1.本发明涉及带钢加工技术领域,具体是涉及一种带钢穿带自动纠偏方法及设备,可应用于各种带钢生产线。
背景技术:
2.带钢生产线上经常发生穿带跑偏现象,跑偏后容易造成穿带卡阻、卷取内圈、外圈错边等问题,严重影响产线速度和产品质量。穿带过程中常用的对中设备为立式侧导辊,但立式侧导在靠紧对中的过程中经常把带钢挤压变形,纠偏效果不佳。
技术实现要素:
3.本发明旨在提供一种带钢穿带纠偏方法,其在纠偏过程中不会对带钢造成挤压变形。
4.具体方案如下:
5.一种带钢穿带纠偏方法,所述带钢穿带纠偏方法是在带钢传输过程中对带钢施加第一摩擦力fa和第二摩擦力fb,第一摩擦力fa和第二摩擦力fb的改变由主动辊的转速和转矩的变化来实现;带钢宽度方向的两侧分别定义为传动侧和操作侧,其中,第一摩擦力fa作用在带钢上的位置相对于第二摩擦力fb更靠近传动侧,第二摩擦力fb作用在带钢上的位置相对于第一摩擦力fa更靠近操作侧,第一摩擦力fa和第二摩擦力fb能够对带钢两侧产生摩擦力差,从而在传输的带钢上形成纠偏转矩,以此来实现带钢的纠偏;
6.当fa>fb时,产生往操作侧方向偏移的转矩,带钢向操作侧偏移;
7.当fa=fb时,不产生转矩,带钢不发生偏移;
8.当fa<fb时,产生往传动侧方向偏移的转矩,带钢向传动侧偏移。
9.本发明还提供了一种带钢穿带纠偏设备,包括纠偏下辊、第一纠偏上辊、第二纠偏上辊和电机,第一纠偏上辊和第二纠偏上辊位于纠偏下辊的正上方,且第一、第二纠偏上辊与纠偏下辊之间具有供带钢穿过的间隙;纠偏下辊为从动辊,第一纠偏上辊、第二纠偏上辊为主动辊,分别由一电机驱动转动;带钢宽度方向的两侧分别定义为传动侧和操作侧,第一纠偏上辊相对于第二纠偏上辊更靠近传动侧,第二纠偏上辊相对于第一纠偏上辊更靠近操作侧,第一纠偏上辊和第二纠偏上辊上还分别连接有第一操作机构和第二操作机构,第一操作机构驱动第一纠偏上辊朝向或者远离纠偏下辊动作,第二操作机构驱动第二纠偏上辊朝向或者远离纠偏下辊动作,以分别控制第一纠偏上辊、第二纠偏上辊对带钢产生的压力;所述电机能够调整第一纠偏上辊和/或第二纠偏上辊的转速和转矩,进而在传输的带钢上形成纠偏转矩,以此来实现带钢的纠偏。
10.进一步的,所述第一操作机构和第二操作机构均为液压控制系统。
11.进一步的,还包括带钢位置检测单元和控制器,所述带钢位置检测单元布设于纠偏下辊的出口侧,其能够检测出带钢在宽度方向上的偏移量,所述带钢位置检测单元将检测到的带钢偏移量反馈给所述控制器,所述控制器对得到的带钢偏移量进行计算,并根据
计算结果对第一和/或第二纠偏上辊的电机发送调整参数,第一和/或第二纠偏上辊的电机根据控制器发送的调整参数来调整转速和转矩。
12.进一步的,所述带钢位置检测单元为位置传感器,所述控制器为plc控制器。
13.本发明提供的带钢穿带纠偏方法及设备与现有技术相比较具有以下优点:本发明提供的带钢穿带纠偏方法及设备通过两侧带钢的摩擦力差来实现带钢传输过程中的纠偏,在纠偏过程中不会对带钢造成挤压变形,纠偏效果好,适用于各种带钢生产线。
附图说明
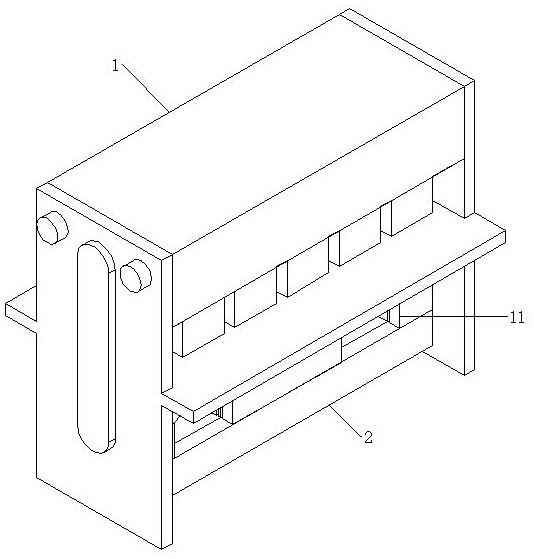
14.图1示出了带钢穿带纠偏设备的俯视图。
15.图2示出了带钢穿带纠偏设备在带钢宽度方向上的侧视图。
