1.本发明涉及电熔接头。
背景技术:
2.在将树脂管或具有树脂层和金属增强层的金属增强复合管等使用了树脂的管体彼此连接时,一般使用电熔接头(例如,参照专利文献1)。
3.例如,专利文献1所示的电熔接头具有:两端部分别形成有插入连接对象的管体的插口部的热塑性树脂制的接头主体、埋设在接头主体的内圆周面侧的电热线。此外,接头主体的内圆周面处设置有对面向内侧而突出的管体的位置进行限制的挡件。通过在将电熔接头的插口部分别插入连接对象的管体的状态下使发热体发热,发热体周围的插口部的外周部的树脂和管体的内周部的树脂熔接,管体之间介由电熔接头而连接。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2016-194340号公报
技术实现要素:
7.本发明所要解决的技术问题
8.然而,如果管体和电熔接头之间存在空隙,则在超纯水等高纯度液体的输送线中,管的清洗试剂或施工时的异物会滞留在空隙中,可能出现异物长期地混入到高纯度液体中的情况。
9.因此,可以考虑以不产生空隙的方式,一边将管体按压到电熔接头中一边对发热体进行通电,但此时,存在相邻的电热线彼此接触而短路的风险。如果发生短路,则温度不再升高,因此熔接的强度不足。
10.本发明的目的在于提供一种能够抑制短路发生而确保熔接强度的电熔接头。
11.解决技术问题的技术手段
12.为了达成所述目的,第1发明涉及的电熔接头具备主体部和电热线。主体部与包含热塑性树脂的树脂管连接。电热线配置在主体部上。电热线具有:导线、设置在导线的周围的绝缘皮膜。绝缘皮膜的熔点为230度以上。
13.如此,通过将熔点为230度以上的绝缘皮膜设置在导线的周围,即使在通过电热线的发热进行熔接时的温度下绝缘皮膜也不会熔化,因此能够防止电热线的导线彼此接触。因此,能够上升至期望的温度并且能够确保熔接强度。
14.第2发明涉及的电熔接头是第1发明涉及的电熔接头,其中,电热线进一步具有设置在绝缘皮膜的周围的外层部。外层部由聚烯烃类树脂形成。
15.由此,能够增加电热线的强度,且能够在进行熔接时的温度下防止导线露出。
16.第3发明涉及的电熔接头是第1或第2发明涉及的电熔接头,其中,绝缘皮膜由聚酰亚胺类树脂形成。
17.如此,通过用聚酰亚胺类树脂形成绝缘皮膜,即使在通过电热线发热进行熔接时的温度下也能够抑制绝缘皮膜的熔融。
18.第4发明涉及的电熔接头为第1~第3发明涉及的电熔接头,其中,主体部具有筒状部、挡件。筒状部具有待配置在树脂管的内侧或外侧而与树脂管连接的连接部。挡件以从筒状部的表面突出的方式而形成,能够对树脂管的端部的位置进行限制。
19.即使在以不形成滞留异物的空隙的方式,在将树脂管按压到挡件上的状态下进行熔接的情况下,由于电热线的周围形成有绝缘皮膜,因此能够防止电热线的导线彼此接触,能够确保熔接强度。
20.第5发明涉及的电熔接头为第4发明涉及的电熔接头,其中,连接部的内侧能够插入树脂管。挡件以在筒状部的内表面上突出的形式而形成,在树脂管插入连接部的内侧时对插入位置进行限制。
21.由此,能够使插入内侧的树脂管与电熔接头牢固地熔接。
22.第6发明涉及的电熔接头为第3发明涉及的电熔接头,其中,连接部能够插入树脂管的内侧。挡件以在筒状部的外表面上突出的形式而形成,在连接部插入树脂管的内侧时对插入位置进行限制。
23.由此,能够使树脂管与插入其内侧的电熔接头牢固地熔接。
24.第7发明涉及的电熔接头具备主体部和电热线。主体部与包含热塑性树脂的树脂管连接。电热线配置在主体部上。电热线具有导线和设置在导线的周围的绝缘皮膜。绝缘皮膜的熔点比主体部中使用的树脂高,在电熔接后绝缘被膜也得到保持。
25.发明的效果
