以及路径规划;首先,需要确定每把增材枪偏移量x和层数s,增材枪偏移量x由最佳工艺下的焊道宽度b决定,所述的偏移量x一般为(1/2~2/3)*b,层数s由最佳工艺下的焊道高度h和构件结构本身决定;其次,确定各层内每把增材枪所需增材或熔敷的焊道数量n;最后,按照网格构件的结构特征,规划各层的各增材枪的平行增材或熔敷位置路径,路径上增材枪的姿态保持与增材沉积层或熔敷层表面垂直;步骤四:工艺适配,将预研的最佳工艺参数适配至各层的路径程序中,获得最终的增材工艺和路径规划执行程序;步骤五:首先,按照步骤二中的设定的各增材枪初始间距、高度和姿态数据,通过外部运动机构调整好增材枪初始间距、高度和姿态,然后,按照步骤四的工艺和路径规划程序进行增材或熔敷制造,增材枪根据路径需要实时调节间距、高度和姿态,直至完成。2.根据权利要求1所述的一种网格构件、曲面构件多枪协同增材和熔敷的方法,其特征是:步骤二中,对于网格构件,增材枪初始间距δl0由网格构件最底层的平行结构的间距确定;初始高度h0由预研增材工艺获得的最佳层高确定,h0一般为5~18mm;增材枪初始姿态一般与基板面垂直;对于曲面构件,初始间距δl0根据待熔敷表面宽度w和增材枪数量m确定,一般为δl0=w/m;初始高度h0由各增材枪所在曲面形状决定,一般要求增材枪丝材末端到曲面距离为5-18mm;增材枪初始姿态由各增材枪所在曲面形状决定,一般与其下方曲面呈垂直状态。3.根据权利要求1所述的一种网格构件、曲面构件多枪协同增材和熔敷的方法,其特征是:步骤三中,对于网格构件,层数s=h/h,其中h为网格构件的高度,对于曲面构件,层数s=h’/h,h’为目标熔敷层厚度。4.根据权利要求1所述的一种网格构件、曲面构件多枪协同增材和熔敷的方法,其特征是:步骤三中,对于网格构件,增材枪在每层的焊道数量n=δl
n
/x,其中δl
n
为第n层增材枪间距,且δl
n
=w
n
/m,其中w
n
第n层的网格结构最小单元的壁厚,m为增材枪的数量;对于曲面构件,增材枪在每层的焊道数量n=δl0/x,δl0为初始间距。
技术总结
本发明提供了一种网格构件、曲面构件多枪协同增材和熔敷的方法,涉及增材制造技术领域,包括多增材枪集成安装、位姿调整、路径规划、工艺参数适配和增材等步骤,本方法可根据增材模型结构特征,规划增材路径,按需加装多支增材枪,并自动调节每支增材枪体的位置和姿态,来实现多枪高效协同增材,尤其适合网格结构件或曲面结构件的增材制造,以提高生产效率。率。
技术研发人员:周春东 周明 王剑春 丁峰 何乐
受保护的技术使用者:江苏靖宁智能制造有限公司
技术研发日:2021.12.21
技术公布日:2022/5/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。