16.图3示出了带钢穿带纠偏设备在带钢长度方向上的侧视图。
17.图4示出了带钢穿带纠偏设备自动纠偏控制的流程图。
具体实施方式
18.为进一步说明各实施例,本发明提供有附图。这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
19.现结合附图和具体实施方式对本发明进一步说明。
20.实施例1
21.本实施例提供了一种带钢穿带纠偏方法,该纠偏方法是在带钢传输过程中对带钢施加第一摩擦力fa和第二摩擦力fb,第一摩擦力fa和第二摩擦力fb的改变由主动辊的转速和转矩的变化来实现。
22.带钢宽度方向的两侧分别定义为传动侧和操作侧,其中,第一摩擦力fa作用在带钢上的位置相对于第二摩擦力fb更靠近传动侧,第二摩擦力fb作用在带钢上的位置相对于第一摩擦力fa更靠近操作侧,第一摩擦力fa和第二摩擦力fb能够对带钢两侧产生摩擦力差,从而在传输的带钢上形成纠偏力矩,达到带钢纠偏的目的。
23.具体是,参考图1,当fa>fb时,产生往操作侧方向偏移的转矩,带钢向操作侧偏移;
24.当fa=fb时,不产生转矩,带钢不发生偏移;
25.当fa<fb时,产生往传动侧方向偏移的转矩,带钢向传动侧偏移。
26.参考图1和图2,带钢1沿一方向进行传送,在图1中,带钢的传送方向为前方输送,带钢的左侧为传动侧,右侧为操作侧,一纠偏机构对带钢1产生有第一摩擦力fa和第二摩擦力fb。
27.本实施例中的纠偏机构包括纠偏下辊21、第一纠偏上辊22、第二纠偏上辊23和电机24。其中纠偏下辊21为从动辊,其位于带钢1的下方;第一纠偏上辊22和第二纠偏上辊23均为主动辊,分别由一电机24驱动转动;第一纠偏上辊22位于纠偏下辊21的正上方,且相对于第二纠偏上辊23更靠近传动侧;第二纠偏上辊23位于纠偏下辊21的正上方,且相对于第一纠偏上辊22更靠近操作侧;第一纠偏上辊22和第二纠偏上辊23上还分别连接有一第一操
作机构31和第二操作机构32,第一操作机构31驱动第一纠偏上辊22朝向或者远离纠偏下辊21动作,第二操作机构32驱动第二纠偏上辊23朝向或者远离纠偏下辊21动作,以分别控制第一纠偏上辊22、第二纠偏上辊23对带钢1产生的压力。
28.假设第一纠偏上辊的输出转矩为m1;第二纠偏上辊的输出转矩为m2;第一、第二纠偏上辊对两侧带钢的摩擦力分别为fa、fb;第一、二纠偏上辊的辊半径均为r;在不考虑传动效率的理想情况下,则:fa=m1/r;fb=m2/r。fa和fb在带钢上形成转矩m。
29.如图1中,fa<fb时,转矩m使带钢向传动侧偏移。由于第一、二纠偏上辊的辊半径r为定值,因此可通过调整第一、第二纠偏上辊的对带钢产生的输出转矩来改变带钢跑带方向,从而实现带钢的纠偏。
30.具体的,以第一或者第二上纠偏辊的传动速度为基准速度,采用速度控制来调整第一或第二上纠偏辊的速度。
31.例如,以第二纠偏辊的传动速度为基准速度,两侧初始速度相同;带钢向操作侧偏时,降低第一纠偏辊转速;带钢向操作侧偏时,增加第一纠偏辊转速。
32.本实施例提供的带钢穿带纠偏方法通过两侧带钢的摩擦力差来实现带钢传输过程中的纠偏,在纠偏过程中不会对带钢造成挤压变形,纠偏效果好,适用于各种带钢生产线。
33.实施例2
