1.本实用新型涉及焊接技术领域,具体涉及一种挡板辅助调节装置。
背景技术:
2.波峰焊焊接作为电控主板生产工艺中必不可缺的生产工序,可以连接电子元器件焊接端与印制板焊盘。在波峰焊焊接调试过程中,受到波峰焊设备本身结构与功能限制,在产线切换、产品生产、焊接物料有规律变更生产等情况下,需要对设备参数重新调节。
3.目前,行业内在波峰焊调试环节,对影响平波锡液流动性的关键重要部件(波峰焊后挡板)调试时,调试无法实现目视化,需要凭借操作人员本身经验,并结合实际生产的焊接质量数据,进行人工调试,调试周期长,对员工技能、经验要求高,而且调试过程中出现的焊接不良需靠后工序进行检验、维修来进行管控,且后工序检验、维修过程中,也存在漏检与锡珠锡渣等质量隐患,同时,存在锡珠锡渣异常有使产品功能缺失的风险。
技术实现要素:
4.因此,本实用新型要解决的技术问题在于克服现有技术中操作人员对于波峰焊设备调试效率低,存在产品功能失效的风险,以及波峰焊调试对员工经验、技能要求高的缺陷,从而提供一种挡板辅助调节装置。
5.本实用新型提供一种挡板辅助调节装置,包括:
6.高度指示组件,包括高度显示件,所述高度显示件上设置有高度指示刻度,适于与波峰焊炉主体结构连接设置;
7.联动指针组件,包括指针件,所述指针件穿设在所述高度显示件中,与所述高度显示件活动连接,适于连接波峰焊后挡板,并在所述高度显示件上指示其对应设置高度。
8.指针件包括呈弯折连接的指示端和连接端,所述指示端穿入所述高度显示件中,适于指示对应高度,所述连接端与所述波峰焊后挡板可拆卸地连接设置。
9.指示端和所述连接端相互垂直设置。
10.联动指针组件还包括:
11.指针座体,设置在所述连接端上,与所述波峰焊后挡板可拆卸地连接设置,适于分隔所述连接端和所述波峰焊后挡板。
12.指针座体与所述波峰焊炉同材质设置。
13.指针座体分别与所述连接端和所述波峰焊后挡板螺钉连接。
14.所述高度显示件包括:
15.前板,包括至少两个沿竖直方向设置的长孔,以及与所述长孔平行设置的高度指示刻度;
16.后板,与所述前板沿上下侧端部连接设置,并成型有沿两侧开口的过腔结构,适于供所述指针件穿过。
17.高度指示组件还包括:
18.连接板,设置在所述高度显示件的后板上,与所述波峰焊炉炉嘴可拆卸地连接设置。
19.连接板设置在所述后板的上缘。
20.连接板与所述高度显示件垂直设置。
21.本实用新型技术方案,具有如下优点:
22.1.本实用新型提供的挡板辅助调节装置,包括:高度指示组件,包括高度显示件,所述高度显示件上设置有高度指示刻度,适于与波峰焊炉主体结构连接设置;联动指针组件,包括指针件,所述指针件穿设在所述高度显示件中,与所述高度显示件活动连接,适于连接波峰焊后挡板,并在所述高度显示件上指示其对应设置高度。
23.由于波峰焊后挡板的高低决定锡液向后的流动速度,对波峰焊焊接时焊点焊接脱锡速度有着直接影响,同时,波峰锡液向后流动时,锡液将波峰焊后挡板直接覆盖,员工无法直接读出波峰焊后挡板高度,仅能凭借操作人员本身经验,控制波峰焊后挡板高度调整螺杆旋钮旋转,带动波峰焊后挡板高度变化,逐渐调整波峰焊后挡板高度,再观察炉嘴锡液向后流动速度,并结合实际生产的焊接质量数据,不断追踪的焊接数据结果,确定是否有必要继续调试,当调试后,焊接数据不满足生产,需要一直重复上述调试操作流程,直至焊接质量满足生产要求为止,这样设置,操作人员对于设备调试周期长,而且对于操作人员的技能、经验要求较高。
24.波峰焊炉主体结构具体指在在峰焊后挡板运动过程中,不发生移动的结构,通过设置与波峰焊炉主体结构连接的高度显示件,以及与波峰焊后挡板连接的指针件,可以向操作人员指明波峰焊后挡板运动过程中的运动行程,以及运动前后的具体位置。
25.这样设置,实现了波峰焊后挡板调节的可视化,使操作人员通过对联动指针处于高度显示件的高度指示刻度位置数据的读取,直接使波峰焊后挡板到达波峰焊焊接最优的高度,降低了波峰焊调试时对操作人员经验与技能的要求,缩短波峰焊调试周期,降低调试过程中出现的焊接不良率,减少员工维修,提升产品一次通过率,降低产品功能失效的风险,克服了现有技术中操作人员对于波峰焊设备调试效率低,存在产品功能失效的风险,以及波峰焊调试对员工经验、技能要求高的缺陷。