26.根据本发明,可以提供一种能够抑制短路(short)的发生而确保熔接的强度的电熔接头。
附图说明
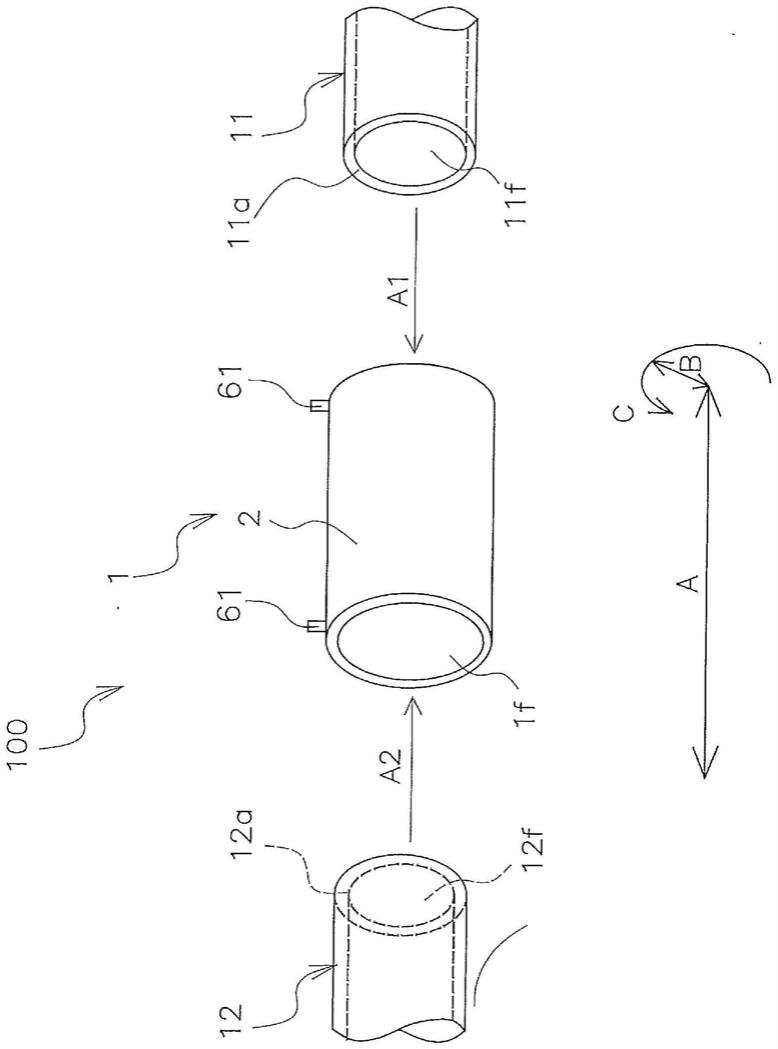
27.[图1]表示本发明涉及的实施方式中的电熔接接头和与电熔接头连接的第1树脂管和第2树脂管的外观图。
[0028]
[图2]表示图1的电熔接头的截面构成图。
[0029]
[图3]表示将第1树脂管和第2树脂管插入图1的电熔接头中的状态的截面构成图。
[0030]
[图4]表示图1的电熔接头中的电热线的截面构成的图。
[0031]
[图5]用于说明使用了图1的电熔接头的熔接方法的流程图。
[0032]
[图6]表示图5的熔接方法中使用的加压夹具的立体图。
[0033]
[图7]表示将第1树脂管、电熔接头和第2树脂管装到图6的加压夹具上的状态的图。
[0034]
[图8]示意性地表示(a)、(b)挡件附近处的熔融的过程的图。
[0035]
[图9]表示本发明涉及的实施方式的变形例中的电熔接头和与电熔接头连接的第1树脂管和第2树脂管的外观图。
[0036]
[图10]表示将第1树脂管和第2树脂管插入图9的电熔接头中的状态的截面构成图。
[0037]
本发明的具体实施方式
[0038]
以下将一边参照附图一边对发明涉及的实施方式进行说明。
[0039]
《构成》
[0040]
(电熔接头1的概要)
[0041]
图1是表示本发明的实施方式中的电熔接头1、通过电熔接头1连接的第1树脂管11、第2树脂管12的图。图1也可以说是配管结构100的分解图。配管结构100例如具有:电熔接头1、第1树脂管11、第2树脂管12。
[0042]
如图所示,电熔接头1与第1树脂管11和第2树脂管12熔接,连接第1树脂管11和第2树脂管12。
[0043]
第1树脂管11以及第2树脂管12分别以热固化性树脂形成。
[0044]
在第1树脂管11以及第2树脂管12的内部中延伸有截面圆形状的流路11f、12f。电熔接头1的内部中延伸有截面圆形状的流路1f。在第1树脂管11和第2树脂管12通过电熔接头1而连接的状态下,第1树脂管11、第2树脂管12、电熔接头1的各自的流路的轴线配置在同一直线上。
[0045]
需要说明的是,对于电熔接头1、第1树脂管11和第2树脂管12的流路,以各个轴线延伸的方向为轴线方向a。此外,在电熔接头1、第1树脂管11和第2树脂管12中,以与各个轴线垂直而接近
·
远离的方向为径方向b,以绕着各个轴线周围的方向为圆周方向c。
[0046]
第1树脂管11在轴线方向a中,相对于电熔接头1在箭头a1方向上相对移动而与电熔接头1连接。此外,第2树脂管12在轴线方向a中,相对于电熔接头1在箭头a2方向上相对移动而与电熔接头1连接。第1树脂管11和第2树脂管12连接在电熔接头1上的状态构成配管结构100。
[0047]
图2是表示电熔接头1的截面构成的图。
[0048]
电熔接头1如图1以及图2所示,具有:主体部2、发热部3、发热部4、发热部5、连接器安装部6。
[0049]
(主体部2)
[0050]
主体部2以热塑性树脂形成,如图2所示,具有筒状部21、挡件22。筒状部21为筒状,具有第1连接部23、第2连接部24、连续部25。第1连接部23的内侧插入有第1树脂管11。第2连接部24的内侧插入有第2树脂管12。
[0051]
作为主体部中使用的热塑性树脂,无特别限定,优选使用具有小于230℃的熔点的树脂。其中优选聚烯烃,特别优选聚乙烯。
[0052]
图3是表示将第1树脂管11插入电熔接头1的第1连接部23的内侧,将第2树脂管12插入第2连接部24的内侧的状态的截面构成图。
[0053]
