1.本发明属于混纺纱线设备领域,尤其涉及一种用于毛型涤纶粘胶混纺纱线成型的设备及成型方法。
背景技术:
2.纱是一种用纺织端纤维捻合而成的具有一定细度的产品,纱的性能因纱线纤维原料的类别不同而产生较大差异。随着更多种类纤维材料的不断开发,通过利用不同性能的纤维进行混合纺纱来实现综合性能的进一步优化。
3.传统的转杯纺纱器内结构依据纤维长度进行设定,对转杯纺纱器同时混纺不同长度的纤维需要更高的性能要求,从而增加原料的成本。
4.在转杯纺纱器捻线过程中,纤维条经过转杯纺纱器中的喂给罗拉喂入分梳装置被分梳呈单纤维或纤维群。在该过程中,纤维条中的杂质颗粒落入分梳腔内并在离心力和负压共同作用下被分离出去。分梳后的纤维在负压作用下有纤维输送通道进入转杯,然后在力作用下沿转杯内壁锥面进入凝聚槽内凝聚并借助转杯旋转加捻成纱,后由引纱罗拉引出。
5.对不同长度的纤维进行纺纱,分梳辊的半径要求和纤维输送通道内的负压要求均不同,分梳辊与纤维输送通道内的负压必须相匹配。在对不同长度的纤维进行分梳时,会因为纤维长度与分梳辊半径不匹配而出现分梳质量不好的情况。纤维在负压作用下经输送通道进行输送时会因其长度与分梳辊半径不匹配而出现输送通道的输送能力与分梳能力不匹配的情况。
6.另外,在分梳辊中进行离心除渣过程中不可避免会有部分渣滓随纤维进入转杯中,使得捻制成型的纱线中因含有杂质颗粒而发生断头。目前的通过在转杯内壁增加凹槽解决纱线因进入转杯内而断头的方式存在对凹槽内聚集的渣滓进行清理的操作不便的问题。
7.本发明设计一种用于毛型涤纶粘胶混纺纱线成型的设备及成型方法解决如上问题。
技术实现要素:
8.为解决现有技术中的所述缺陷,本发明公开一种用于毛型涤纶粘胶混纺纱线成型的设备及成型方法,它是采用以下技术方案来实现的。
9.在本发明的描述中需要说明的是,术语“内”、“外”、“上”、“下”等指示方位或者位置关系为基于附图所示的方位或者位置关系,或者是该发明产品使用时惯常摆放的方位或者位置关系,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造或操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
10.一种用于毛型涤纶粘胶混纺纱线成型的设备,它包括壳体a、分梳辊、分梳齿、出纱
道、电驱模块c、遮挡机构、出纱管、壳体b、负压泵、假捻盘、转杯、引导环板、电驱模块e,其中壳体a的锥形分梳腔内旋转有被电驱模块a驱动的锥形分梳辊,分梳辊上轴向均匀密布有若干圈分梳齿;壳体a具有喂纱口、出纱口及排渣口,喂纱口处具有向分梳腔内运送纱纤维的结构,出纱口处安装的出纱道上具有随分梳辊直径增大而减小出纱负压且被电驱模块c驱动的遮挡机构;密封的壳体b内转轴有被电驱模块e驱动且顶部开口的转杯,转杯与壳体b内底部具有间距;壳体b侧壁的抽气口a处安装有对其内部抽真空的负压泵;出纱道通过出纱管与转杯内壁中部的环形凝聚槽连通。
11.转杯底部周向均匀分布有若干抽气口b,转杯的倒锥形内壁上周向均匀密布有排渣孔并安装有将经出纱管管口落至转杯底部的杂质颗粒引导至排渣孔的引导环板;壳体b顶部安装有将凝聚槽内纱纤维捻成纱线进行输出且与转杯同中心轴线的假捻盘。
12.作为本技术的进一步改进,所述分梳齿为棘齿状;出纱管的管口位于转杯底部抽气口b与倒锥形内壁之间部位的正上方。
13.作为本技术的进一步改进,所述遮挡机构包括门架、挡板、圆销、涡簧、电驱模块d,其中嵌套于出纱道且被电驱模块c驱动的门架竖直滑动于壳体a的两个导座上,门架的摆槽内通过圆销铰接有随分梳辊直径增大而减小出纱道出纱负压且被电驱模块d驱动的挡板,圆销上嵌套有对其旋转复位的涡簧。