26.2.本实用新型提供的挡板辅助调节装置,所述联动指针组件还包括:指针座体,设置在所述连接端上,与所述波峰焊后挡板可拆卸地连接设置,适于分隔所述连接端和所述波峰焊后挡板。
27.通过设置指针座体,使连接端与波峰焊后挡板间隔设置,避免波峰焊焊接过程中,高温锡液腐蚀指针件,或污染锡液,同时,也将指针件进一步远离高温环境,提高其使用寿命,还可以避免指针件与波峰焊炉主体结构在运动过程中发生干涉。
28.3.本实用新型提供的挡板辅助调节装置,所述指针座体与所述波峰焊炉同材质设置。
29.这样设置,保证了指针座体的耐高温性和耐腐蚀性,可以有效分隔连接端和波峰焊后挡板,同时避免指针座体污染锡液。
附图说明
30.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对
具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
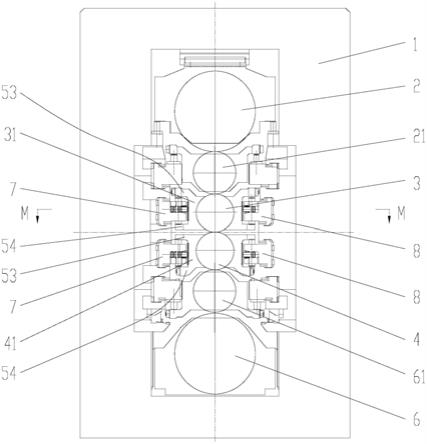
31.图1为本实用新型的实施例中提供的挡板辅助调节装置的立体结构示意图;
32.图2为图1所示的挡板辅助调节装置的高度显示件和连接板的立体结构示意图;
33.图3为图1所示的挡板辅助调节装置的指针件的立体结构示意图;
34.图4为图1所示的挡板辅助调节装置的指针座体的立体结构示意图;
35.附图标记说明:
36.1-高度显示件;11-前板;111-长孔;12-后板;2-连接板;3-指针件;31-指示端;32-连接端;4-指针座体。
具体实施方式
37.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
38.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
39.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
40.此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
41.如图1-图4所示,本实施例提供一种挡板辅助调节装置,适用于波峰焊接,包括:高度指示组件和联动指针组件。
42.高度指示组件包括高度显示件1和连接板2,高度显示件1包括前板11和后板12。
43.前板11沿竖直方向设置两个平行长孔111,长孔111之间,与长孔111平行设置有沿竖直方向延伸的高度指示刻度。平行长孔111的设置便于操作人员直接观察穿入在前板11和后板12间过腔结构的指针件3对应的高度位置,同时设置两个平行长孔111可以便捷查看指针件3是否发生偏移,保证测量的精准。作为可变换的实施方式,平行长孔111可以设置一个或多个,也可以不设置改用透明的前板11。
44.后板12与前板11平行,沿上下侧的端部位置连接设置,并成型有沿两侧开口的过腔结构,可以供联动指针组件上的指针件3穿过,后板12的上侧边缘位置设置有连接板2,连接板2上设置有腰圆孔,可以与波峰焊炉主体结构可拆卸地连接设置。
45.具体地,波峰焊炉主体结构为波峰焊炉上在峰焊后挡板运动过程中,不发生移动的结构,在本实施例中,具体指波峰焊炉炉嘴,此外,连接板2通过螺钉件穿过腰圆孔与波峰焊炉炉嘴螺钉连接。此外,由于波峰焊炉炉嘴与波峰焊后挡板分设在垂直方向的两侧,连接板2设置与后板12垂直,便于与波峰焊炉炉嘴上侧连接。
46.联动指针组件,包括指针件3,指针件3穿设在高度显示件1的过腔结构中,与高度显示件1活动连接,适于连接波峰焊后挡板,并在高度显示件1上指示其对应设置高度。
