1.本实用新型涉及一种夹具组件,具体涉及一种大型薄壁钣金铸件重力铸造模具。
背景技术:
2.铸造按金属液的浇注工艺分为重力铸造和压力铸造。重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。大型薄壁钣金类铝合金铸件在重力铸造上的应用目的在于将传统乘用车中的钣金结构件使用高强度大型薄壁钣金类铝合金铸造件进行替代,减轻了整车重量,实现新能源乘用车轻量化的目标,进一步降低能耗。
3.现有的大型薄壁钣金铸件重力铸造模具不具备局部温控功能,在整个铸造充型过程中铝液填充满型腔时,可能因为局部的铝液温度无法持续维持在固相线以上而发生冷隔缺陷,导致铸件质量不合格,因此需要改进。
技术实现要素:
4.针对现有技术的不足,本实用新型提出了一种大型薄壁钣金铸件重力铸造模具,通过在模具本体上安装多个发热棒,提高模具本体温度,确保在整个铸造充型过程中铝液填充满型腔时,铝液温度都保持在固相线以上,杜绝冷隔缺陷的发生,提高成品质量。
5.为实现上述技术方案,本实用新型提供了一种大型薄壁钣金铸件重力铸造模具,包括模具本体,所述模具本体上开设有铸件型腔,所述模具本体的侧端上开设有多个横向贯穿模具本体且位于铸件型腔下方的加热棒插孔,所述加热棒插孔内插入有加热棒。
6.在上述技术方案中,通过在加热棒插孔内插入加热棒,在铸造充型过程中铝液填充满型腔前,加热棒通电发热后可以持续保持模具本体的温度高于铝液的固相线温度,杜绝冷隔缺陷的发生,后续冷却过程中,加热棒停止发热即可。
7.优选的,所述加热棒插孔顶部与铸件型腔底壁之间的距离为5-15mm,加热棒插孔顶部与铸件型腔底壁之间的距离不宜过小,否则会因为铸件型腔的底壁过薄而且容易降低铸件型腔的承载力,可能会发生底壁漏液的情况,加热棒插孔顶部与铸件型腔底壁之间的距离也不宜过大,否则会降低加热棒对铸件型腔的加热效率,增加能耗。实验发现,当加热棒插孔顶部与铸件型腔底壁之间的距离为5-15mm时,既可以使得铸件型腔底壁具有较强的承载力,不会发生底壁漏液的情况,又可以使得加热棒对铸件型腔保持较高的加热效率。
8.优选的,所述加热棒插孔顶部与铸件型腔底壁之间的距离为10mm,此时的模具本体的加热效率和承载能力的综合性能最佳。
9.优选的,所述模具本体为实心铸铁表面开模而成。
10.本实用新型提供的一种大型薄壁钣金铸件重力铸造模具的有益效果在于:本大型薄壁钣金铸件重力铸造模具结构简单,设计巧妙,通过在模具本体上安装多个发热棒,在铸造充型过程中铝液填充满型腔前,加热棒通电发热后可以持续保持模具本体的温度高于铝
液的固相线温度,确保在整个铸造充型过程中铝液填充满型腔时,铝液温度都保持在固相线以上,杜绝冷隔缺陷的发生,提高成品质量,后续冷却过程中,加热棒停止发热即可。
附图说明
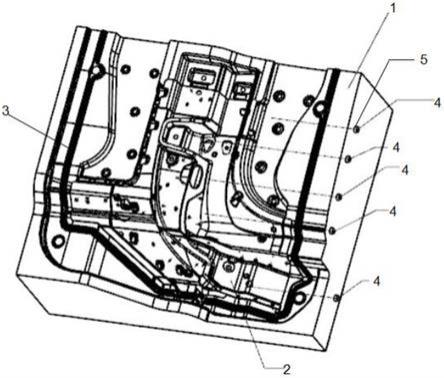
11.图1为本实用新型的立体结构示意图。
12.图2为本实用新型的俯视图。
13.图3为本实用新型的侧视图。
14.图中:1、模具本体;2、铸件型腔;3、内筋条;4、加热棒;5、加热棒插孔。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。本领域普通人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于本实用新型的保护范围。
16.实施例1:一种大型薄壁钣金铸件重力铸造模具。