第1连接部23的内径以大于第1树脂管11的外径的形式而形成。此外,第2连接部24的内径以大于第2树脂管12的外径的形式而形成。
[0054]
连续部25与第1连接部23和第2连接部24连接,而将第1连接部23和第2连接部24连接起来。连续部25是连接第1连接部23和第2连接部24之间的部分,后述的挡件22设置在径方向b的内侧。
[0055]
(挡件22)
[0056]
挡件22为圆环状部分。挡件22在筒状部21的内表面21a上沿着圆周方向c绕一周而形成为突条。挡件22也包含热塑性树脂,优选以与主体部中使用的热塑性树脂相同的树脂
形成。
[0057]
挡件22以从筒状部21的内表面21a向着径方向的内侧突出的形式而形成。
[0058]
此外,挡件22配置在筒状部21的连续部25的径方向b的内侧。需要说明的是,挡件22可以与筒状部21形成为一个部件,也可以与筒状部21以不同的部件的形式而形成。
[0059]
挡件22具有第1侧面22a、第2侧面22b、圆周面22c。圆周面22c为挡件22的径方向内侧的端面。
[0060]
第1侧面22a以从筒状部21的内表面21a向着径方向b的内侧,相对于轴线方向a约为垂直的形式而形成。
[0061]
第2侧面22b以从筒状部21的内表面21a向着径方向b的内侧,相对于轴线方向a约为垂直的形式而形成。
[0062]
圆周面22c连接第1侧面22a的径方向内侧的端部和第2侧面22b的径方向内侧的端部。圆周面22c以与筒状部21的内表面21a大致平行的形式而形成。
[0063]
在第1连接部23的内侧插入有第1树脂管11时,如图3所示,第1树脂管11的管端11a与挡件22的第1侧面22a接触,管端11a的插入位置受到限制。需要说明的是,管端11a与第1侧面22a接触包含:管端11a与第1侧面22a直接接触的情况、以及管端11a介由发热部5的电热线51(后述)而与第1侧面22a间接接触的情况。
[0064]
第2连接部24的内侧插入有第2树脂管12时,如图3所示,第2树脂管12的管端12a与挡件22的第2侧面22b接触,管端12a的插入位置受到限制。需要说明的是,管端12a与第2侧面22b接触包含:管端12a与第2侧面22b直接接触的情况、以及管端12a介由发热部5的电热线51(后述)而与第2侧面22b间接接触的情况。
[0065]
(发热部3、4)
[0066]
就发热部3而言,如图2所示,在从作为筒状部21的其中一个端部的第1连接部23侧的端部21b出发沿着轴线方向a的给定的区间r1中,具有包埋在内表面21a中的电热线31。电热线31的构成如后所述。
[0067]
电热线31以沿着内表面21a在圆周方向上卷绕的形式而配置。电热线31配置在内表面21a的附近。需要说明的是,在本实施方式中,电热线31以一部分向流路1f侧露出的形式而包埋在筒状部21中。
[0068]
发热部4在从作为筒状部21的另一端部的第2连接部24侧的端部21c出发沿着轴线方向a的给定的区间r2中,具有包埋在内表面21a中的电热线41。电热线41的构成如后所述。
[0069]
电热线41以沿着内表面21a在圆周方向上卷绕的形式而配置。电热线41配置在内表面21a的附近。需要说明的是,在本实施方式中,电热线41以一部分往流路1f侧露出的形式而包埋在筒状部21中。
[0070]
需要说明的是,就电热线31、41而言,可以如图2所示,以一部分露出的形式而埋设在内表面21a中,可以不露出地、完全地包埋在内表面21a中,也可以不包埋而单是配置在内表面21a上。总之,只要在能够使第1连接部23和第2连接部24的内表面熔融,使第1树脂管11和第2树脂管12的外圆周面熔融的位置处设置电热线31、41即可。
[0071]