34.参考图1-图3,本实施例提供了一种带钢穿带纠偏设备,该纠偏设备布设于带钢穿带通道上,包括纠偏下辊21、第一纠偏上辊22、第二纠偏上辊23和电机24,第一纠偏上辊22和第二纠偏上辊23位于纠偏下辊21的正上方,且第一、第二纠偏上辊与纠偏下辊21之间具有供带钢1穿过的间隙。
35.带钢宽度方向的两侧分别定义为传动侧和操作侧,其中纠偏下辊21为从动辊,其位于带钢1的下方;第一纠偏上辊22和第二纠偏上辊23均为主动辊,并分别由一电机24驱动转动。
36.第一纠偏上辊22位于纠偏下辊21的正上方,且相对于第二纠偏上辊23更靠近传动侧;第二纠偏上辊23位于纠偏下辊21的正上方,且相对于第一纠偏上辊22更靠近操作侧;第一纠偏上辊22和第二纠偏上辊23上还分别连接有一第一操作机构31和一第二操作机构32,第一操作机构31驱动第一纠偏上辊22朝向或者远离纠偏下辊21动作,第二操作机构32驱动第二纠偏上辊23朝向或者远离纠偏下辊21动作,以分别控制第一纠偏上辊22、第二纠偏上辊23对带钢1产生的压力。
37.在带钢的带头未进入纠偏设备前,第一、第二纠偏上辊处于打开位置,带头穿过纠偏设备后,第一、第二纠偏上辊压下,与纠偏下辊一起压紧带钢,第一、第二纠偏上辊由电机驱动旋转,与纠偏下辊一同向前送带。
38.假设第一纠偏上辊的输出转矩为m1;第二纠偏上辊的输出转矩为m2;第一、第二纠偏上辊对两侧带钢的摩擦力分别为fa、fb;第一、二纠偏上辊的辊半径均为r;在不考虑传动效率的理想情况下,则:fa=m1/r;fb=m2/r。fa和fb在带钢上形成转矩m。
39.如图1中,fa<fb时,转矩m使带钢向传动侧偏移。由于第一、二纠偏上辊的辊半径r为定值,因此可通过调整第一、第二纠偏上辊的对带钢产生的输出转矩来改变带钢跑带方向,从而实现带钢的纠偏。
40.具体的,以第一或者第二纠偏上辊的传动速度为基准速度,采用速度控制来调整第一或第二纠偏上辊的速度。
41.例如,以第二纠偏上辊的传动速度为基准速度,两侧初始速度相同;带钢向操作侧偏时,降低第一纠偏上辊转速;带钢向操作侧偏时,增加第一纠偏上辊转速。
42.本实施例提供的带钢穿带纠偏设备通过两侧带钢的摩擦力差来实现带钢传输过程中的纠偏,在纠偏过程中不会对带钢造成挤压变形,纠偏效果好,适用于各种带钢生产线。
43.本实施例中的第一、第二操作机构均优选为液压控制系统,其包括与第一、第二纠偏上辊分别驱动连接的液压缸、通过控制管路与液压缸相连接的液压站以及布设在控制管路上的控制阀和布设在液压缸上的压力计,液压控制系统可以用于控制第一、第二纠偏上辊对带钢施加的压力,进而能够对两侧带钢施加不同的摩擦力来使带钢产生转矩m,以此来实现带钢的纠偏。
44.在一实施例中,参考图4带钢穿带纠偏设备还包括有自动纠偏控制系统,包括带钢位置检测单元4和控制器。带钢位置检测单元4能够检测出带钢在宽度方向上是否偏移以及偏移量的多少,带钢位置检测单元4可以是现有技术中的位置传感器,控制器可以是现有技术中的plc可编程控制器。
45.带钢位置检测单元4布设在纠偏辊的出口侧,其检测带钢位置并将检测位置反馈给控制器,控制器检测到位置偏差后对传动电机发送调整参数,通过调整传动电机的转矩和转速影响带钢跑带方向,从而实现带钢穿带纠偏的自动控制。
46.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。