17.参照图1至图3所示,一种大型薄壁钣金铸件重力铸造模具,包括模具本体1,所述模具本体1为实心铸铁表面开模而成,所述模具本体1上开设有铸件型腔2,所述模具本体1的侧端上开设有五个横向贯穿模具本体1且位于铸件型腔2下方的加热棒插孔5,所述加热棒插孔5内插入有加热棒4,所述加热棒插孔5顶部与铸件型腔2底壁之间的距离为10mm,加热棒插孔5顶部与铸件型腔2底壁之间的距离不宜过小,否则会因为铸件型腔2的底壁过薄而且容易降低铸件型腔2的承载力,可能会发生底壁漏液的情况,加热棒插孔5顶部与铸件型腔2底壁之间的距离也不宜过大,否则会降低加热棒4对铸件型腔2的加热效率,增加能耗。实验发现,当加热棒插孔5顶部与铸件型腔2底壁之间的距离为10mm时,既可以使得铸件型腔2底壁具有较强的承载力,不会发生底壁漏液的情况,又可以使得加热棒4对铸件型腔2保持较高的加热效率。
18.本大型薄壁钣金铸件重力铸造模具结构简单,设计巧妙,通过在模具本体上开设五个横向贯穿模具本体1且位于铸件型腔2下方的加热棒插孔5,加热棒插孔5内插入有加热棒4,在铸造充型过程中铝液填充满型腔前,加热棒4通电发热后可以持续保持模具本体1的温度高于铝液的固相线温度,确保在整个铸造充型过程中铝液填充满型腔时,铝液温度都保持在固相线以上,杜绝冷隔缺陷的发生,提高成品质量,后续冷却过程中,加热棒4停止发热即可。
19.实施例2:一种大型薄壁钣金铸件重力铸造模具。
20.加热棒插孔5顶部与铸件型腔2底壁之间的距离为5mm,其余技术特征与实施例1相同。
21.实施例3:一种大型薄壁钣金铸件重力铸造模具。
22.加热棒插孔5顶部与铸件型腔2底壁之间的距离为15mm,其余技术特征与实施例1相同。
23.以上所述为本实用新型的较佳实施例而已,但本实用新型不应局限于该实施例和附图所公开的内容,所以凡是不脱离本实用新型所公开的精神下完成的等效或修改,都落
入本实用新型保护的范围。
技术特征:
1.一种大型薄壁钣金铸件重力铸造模具,包括模具本体,所述模具本体上开设有铸件型腔,其特征在于:所述模具本体的侧端上开设有多个横向贯穿模具本体且位于铸件型腔下方的加热棒插孔,所述加热棒插孔内插入有加热棒。2.如权利要求1所述的大型薄壁钣金铸件重力铸造模具,其特征在于:所述加热棒插孔顶部与铸件型腔底壁之间的距离为5-15mm。3.如权利要求2所述的大型薄壁钣金铸件重力铸造模具,其特征在于:所述加热棒插孔顶部与铸件型腔底壁之间的距离为10mm。4.如权利要求1所述的大型薄壁钣金铸件重力铸造模具,其特征在于:所述模具本体为实心铸铁表面开模而成。
技术总结
本实用新型提供了一种大型薄壁钣金铸件重力铸造模具,包括模具本体,所述模具本体上开设有铸件型腔,所述模具本体的侧端上开设有多个横向贯穿模具本体且位于铸件型腔下方的加热棒插孔,所述加热棒插孔内插入有加热棒。本大型薄壁钣金铸件重力铸造模具结构简单,设计巧妙,通过在模具本体上安装多个发热棒,在铸造充型过程中铝液填充满型腔前,加热棒通电发热后可以持续保持模具本体的温度高于铝液的固相线温度,确保在整个铸造充型过程中铝液填充满型腔时,铝液温度都保持在固相线以上,杜绝冷隔缺陷的发生,提高成品质量,后续冷却过程中,加热棒停止发热即可。加热棒停止发热即可。加热棒停止发热即可。
技术研发人员:莫国基
受保护的技术使用者:广东鸿兴精密科技股份有限公司
技术研发日:2021.12.03
技术公布日:2022/5/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。