此外,在从第1连接部23的区间r1的连续部25侧的端部到连续部25(挡件22)为止的沿着轴线方向a的区间r3中,没有连续地配置电热线41,区间r3形成冷区。在从第2连接部24的区间r2的连续部25侧的端部到连续部25(挡件22)为止的沿着轴线方向a的区间r4中,
没有连续地配置电热线51,区间r4形成冷区。此外,区间r3和区间r4之间的沿着轴线方向a的区间r5是设置有挡件22的区间。
[0072]
需要说明的是,电热线31、41与后述的发热部5的电热线51可以连接为一根,也可以分割。
[0073]
(发热部5)
[0074]
发热部5设置在挡件22处。发热部5具有电热线51。电热线51以沿着轴线方向a在圆周方向c上卷绕的形式设置在挡件22处。在本实施方式中,举例而言,电热线51卷绕挡件22三周。
[0075]
在本实施方式中,电热线51以在第1侧面22a和第2侧面22b上露出一部分的形式而包埋,但可以全部包埋,也可以配置在第1侧面22a、第2侧面22b上。此外,电热线51没有从圆周面22c中露出,但也可以露出。
[0076]
图4是表示电热线51的构成的截面图。
[0077]
电热线51具有导线71、绝缘皮膜72、外层部73。
[0078]
导线71例如可以使用镍铬(nichrome)线、铁铬2型线、铁铬1型线、镍铬(nickel chromium)线等。
[0079]
绝缘皮膜72以包覆导线71的周围的方式设置。绝缘皮膜72的熔点为230度以上。其被设定为在本实施方式中热塑性树脂熔融的温度(例如如果是聚乙烯则电热线加热至220度)下也不熔融的温度。绝缘皮膜72例如可以由氟类树脂或酰亚胺类树脂形成,但更优选由聚酰亚胺类树脂形成。
[0080]
外层部73以包覆绝缘皮膜72的外侧的周围的形式设置。外层部73由与绝缘皮膜72不同的热塑性树脂形成。外层部73优选由聚烯烃类树脂形成。
[0081]
需要说明的是,例如,导线71的厚度可以设定为0.1mm以上10mm以下。此外,绝缘皮膜72的厚度可以设定为2μm以下。此外,外层部73的厚度可以设定为导线71的直径的3倍以下。
[0082]
需要说明的是,在本实施方式中,电热线31、41也具有与电热线51同样的构成,但也可以具有与电热线51不同的构成。
[0083]
(连接器安装部6)
[0084]
如图2所示,连接器安装部6具有2根销61。2根销61以从筒状部21的外表面21d向径方向的外侧突出的形式设置。如图2所示,2根销61中的一根销61配置在端部21b的附近,另一根销61配置在端部21c的附近。虽然未图示,但2根销61与发热部3、4、5的电热线31、41、51连接。销61上装有电熔接装置的连接器,一旦进行通电,电热线31、41、51就会发热。
[0085]
《熔接方法》
[0086]
接下来,对本发明涉及的实施方式的熔接方法进行说明。需要说明的是,图5是用于说明本实施方式的熔接方法的流程图。
[0087]
首先,在步骤s1中,将第1树脂管11插入电熔接头1的第1连接部23的内侧,直至通过挡件22限制住第1树脂管11的管端11a的相对移动。
[0088]
此外,将第2树脂管12插入电熔接头1的第2连接部24的内侧,直至通过挡件22限制住第2树脂管12的管端12a的相对移动。电熔接头1中插有第1树脂管11和第2树脂管12的状态如图3所示。
[0089]
接下来,在步骤s2中,以将管端11a压向挡件22的第1侧面22a的方式,向挡件22的方向上对第1树脂管11(图3所示的箭头a1方向)进行加压。此外,以将管端12a压向挡件22的第2侧面22b的方式,向挡件22的方向上对第2树脂管12(图3所示的箭头a2方向)进行加压。
[0090]