14.作为本技术的进一步改进,所述门架上对称安装的两个梯形导块分别滑动于两个导座上的梯形导槽内;挡板活动于出纱道的活动槽内;壳体a的转座上旋转配合有与电驱模块c输出轴传动连接的蜗杆;蜗杆与安装于转座的涡轮啮合,涡轮所在轴安装的齿轮b于门架上安装有的竖直齿条b啮合。
15.作为本技术的进一步改进,所述电驱模块d输出轴上安装的齿轮c与安装在门架上的弧形齿条a啮合,齿条a的圆心轴线与圆销的圆形轴线重合。
16.作为本技术的进一步改进,所述喂纱口内安装有两个喂纱辊,每个喂纱辊所在的轴b被安装于壳体a上的电驱模块b驱动旋转;每个轴b上均安装有齿轮a,两个齿轮a相互啮合。
17.作为本技术的进一步改进,所述分梳辊所在的轴a与壳体a上电驱模块a的输出轴传动连接;喂纱口处安装有向内引导纱纤维的喂纱槽;转杯上的轴c与壳体b旋转配合且与电驱模块e的输出轴传动连接。
18.一种用于毛型涤纶粘胶混纺纱线成型的设备的纱线成型方法为:1、如果是对不同长度的纱纤维进行混纺成型,那么先根据纱纤维的最大长度和最短长度对遮挡机构进行调节,使得挡板对出纱道的有效出纱通道沿分梳辊母线方向进行均匀遮挡且出纱道的出纱通道截总面积与纱纤维的品质相匹配,出纱道的出纱通道截总面积随纱线密度的增大而减小;如果是通过整个分梳辊对单一长度的纱纤维进行高效纱线成型,那么通过调节遮挡机构使得出纱道的通道横截面积分布高度沿分梳辊直径的增大而增大,保证出纱道的有效出纱通道沿分梳辊母线方向产生的负压与单一长度纱纤维所在分梳齿的直径相匹配;2、同时启动电驱模块a、电驱模块b、电驱模块e和负压泵;3、经喂纱槽向两个喂纱辊之间喂纱,如果是不同长度的纱纤维,不同长度的纱纤维对应分梳辊上相应直径的若干圈分梳齿,使得不同长度的纱纤维被分梳辊进行有效的分段分梳;如果是单一长度的纱纤维,沿分梳辊轴向方向均匀向分梳腔内进行喂纱;4、被分梳好且缠绕于分梳辊上不同直径分梳齿的纱纤维在
负压作用下经出纱道和出纱管进入转杯内壁的凝聚槽范围内并在转杯离心作用下沿转杯周向凝聚于凝聚槽内,凝聚槽内的纱纤维在壳体b上方引纱罗拉牵引下经假捻盘捻制成线。
19.相对于传统的纱线混纺设备,本发明通过锥形分梳辊对不同长度的纱纤维的分段分梳及遮挡机构对出纱道出纱通道进行与不同直径分梳齿上的纱纤维所需出纱负压的匹配改变来实现对不同长度的纱纤维进行高效率的有效分梳出纱,避免不同长度的纱纤维在分梳出纱过程中发生绞缠,从而实现不同长度纱纤维的有效分梳和出纱,提高不同长度纱纤维的分梳质量。
20.经过有效分梳的纱纤维中含有的少量杂质颗粒在进入转杯后自由落体地掉落至转杯底部并经转杯的旋转离心而经转杯的倒锥形内壁且在引导环板的引导下经排渣孔排出,避免杂质颗粒随纱纤维经假捻盘的作用下进入成型的纱线中,进而避免捻制成型的纱线中因含有杂质颗粒而发生断头。同时,实现转杯内残留杂质颗粒的有效及时清理。本发明结构简单,具有较好的使用效果。
附图说明
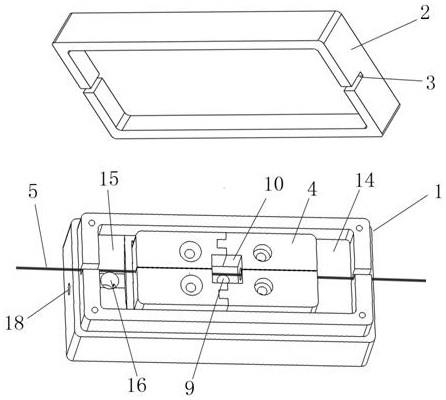
21.图1是本发明整体示意图。
22.图2是本发明整体剖面示意图。
23.图3是壳体a内分梳辊与电驱模块a配合剖面示意图。
24.图4是壳体a内两个喂纱辊传动配合剖面示意图。
25.图5是遮挡机构与电驱模块c传动配合剖面示意图。
26.图6是这单机构与出纱道配合剖面示意图。
27.图7是门架与导座配合剖面示意图。
28.图8是壳体b内假捻盘、纱线及转杯配合剖面示意图。