47.由于波峰焊后挡板的高低决定锡液向后的流动速度,对波峰焊焊接时焊点焊接脱锡速度有着直接影响,同时,波峰锡液向后流动时,锡液将波峰焊后挡板直接覆盖,员工无法直接读出波峰焊后挡板高度,仅能凭借操作人员本身经验,控制波峰焊后挡板高度调整螺杆旋钮旋转,带动波峰焊后挡板高度变化,逐渐调整波峰焊后挡板高度,再观察炉嘴锡液向后流动速度,并结合实际生产的焊接质量数据,不断追踪的焊接数据结果,确定是否有必要继续调试,当调试后,焊接数据不满足生产,需要一直重复上述调试操作流程,直至焊接质量满足生产要求为止,这样设置,操作人员对于设备调试周期长,而且对于操作人员的技能、经验要求较高。
48.波峰焊炉主体结构具体指在在峰焊后挡板运动过程中,不发生移动的结构,通过设置与波峰焊炉主体结构连接的高度显示件1,以及与波峰焊后挡板连接的指针件3,可以向操作人员指明波峰焊后挡板运动过程中的运动行程,以及运动前后的具体位置。
49.这样设置,实现了波峰焊后挡板调节的可视化,使操作人员通过对联动指针处于高度显示件1的高度指示刻度位置数据的读取,直接使波峰焊后挡板到达波峰焊焊接最优的高度,降低了波峰焊调试时对操作人员经验与技能的要求,缩短波峰焊调试周期,降低调试过程中出现的焊接不良率,减少员工维修,提升产品一次通过率,降低产品功能失效的风险,克服了现有技术中操作人员对于波峰焊设备调试效率低,存在产品功能失效的风险,以及波峰焊调试对员工经验、技能要求高的缺陷。
50.此外,具体地,指针件3包括呈弯折连接的指示端31和连接端32,指示端31和连接端32均呈长板状设置,指示端31上下边沿平行,呈阶梯状设置,朝向连接端32的一侧宽度大于远离连接端32的一侧的宽度,便于与高度显示件1配合,避免发生滑脱。指示端31在穿入高度显示件1后,可以指示对应高度,连接端32与波峰焊后挡板可拆卸地连接。
51.在本实施例中,指示端31和连接端32相互垂直,便于对应波峰焊炉炉嘴与波峰焊后挡板设置,作为可变换的实施方式,指示端31和连接端32可以呈其他角度设合资。
52.联动指针组件还包括指针座体4,指针座体4呈矩形块状设置,其上设置有两个螺钉孔,可以通过螺钉件分别可拆卸地连接连接端32和波峰焊后挡板。
53.通过设置指针座体4,使连接端32与波峰焊后挡板间隔设置,避免波峰焊焊接过程中,高温锡液腐蚀指针件3,或污染锡液,同时,也将指针件3进一步远离高温环境,提高其使用寿命,还可以避免指针件3与波峰焊炉主体结构在运动过程中发生干涉。
54.在本实施例中,指针座体4与波峰焊炉同材质设置。这样设置,保证了指针座体4的耐高温性和耐腐蚀性,可以有效分隔连接端32和波峰焊后挡板,同时避免指针座体4污染锡液。作为可变换的实施方式,指针座体4还可以为其他耐高温性和耐腐蚀性材料,如钨合金等。
55.工作过程:
56.装配:通过螺钉将指针件3和指针底座连在一起,并将连在一起的指针件3与指针底座通过螺钉固定在波峰焊后挡板上,指针件3穿过高度显示件1,再将高度显示件1通过螺钉固定波峰焊炉嘴上。
57.工作:一、确定指针底座安装位置
58.1、使用螺钉将指针件3穿过指针底座,将指针件3与指针底座结合在一起,再将指针件3插入高度显示件1内;2、将高度显示件1使用固定螺钉临时固定在波峰焊炉嘴上,确定指针件3与指针底座组合件在波峰焊后挡板上的安装位置,并用标记螺钉孔位置;3、再将波峰焊后挡板从波峰焊炉嘴上拆除;4、在波峰焊后挡板标注螺钉孔位置进行打孔并攻丝;5、将加工后的波峰焊后挡板重新安装至波峰焊炉上。
59.二、调节安装
60.1.将指针件3与指针底座结合在一起的组合件,使用螺钉固定在波峰焊炉嘴后挡板上;2.安装波峰焊炉嘴至锡炉内;3.将指针件3插入高度显示件1内;4.将高度显示件1上的连接板2利用螺钉与波峰焊炉嘴一起固定好,即完成后挡板调节装置安装作业。
61.三、调节使用
62.1、操作人员旋转波峰焊后挡板高度调节旋钮,将波峰焊后挡板高度调整至焊接效果最优的高度;2、通过挡板辅助调节装置,记录、收集当前设备/机型焊接最优的波峰焊后挡板高度值;3、后续生产相似机型或相同产品时,直接将参数复位对应数值即可。
63.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。