此处,对加压中使用的加压夹具进行说明。图6是表示加压夹具200的图。图7是表示将第1树脂管11、电熔接头1和第2树脂管12装在加压夹具200上的状态的图。
[0091]
加压夹具200具有:第1夹持部210、第2夹持部220、3个引导部件230、加压螺丝部件240。
[0092]
第1夹持部210具有:第1半环状部211、第2半环状部212、铰链部213、缔结部214、位置固定部215。
[0093]
第1半环状部211和第2半环状部212具有接近圆环的一半的形状,能够将第1树脂管11的外周夹入。第1半环状部211在圆周方向上具有引导支撑部211b、螺丝部211c。引导支撑部211b中形成有贯通孔,插通有棒状的引导部件230。
[0094]
第2半环状部212在圆周方向上具有2个引导支撑部212b、212c。引导支撑部212b和引导支撑部212c分别形成有贯通孔,插通有棒状的引导部件230。
[0095]
铰链部213将第1半环状部211和第2半环状部212的圆周方向的端部以彼此能够转动的方式进行连接。以铰链部213为中心,在将第1半环状部211和第2半环状部212间打开的状态下,将第1树脂管11配置到第1半环状部211和第2半环状部212之间。
[0096]
缔结部214例如是螺丝,设置在与第1半环状部211和第2半环状部212的铰链部213相反侧的圆周方向的端部。与第1半环状部211的铰链部213相反侧的圆周方向的端部向外侧而突出,该突出部211a中形成有贯通孔。此外,与第2半环状部212的铰链部213相反侧的圆周方向的端部向外侧而突出,该突出部212a中形成有贯通孔。
[0097]
在第1半环状部211和第2半环状部212关闭的状态下,2个贯通孔相对,插入作为螺丝的缔结部214。突出部212a的贯通孔的内圆周面处形成有螺丝形状,突出部211a的贯通孔处不形成螺丝形状。缔结部214插通突出部211a的贯通孔,与突出部212a的贯通孔螺合。
[0098]
由此,使缔结部214旋转,通过缔结部214的头部,将突出部211a压向突出部212a,从而能够用第1夹持部210挟持第1树脂管11。需要说明的是,缔结部214不限于螺丝,例如也可以是螺栓、螺母等,只要能使第1半环状部211和第2半环状部212紧固,构成就无特别限定。
[0099]
位置固定部215为螺丝部件,设置在引导支撑部211b处。详细地说,引导支撑部211b中,朝向插入引导部件230的贯通孔而形成有螺丝孔,位置固定部215插入该螺丝孔中。
[0100]
如果将位置固定部215拧紧,则位置固定部215的前端会与引导部件230接触,由此固定在面对第1夹持部210的引导部件230的位置。
[0101]
第2夹持部220具有:第1半环状部221、第2半环状部222、铰链部223、缔结部224。
[0102]
第1半环状部221具有与第1半环状部211同样的形状,具有突出部221a、引导支撑部221b、螺丝部221c。引导支撑部221b与引导支撑部211b不同,引导部件230是被固定的。
[0103]
此外,第2半环状部222具有与第2半环状部212同样的形状,具有突出部222a、引导支撑部222b、引导支撑部222c。引导支撑部222b、222c与引导支撑部212b,212c不同,引导部件230是被固定的。
[0104]
铰链部223与铰链部213是同样的,将第1半环状部221和第2半环状部222的圆周方
向的端部以彼此能够转动的方式连接。缔结部224与缔结部214是同样的,设置在突出部221a和突出部222a处。
[0105]
引导部件230插通引导支撑部211b,而固定在引导支撑部221b处。引导部件230插通引导支撑部212b,而固定在引导支撑部222b处。引导部件230插通引导支撑部212c,而固定在引导支撑部222c处。