29.图9是壳体a两个视角的剖面示意图。
30.图10是分梳辊及其局部剖面示意图。
31.图11是出纱道及其剖面示意图。
32.图12是转杯剖面示意图。
33.图13是遮挡机构两个视角的示意图。
34.图14是遮挡机构局部剖面示意图。
35.图15是门架示意图。
36.图中标号名称:1、壳体a;2、分梳腔;3、喂纱口;4、出纱口;5、排渣口;6、导座;7、梯形导槽;8、分梳辊;9、分梳齿;10、轴a;11、电驱模块a;12、喂纱槽;13、喂纱辊;14、轴b;15、电驱模块b;16、齿轮a;19、出纱道;20、活动槽;21、电驱模块c;22、蜗杆;23、转座;24、涡轮;25、齿轮b;26、遮挡机构;27、门架;28、摆槽;29、挡板;30、圆销;31、涡簧;32、梯形导块;33、齿条a;34、齿轮c;35、电驱模块d;36、齿条b;37、出纱管;38、壳体b;39、抽气口a;40、负压泵;41、假捻盘;42、转杯;43、凝聚槽;44、排渣孔;45、抽气口b;46、引导环板;47、轴c;48、电驱模块e;49、纱线。
具体实施方式
37.附图均为本发明实施的示意图,以便于理解结构运行原理。具体产品结构及比例
尺寸根据使用环境结合常规技术确定即可。
38.如图1、2所示,它包括壳体a1、分梳辊8、分梳齿9、出纱道19、电驱模块c21、遮挡机构26、出纱管37、壳体b38、负压泵40、假捻盘41、转杯42、引导环板46、电驱模块e48,其中如图3、10所示,壳体a1的锥形分梳腔2内旋转有被电驱模块a11驱动的锥形分梳辊8,分梳辊8上轴向均匀密布有若干圈分梳齿9;如图1、2、9所示,壳体a1具有喂纱口3、出纱口4及排渣口5,喂纱口3处具有向分梳腔2内运送纱纤维的结构,出纱口4处安装的出纱道19上具有随分梳辊8直径增大而减小出纱负压且被电驱模块c21驱动的遮挡机构26;如图2、8、12所示,密封的壳体b38内转轴有被电驱模块e48驱动且顶部开口的转杯42,转杯42与壳体b38内底部具有间距;壳体b38侧壁的抽气口a39处安装有对其内部抽真空的负压泵40;出纱道19通过出纱管37与转杯42内壁中部的环形凝聚槽43连通。
39.如图8、12所示,转杯42底部周向均匀分布有若干抽气口b45,转杯42的倒锥形内壁上周向均匀密布有排渣孔44并安装有将经出纱管37管口落至转杯42底部的杂质颗粒引导至排渣孔44的引导环板46;壳体b38顶部安装有将凝聚槽43内纱纤维捻成纱线49进行输出且与转杯42同中心轴线的假捻盘41。
40.如图10所示,所述分梳齿9为棘齿状,保证分梳齿9对从喂纱口3进入分梳腔2内的纱纤维进行有效分梳。如图2、8所示,出纱管37的管口位于转杯42底部抽气口b45与倒锥形内壁之间部位的正上方,保证掺混于纱纤维内的杂质颗粒经出纱管37的管口直接掉落至转杯42底部抽气口b45与倒锥形内壁之间,便于杂质颗粒在转杯42旋转离心作用下经引导环板46的引导经排渣孔44有效排出。
41.如图13、14所示,所述遮挡机构26包括门架27、挡板29、圆销30、涡簧31、电驱模块d35,其中如图5、6、9所示,嵌套于出纱道19且被电驱模块c21驱动的门架27竖直滑动于壳体a1的两个导座6上;如图13、14、15所示,门架27的摆槽28内通过圆销30铰接有随分梳辊8直径增大而减小出纱道19出纱负压且被电驱模块d35驱动的挡板29,圆销30上嵌套有对其旋转复位的涡簧31。