[0106]
加压螺丝部件240是滚珠螺丝,插通螺丝部211c和螺丝部221c。螺丝部211c、螺丝部221c中形成有插通加压螺丝部件240的螺丝孔,在螺丝部211c和螺丝部221c中,螺丝孔朝相反方向形成。即,如果使加压螺丝部件240旋转,则第1夹持部210和第2夹持部220会沿着引导部件230而相互接近或远离。
[0107]
如图7所示,第1树脂管11被第1夹持部210夹入而固定,第2树脂管12被第2夹持部220夹入而固定,然后,通过旋转加压螺丝部件240,使第1夹持部210和第2夹持部220相互接近(参照箭头a1、a2)。
[0108]
由此,可以以将第1树脂管11的管端11a压向挡件22的第1侧面22a,将第2树脂管12的管端12a压向挡件22的第2侧面22b的方式,对第1树脂管11和第2树脂管12进行加压。
[0109]
此外,通过在加压的状态下将位置固定部215拧紧,可以保持基于第1夹持部210和第2夹持部220的加压状态。
[0110]
接下来,在步骤s3中,在加压的状态下,将电熔接装置的连接器装到连接器安装部6的2根销61上,进行给定时间的通电。需要说明的是,也可以一边通电,一边旋转加压螺丝部件240而将第1树脂管11和第2树脂管12压入电熔接头1。
[0111]
通过该通电,电热线31、41、51发热。通电时的电热线温度只要是能够使主体部熔融的温度即可,如果是聚烯烃,则优选为220度以下。
[0112]
通过区间r1中的电热线31的发热,第1连接部23的内圆周面和第1树脂管11的外圆周面中的热塑性树脂熔融而膨胀。区间r3的冷区中,热塑性树脂固化而密封,第1树脂管11的外圆周面和第1连接部23之间的树脂压增高。如此,第1连接部23的内圆周面和第1树脂管11的外圆周面熔接,表现出高熔接强度。
[0113]
同样地,通过区间r2中的电热线41的发热,第2连接部24的内圆周面和第2树脂管12的外圆周面中的热塑性树脂熔融而膨胀。区间r4的冷区中,热塑性树脂固化而密封,第2树脂管12的外圆周面和第2连接部24之间的树脂压增高,第2连接部24的内圆周面和第2树脂管12的外圆周面熔接。
[0114]
图8(a)、(b)是图3的s部扩大图,是示意性地表示挡件22附近处的熔融过程的图。如图8(a)所示,区间r5的挡件22熔融了的热塑性树脂向径方向上的中心方向(参照箭头b1)流动,电热线51也随之移动。如果进一步继续通电,则使移动地处的热塑性树脂熔融,电热线51进一步移动。需要说明的是,电热线的移动可以通过通电时间或熔融时的树脂管的压入压而控制。需要说明的是,在图8(b)中,挡件22熔融了的热塑性树脂相比于第1树脂管11和第2树脂管12的内圆周面更向内侧突出,但也可以不是突出而是凹陷。需要说明的是,挡件22的径方向b上的突出高度优选为与电热线51的直径为相同程度。
[0115]
此外,在本实施方式中,电热线51的导线71被绝缘被覆,因此即使在流路中露出,金属部也不会露出。
[0116]
此外,如图8(b)所示,通过电热线51的移动,可以一直熔接至第1树脂管11以及第2
树脂管12的内表面附近(接液面附近)处,因此可以消除挡件22与第1树脂管11和第2树脂管12之间的空隙,减少发生滞留的位置。
[0117]
接下来,在步骤s4中,停止通电后放置给定时间,进行树脂的冷却。
[0118]
通过以上的步骤,能够将电熔接头1与第1树脂管11和第2树脂管12熔接接合。
[0119]
《特征等》
[0120]
(1)
[0121]