42.如图7、9、13所示,所述门架27上对称安装的两个梯形导块32分别滑动于两个导座6上的梯形导槽7内。梯形导槽7与梯形导块32的配合对门架27的竖直运动发挥导向作用。如图5、6、11所示,挡板29活动于出纱道19的活动槽20内,保证挡板29对出纱道19的出纱通道进行有效的改变。壳体a1的转座23上旋转配合有与电驱模块c21输出轴传动连接的蜗杆22;蜗杆22与安装于转座23的涡轮24啮合,涡轮24所在轴安装的齿轮b25于门架27上安装有的竖直齿条b36啮合。蜗轮蜗杆22的配合对挡板29的打开状态进行有效的锁定。
43.如图13所示,所述电驱模块d35输出轴上安装的齿轮c34与安装在门架27上的弧形齿条a33啮合,齿条a33的圆心轴线与圆销30的圆形轴线重合。
44.如图2、4所示,所述喂纱口3内安装有两个喂纱辊13,每个喂纱辊13所在的轴b14被安装于壳体a1上的电驱模块b15驱动旋转;每个轴b14上均安装有齿轮a16,两个齿轮a16相互啮合。
45.如图3所示,所述分梳辊8所在的轴a10与壳体a1上电驱模块a11的输出轴传动连接;如图2、9所示,喂纱口3处安装有向内引导纱纤维的喂纱槽12;如图8、12所示,转杯42上的轴c47与壳体b38旋转配合且与电驱模块e48的输出轴传动连接。
46.本发明中的电驱模块a11、电驱模块b15、电驱模块c21、电驱模块d35和电驱模块
e48均采用现有技术,均由减速器、控制单元和电机组成。
47.本发明中的负压泵40采用现有技术。
48.本发明的工作流程:在竖直状态,遮挡机构26中的涡簧31处于压缩状态,遮挡机构26中的挡板29在涡簧31作用下绕圆销30相对于门架27下摆至极限状态。
49.当需要使用本发明对不同长度的纱纤维同时进行高效分梳混纺成型时,先根据纱纤维的最大长度、最短长度及纱纤维品质对遮挡机构26中挡板29进行调节,使得挡板29对出纱道19沿锥形分梳辊8母线方向进行均匀遮挡且使得出纱道19的出纱通道截总面积产生的负压与不同长度的纱纤维品质相匹配,同时,使得出纱道19的出纱通道截总面积随纱线49密度的增大而减小。
50.如果是通过整个分梳辊8对单一长度的纱纤维进行高效纱线49成型,那么通过调节遮挡机构26中的挡板29使得出纱道19的通道横截面积分布高度沿分梳辊8直径的增大而增大,保证出纱道19的有效出纱通道沿分梳辊8母线方向产生的负压与单一长度纱纤维所在分梳齿9的直径相匹配。
51.在同时对不同长度纱纤维进行高效分梳前对遮挡机构26的调节流程为:启动电驱模块c21,电驱模块c21带动蜗杆22旋转,蜗杆22通过涡轮24、齿轮b25及齿条b36带动门架27整体竖直运动,门架27带动挡板29同步运动,挡板29在出纱道19的活动槽20内竖直运动并对应出纱道19的出纱通道沿分梳辊8母线方向进行整体均匀调节,使得出纱道19的有效出纱通道处在负压泵40作用下产生的负压与不同长度纱纤维的密度等品质参数相匹配,保证被分梳辊8上不同直径的分梳齿9分梳好的不同长度纱纤维可以在出纱道19的有效出纱通道处产生的负压作用下有效脱离分梳辊8。
52.锥形分梳辊8上不同直径的分梳齿9分别对相应长度的纱纤维进行的分梳,有效避免不同长度的纱纤维在分梳及出纱过程中发生相互缠绞,保证纱纤维在经过有效分梳后进行有效出纱。