本实施方式的电熔接头1具备主体部2、电热线51。主体部2与包含热塑性树脂的第1树脂管11和第2树脂管12连接。电热线51配置在主体部2处。电热线51具有导线71、设置在导线71的周围的绝缘皮膜72。绝缘皮膜72的熔点为230度以上。
[0122]
如此,通过将熔点为230度以上的绝缘皮膜72设置在导线71的周围,由于即使在通过电热线51的发热进行熔接时的温度下绝缘皮膜72也不会熔化,因此能够防止电热线51的导线71彼此接触。因此,能够上升至期望的温度,能够确保熔接强度。
[0123]
(2)
[0124]
在本实施方式的电熔接头1中,电热线51进一步具有设置在绝缘皮膜72的周围的外层部73。外层部73由聚烯烃类树脂形成。
[0125]
由此,能够增加电热线51的强度,并且还能够防止在进行熔接时的温度下导线71露出。
[0126]
(3)
[0127]
在本实施方式的电熔接头1中,绝缘皮膜72由聚酰亚胺类树脂形成。
[0128]
如此,通过用聚酰亚胺类树脂形成绝缘皮膜72,即使在通过电热线51的发热而进行熔接时的温度下,也能够抑制绝缘皮膜72的熔融。
[0129]
(4)
[0130]
在本实施方式的电熔接头1中,主体部2具有筒状部21、挡件22。筒状部21具有待配置在第1树脂管11的外侧、与第1树脂管11连接的第1连接部23(连接部的一个例子)。筒状部21具有待配置在第2树脂管12的外侧、与第2树脂管12连接的第2连接部24(连接部的一个例子)。挡件22以从筒状部21的表面突出的形式而形成,能够对第1树脂管11的管端11a(端部的一个例子)的位置和第2树脂管12的管端12a(端部的一个例子)的位置进行限制。
[0131]
即使在以使得不形成异物滞留的空隙的形式,在将第1树脂管11和第2树脂管12按压至挡件22的状态下进行熔接的情况下,由于导线71的周围形成有绝缘皮膜72,因此能够防止电热线51的导线71彼此接触,能够确保熔接强度。
[0132]
(5)
[0133]
在本实施方式的电熔接头1中,第1树脂管11可插入至第1连接部23的内侧。第2树脂管12可插入至第2连接部24的内侧。挡件22以在筒状部21的内表面21a上突出的形式而形成,可在第1树脂管11插入第1连接部23的内侧时对插入位置进行限制,可在第2树脂管12插入第2连接部24的内侧时对插入位置进行限制。
[0134]
由此,能够使插入内侧的第1树脂管11和第2树脂管12与电熔接头1牢固地熔接。
[0135]
《其他的实施方式》
[0136]
以上,就本发明的一个实施方式进行了说明,但本发明不限于所述实施方式,可以在不脱离发明主旨的范围内进行各种变更。
[0137]
(a)
[0138]
在所述实施方式中,第1树脂管11的管端11a和第2树脂管12的管端12a被按压到挡件22上,但也可以不按压。但是,从可以缩短施工时间的观点出发,更优选按压。
[0139]
(b)
[0140]
在所述实施方式中,挡件22以从筒状部21的内表面21a向径方向内侧突出的形式而形成,但也可以不限于此。例如,也可以是如图9所示,挡件22
′
以从筒状部21
′
的外表面向径方向外侧突出的形式而形成的电熔接头1
′
。
[0141]
图9是作为本实施方式的变形例的配管结构100
′
的分解图。配管结构100
′
具有电熔接头1
′
、与电熔接头1
′
连接的第1树脂管11和第2树脂管12。在图9中,第1树脂管11的内侧和第2树脂管12的内侧分别插入有电熔接头1
′
。图10是表示电熔接头1
′
插入第1树脂管11和第2树脂管12中的状态的截面图。
[0142]
主体部2
′
具有筒状部21
′
、挡件22
′
。筒状部21
′
具有第1连接部23
′
、第2连接部24
′
、连续部25
′
。第1树脂管11的内侧插入有电熔接头1