53.在对单一长度纱纤维进行高效分梳前对遮挡机构26的调节流程为:启动电驱模块d35,电驱模块d35通过齿轮c34和齿条a33带动挡板29绕圆销30相对于门架27上摆与单一长度纱纤维品质相匹配的角度,涡簧31被进一步压缩。挡板29使得出纱道19的通道横截面积分布高度沿分梳辊8直径的增大而增大,保证出纱道19的有效出纱通道沿分梳辊8母线方向产生的负压与单一长度纱纤维所在分梳齿9的直径相匹配,进而保证缠绕于较小直径的分梳齿9上的纱纤维进行快速有效的脱离分梳辊8,缠绕于较大直径的分梳齿9上的纱纤维较慢脱离分梳辊8,从而避免缠绕于较小直径分梳齿9上的纱纤维因未及时脱离分梳辊8而与下一批缠绕于此分梳齿9上的纱纤维发生缠绞,同时避免缠绕于较大直径的分梳齿9上的纱纤维未到达出纱道19处时因负压较大脱离分梳辊8而与到达出纱道19处准备脱离分梳辊8的纱纤维进行缠绞,保证不同直径分梳齿9上的纱纤维可以有序高效地脱离分梳辊8而不发生相互缠绞。
54.至此,对遮挡机构26的调节结束。
55.然后,同时启动电驱模块a11、电驱模块b15、电驱模块e48和负压泵40。电驱模块a11通过轴a10带动分梳辊8在分梳腔2内旋转,电驱模块b15带动两个喂纱辊13以相反的方向旋转,电驱模块e48带动转杯42快速旋转,负压泵40通过对壳体b38内进行抽真空而在转杯42及出纱道19内产生由分梳腔2向转杯42内运送纱纤维的负压。
56.经喂纱槽12向两个喂纱辊13之间喂纱,两个喂纱辊13将到达两者之间的纱纤维向分梳腔2内运动。
57.如果向分梳腔2内运送的是不同长度的纱纤维,不同长度的纱纤维对应分梳辊8上相应直径的若干圈分梳齿9沿分梳辊8轴向分段向分梳腔2内输送,保证不同长度的纱纤维进入分梳腔2内与相应直径的分梳齿9相对应,使得不同长度的纱纤维被分梳辊8上的相应直径的分梳齿9进行有效的分段分梳,提高不同长度纱纤维的分梳质量。
58.如果向分梳腔2内运送的是单一长度的纱纤维,沿分梳辊8轴向方向均匀向分梳腔2内进行喂纱,整个分梳辊8上的全部分梳辊8全部参与单一长度纱纤维的分梳,提高分梳辊8的利用效率并提高设备对单一长度纱纤维的分梳出纱效率,提高不同长度纱纤维的分梳质量。
59.被分梳辊8进行有效分梳后且缠绕于分梳辊8上不同直径分梳齿9的纱纤维在负压作用下经出纱道19和出纱管37进入转杯42内壁的凝聚槽43范围内并在转杯42离心作用下沿转杯42周向凝聚于凝聚槽43内,凝聚槽43内的纱纤维在壳体b38上方引纱罗拉牵引下经假捻盘41捻制成线。
60.在纱纤维进入分梳腔2内被分梳辊8进行有效分梳过程中,纱纤维中的大部分杂质颗粒在分梳辊8的离心作用下经排渣口5有效排出。
61.经过有效分梳的纱纤维中含有的少量杂质颗粒在进入转杯42后自由落体地掉落至转杯42底部并经转杯42的旋转离心而经转杯42的倒锥形内壁且在引导环板46的引导下经排渣孔44排出,避免杂质颗粒随纱纤维经假捻盘41的作用下进入成型的纱线49中,进而避免捻制成型的纱线49中因含有杂质颗粒而发生断头。同时,实现转杯42内残留杂质颗粒的有效及时清理。
62.综上所述,本发明的有益效果为:本发明通过锥形分梳辊8对不同长度的纱纤维的分段分梳及遮挡机构26对出纱道19出纱通道进行与不同直径分梳齿9上的纱纤维所需出纱负压的匹配改变来实现对不同长度的纱纤维进行高效率的有效分梳出纱,避免不同长度的纱纤维在分梳出纱过程中发生绞缠,从而实现不同长度纱纤维的有效分梳和出纱,提高不同长度纱纤维的分梳质量。
63.经过有效分梳的纱纤维中含有的少量杂质颗粒在进入转杯42后自由落体地掉落至转杯42底部并经转杯42的旋转离心而经转杯42的倒锥形内壁且在引导环板46的引导下经排渣孔44排出,避免杂质颗粒随纱纤维经假捻盘41的作用下进入成型的纱线49中,进而避免捻制成型的纱线49中因含有杂质颗粒而发生断头。同时,实现转杯42内残留杂质颗粒的有效及时清理。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。