′
的第1连接部23
′
,第2树脂管12的内侧插入有电熔接头1
′
的第2连接部24
′
。挡件22
′
设置在连续部25的外侧。挡件22
′
以在筒状部21
′
的外表面21d
′
上向径方向外侧突出的形式而形成。此外,挡件22
′
沿着圆周方向c绕一周而形成为突条。
[0143]
挡件22
′
具有第1侧面22a
′
、第2侧面22b
′
、外圆周面22c
′
。外圆周面22c
′
是挡件22
′
的径方向内侧的端面。
[0144]
第1侧面22a
′
从筒状部21
′
的外表面21d
′
向径方向b的外侧以相对于轴线方向a约为垂直的形式而形成。第2侧面22b
′
从筒状部21的外表面21d
′
向径方向b的外侧以相对于轴线方向a约为垂直的形式而形成。外圆周面22c
′
连接第1侧面22a
′
的径方向内侧的端部和第2侧面22b
′
的径方向内侧的端部。
[0145]
发热部3在从筒状部21
′
的第1连接部23
′
侧的端部21b
′
起给定的区间(与图2的区间r1相当)中以靠近外表面21d
′
的形式配置,设置至与挡件22
′
隔开给定的区间(与图2的区间r3相当)的位置处。发热部4在从筒状部21
′
的第2连接部24
′
侧的端部21c
′
起给定的区间(与图2的区间r2相当)中以靠近外表面21d
′
的形式配置,设置至与挡件22
′
隔开给定的区间(与图2的区间r4相当)的位置处。发热部3的电热线31和发热部4的电热线41埋设在筒状部21的外表面21d
′
中。在图10中,电热线31和电热线41的一部分从外表面21d
′
向外侧露出。
[0146]
发热部5设置在挡件22
′
处。发热部5的电热线51埋设在挡件22
′
的第1侧面22a
′
和第2侧面22b
′
中。电热线51的一部分从第1侧面22a
′
或第2侧面22b
′
露出。需要说明的是,连接器安装部6的2根销61配置在挡件22
′
的外圆周面22c
′
处。
[0147]
通过一边使用所述加压夹具200将第1树脂管11的管端11a按压至第1侧面22a
′
,将第2树脂管12的管端12a按压至第2侧面22b
′
,一边对电热线31、41、51通电,将第1树脂管11和第2树脂管12与电熔接头1
′
熔接接合。
[0148]
在这样的构成中,发热部5的电热线51的位置也会由于热塑性树脂的熔融而移动,但由于设置有绝缘皮膜72,因此能够防止导线71彼此接触而短路。
[0149]
(c)
[0150]
在所述实施方式中,从沿着轴线方向a进行观察时,挡件22的外径是圆形状,但也可以不限于圆,一部分可以被倒角,也可以具有多边形形状。
[0151]
(d)
[0152]
在所述实施方式中,电熔接头1、1
′
的流路都形成为直线状,但也可以是流路弯曲的弯头接头。
[0153]
(e)
[0154]
在所述实施方式中,由于发热部3、4、5的电热线31、41、51是相同的,因此电热线31、41、51上都设置有绝缘皮膜72,但不限于此。然而,优选至少电热线51上设置有绝缘皮膜72。这是因此,有时会因为第1树脂管11和第2树脂管12而被加压,此时电热线51容易彼此接触。
[0155]
工业实用性
[0156]
本发明的电熔接头具有能够抑制短路的发生而确保熔接的强度的效果,作为设备用的配管结构等是有用的。
[0157]
符号的说明
[0158]
1:电熔接头
[0159]
2:主体部
[0160]
5:发热部
[0161]
51:电热线
[0162]
71:导线
[0163]
72:绝缘皮膜
[0164]
73:外层部。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。